
工业化生产PC构件的BIM技术定位优化
2019-05-09 09:05姚刚秦蔚壑周梦刘文凯
土木与环境工程学报 2019年2期
姚刚,秦蔚壑,周梦,刘文凯
(重庆大学 a.土木工程学院;b.山地城镇建设与新技术教育部重点实验室;c.计算机学院,重庆 400045)
作为预制混凝土(PC)构件工业化生产的开始环节,定位决定了每一批次中PC构件的生产数量、混凝土的尺寸及预留预埋的位置。定位不仅影响PC构件的生产效率,也影响PC构件的生产质量。传统的定位依靠技术人员的经验,存在生产效率低、费工费时、错误率高等缺点。
美国在2012年将工程信息模型引入到土木领域,以提高工程数据的连续性[1]。建筑信息模型(BIM)技术的兴起为弥补传统定位技术的缺点提供了新的思路。随着BIM技术的推广,其应用范围越来越广泛,很多学者也进行了大量研究。Kurdziel等[2]构建了智能建筑系统,以实现建筑工程全方位集成。Moghadam等[3]提出将BIM和精益相结合的管理模型。Javier等[4]也提出了基于BIM-GIS的建筑供应链监控系统。齐宝库等[5]首先将BIM技术引入到装配式建筑全生命周期管理中。于龙飞等[6]构建了基于BIM的装配式建筑集成建造系统的总体框架。曹江红等[7]提出了基于BIM的装配式建筑三阶段质量管理体系,以统一工厂和现场的质量管理。刘平等[8]构建了基于BIM的装配式建筑供应链信息流集成模型,并对模型架构和各阶段的应用进行分析。胡珉等[9]提出了预制装配式建筑的BIM设计标准框架,为装配式产业链信息沟通提供路径。田东等[10]提出了基于BIM技术的装配式建筑深化设计方法,让信息在产业链的各环节能够协同与传递。靳鸣等[11]引入BIM技术进行装配式建筑深化设计,并制定相应标准。王爱兰等[12]通过BIM技术模拟,提前制定PC构件施工方案。李广辉等[13]利用BIM模型进行动态和静态碰撞,检查优化装配式结构。
为了解决传统定位技术中存在的问题,笔者提出了基于PC构件工业化生产的、应用BIM技术的定位方法,并对其进行优化。首先,根据深化设计图纸和生产方案建立PC构件的BIM模型;然后,结合定位的实际情况,提取PC构件模型中相关生产信息;最后,通过改进的最低水平线算法自动排布预生产的构件,对定位进行优化。
1 BIM模型的创建及定位信息的提取
1.1 BIM模型的创建
PC构件BIM模型的创建与一般的BIM模型有所不同。以Revit软件建模为例,PC构件不仅要作为族被项目文件运用,同时PC构件也是由多个元素组成。多层级的关系和建模软件的局限性,使得PC构件BIM模型的创建复杂而特殊。如何正确有效地建立信息模型,直接影响到构件的生产质量和生产效率。
笔者应用Revit软件,结合PC构件的多层级特点,采用嵌套族创建PC构件的BIM模型。同时,制定参数化建模标准,从模型信息和建模过程来规范信息模型。模型信息主要包括几何信息和非几何信息;建模过程主要包括建模软件版本号、创建方式、模型的储存等。
PC构件包括叠合板、叠合梁、预制柱、预制墙板等,其参数化建模标准包括6个方面,以叠合板族为例进行说明。
1)族的组成 首先分析PC构件的组成:PC构件族为嵌套族,子族为各个零件,如钢筋、混凝土、预留预埋件等;父族为各个零件的集合。其中,划分零件既要种类完整,也要满足一定的通用性。
叠合板族的组成,父族为叠合板,子族为混凝土底板、预埋件等,见图1。

图1 叠合板的组成Fig.1 Component of superimposed
2)族的命名 族的命名包括父族命名和子族命名,主要参考行业已有标准,结合Revit软件可变参数(参数化建模的参数)的设置,符合族的使用习惯。子族的命名也可以依据形状、功能等。
叠合板族的命名参考图集《桁架钢筋混凝土叠合板(60 mm厚底板)》(15G366-1),结合宽度等可变参数;其子族的命名依据钢筋形状,具体命名见表1。
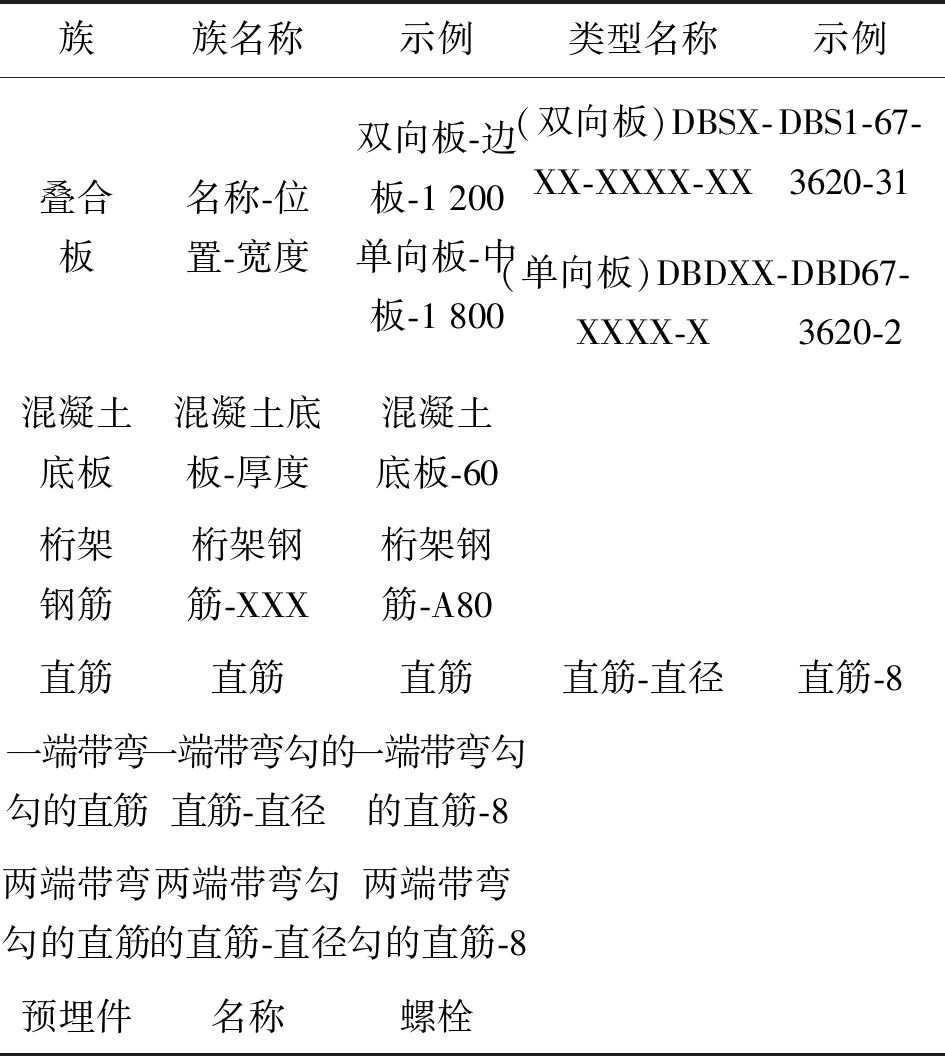
表1 族和类型名称的命名规则Table 1 Naming rules for family and type names
3)族的基本信息 族的基本信息根据应用目的分析确定,其主要应用于生产。PC构件的BIM模型信息主要包括原材料、零件几何尺寸和位置尺寸,具体可分为总信息、混凝土信息、钢筋信息、预埋预留件信息等。根据嵌套族的特点,细分父族和子族的信息。子族中应包括组成零件的原材料和几何尺寸信息;父族中应包括族的整体信息、零件数量、零件位置尺寸以及嵌套的关联参数。
叠合板族的子族信息包括混凝土底板尺寸、混凝土等级、钢筋等级、钢筋直径、钢筋形状尺寸、预埋件材料与生产尺寸等,桁架钢筋视为预埋件。叠合板族的父族信息包括跨度、宽度、厚度、总质量、混凝土体积、混凝土保护层厚度、各类钢筋的数量与位置尺寸、吊点信息、预留预埋件位置尺寸等。
4)Revit软件建族的流程 Revit软件的族分为系统族和自定义族,自定义族由用户根据实际需求创建,嵌套族为自定义族。嵌套族由父族嵌套子族组成,先创建各个子族,再创建父族,见图2。

图2 Revit自定义族的创建流程Fig.2 Custom family creation process in
5)族的创建过程 创建过程应统一族样板文件、族类别和同一种类构件的参数名称。不同种类构件根据自身特点设置可变参数,参数名称可参考族的基本信息名称。嵌套族还需确定父族与子族的关联参数,叠合板的关联参数见表2。

表2 叠合板父族与子族的关联参数Table 2 Relation parameters of father and son family
6)其他 注释是对模型和参数信息表达的一个补充,有助于更快更全面地掌握熟悉构件。如叠合板族中子族位置尺寸的注释。
插入点是确定族引入新项目中的放置点,其设置应便于对族的使用,如,叠合板中的插入点可设置为叠合板的左下角。
1.2 定位的信息提取
定位是由机械设备划出拟浇筑混凝土的轮廓线,然后根据轮廓线组装模具。在创建构件的BIM模型后,由实际操作过程可知,排布构件所需要的信息有混凝土底板轮廓线、混凝土等级、最小矩形轮廓线。最小矩形轮廓线是包含PC构件和模具的最小面积的矩形,见图3。混凝土等级信息用于判断不同的PC构件能否同一批次生产;混凝土底板轮廓线信息用于机械设备划线;最小矩形轮廓线的信息用于排布构件。
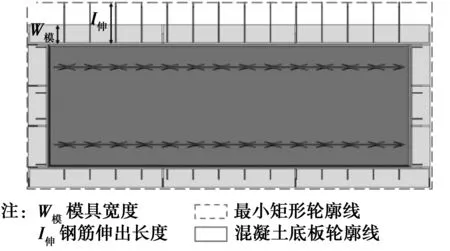
图3 叠合板与模具Fig.3 Superimposed slab and
在排布构件之前,首先确定构件的模板面。考虑PC构件本身的特征,结合后续工艺的要求。流水生产中常见的PC构件有叠合板、叠合梁、预制柱、预制外墙板、预制内墙板等,其模板面的选择见表3。
通过Revit的二次开发接口,开发信息导出附加模块,其主要功能是将BIM模型中的信息导出至排布构件的算法,导出的信息见表4。某些信息可直接从BIM模型中获取,如混凝土等级;某些信息不能直接从BIM模型获取,需要经公式计算得到,如最小矩形轮廓线。
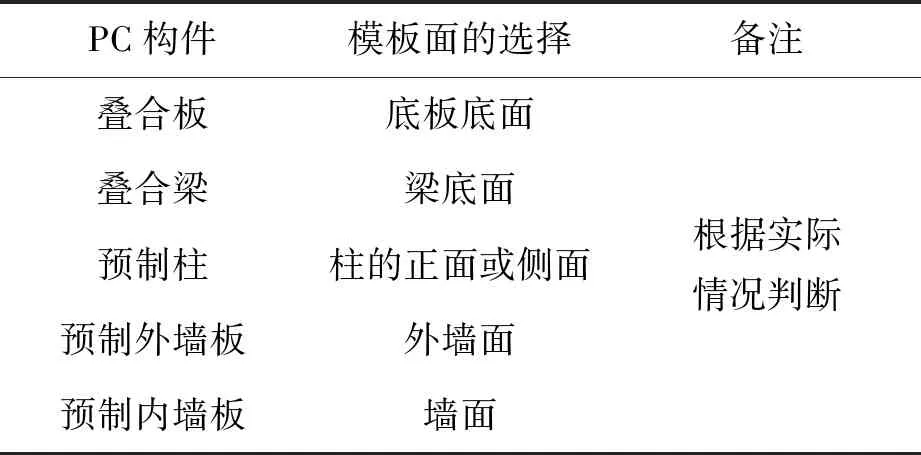
表3 PC构件的模板面Table 3 Templet surface of PC elements
根据构件的生产计划,将构件的工期要求添加到信息表中,再进行算法的构件排布。
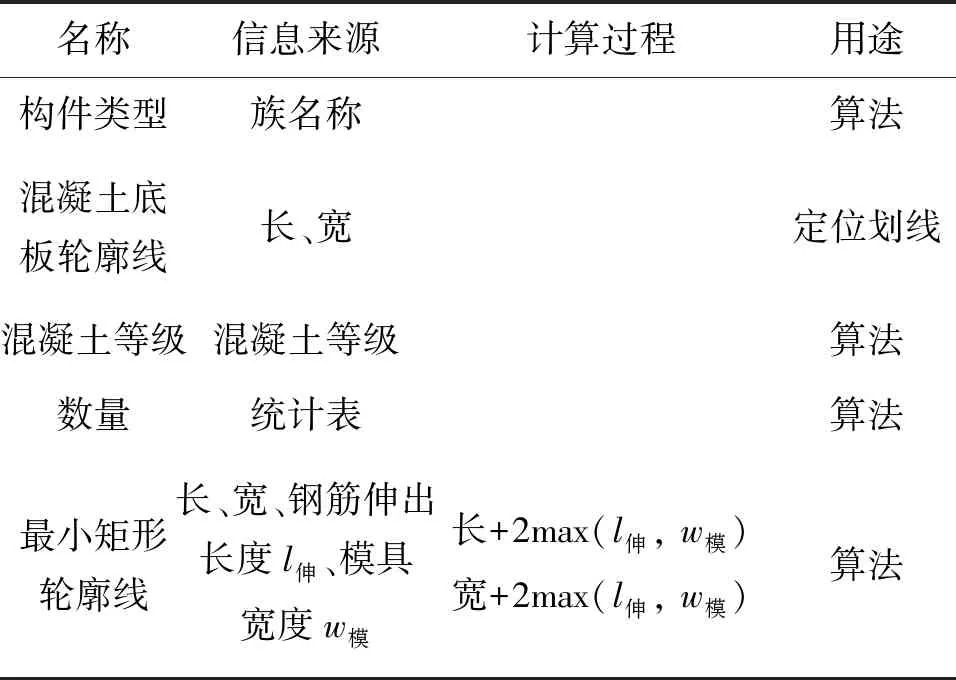
表4 附加模块导出信息表Table 4 Additional module export information
2 基于最低水平算法的构件排布
PC构件工业化生产的定位是一个矩形件排布问题,即在定宽定高的矩形平台上排布一系列矩形构件,构件之间不能重叠,且构件必须在平台内部,同时考虑生产工期等因素,找到一个较优的排布方案。影响排布方案的因素有构件面积、生产工期、生产工艺等。定宽定高的平台上排布构件,最优方案是使用平台次数最少的排布方式,可近似等效于每次排布对平台面积利用率最大。
2.1 最低水平线算法的改进
矩形件的排布是一个NP(Non-deterministic Polynomial)问题[14],针对构件排布的限制条件,选择最低水平线算法[15]排布构件,其过程如下。
首先,根据最低水平线算法将构件从左到右进行排布,形成高低不齐的水平线;构件排布时,选择最低水平线排布构件,若不能排布,则将最低水平线提高至相邻最低的水平线,同时更新最低水平线宽度,继续排布,见图4。

图4 最低水平线算法Fig.4 Minimum horizontal line
其次,根据PC构件的实际生产情况,进行算法的优化,包括定高限制优化、工期等级优化、旋转状态优化等
1)定高限制优化。原有最低水平线算法是不限高,与实际情况不符。引入限制高度的参数limH=H-LH,在每次更新水平线高度时,若所剩构件min(li,wi)>limH,则停止排布。
2)工期等级优化。根据用户的工期要求,结合工厂的生产能力,制定生产计划,将不同构件按生产工期划分为不同的等级。构件排布时,选择优先级高的构件,无法满足要求时,再选择下一工期等级的构件,以提高平台面积利用率。
3)旋转状态优化。PC构件的生产工艺不同,影响构件能否旋转排布。如:叠合板要拉毛,不能旋转排布;外挂墙板和固定台模的生产方式可以旋转。若考虑构件可旋转,则将构件旋转与不旋转的两种状态视为两个构件进行排布。
最后,通过定高限制、工期等级、旋转状态来体现构件排布的影响因素,得到一个最符合实际的排布方案。
2.2 算法的实现
优化的最低水平线算法可通过划分构件的工期等级和利用评价函数选择构件,更高效地完成构件排布,其具体流程见图5。
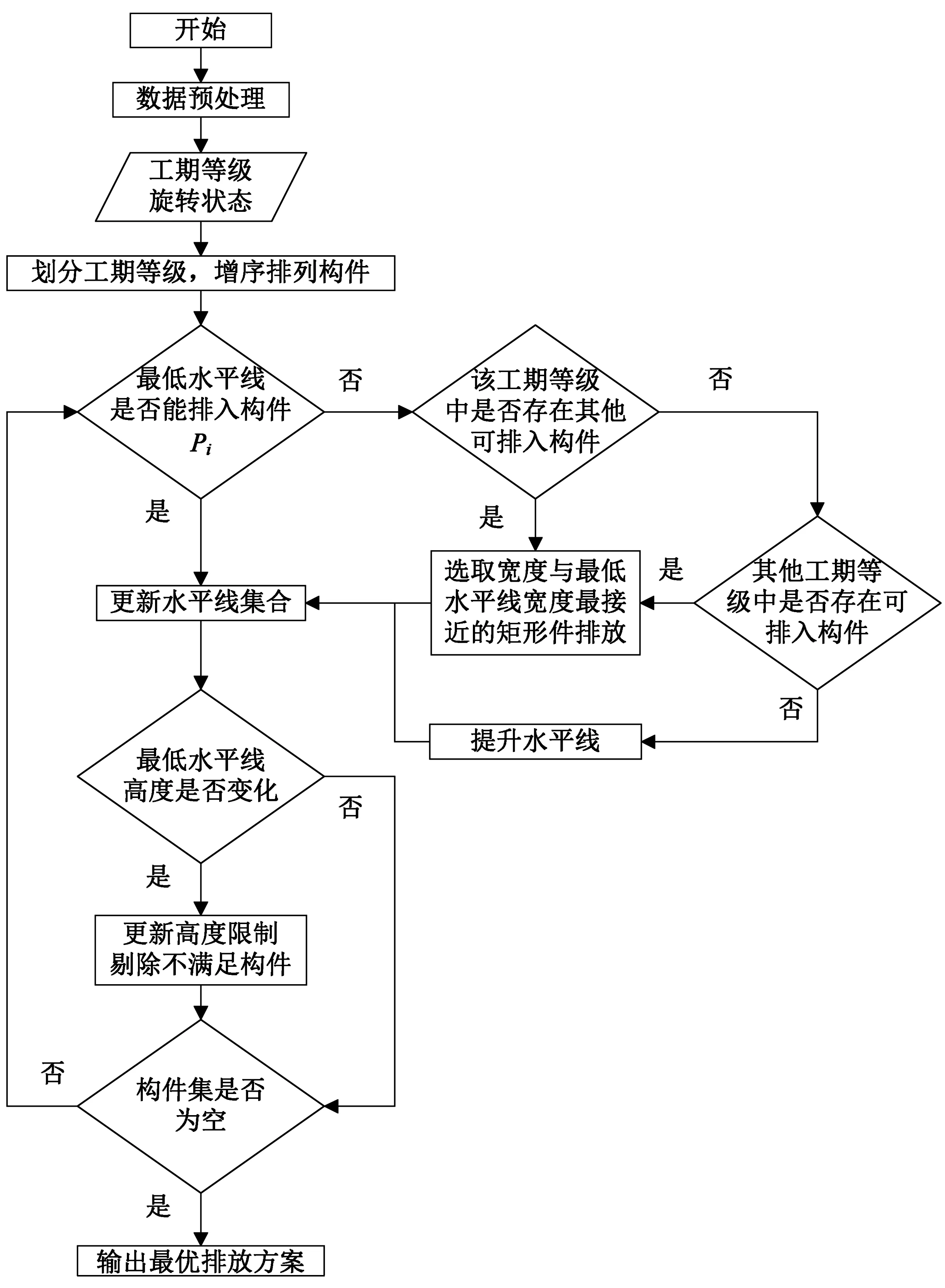
图5 改进的最低水平线算法流程图Fig.5 Improved minimum horizontal line algorithm
1)数据预处理 先对构件的矩形尺寸数据进行预处理,移除min(li,wi)>min(H,W),将构件按混凝土等级进行分组。
2)确定工期等级和旋转状态 确定工期等级划分标准,即选择多少日为一级;同时,确定是否考虑旋转。
3)划分工期等级,增序排列构件 依据输入的等级划分标准对构件进行等级划分;同一工期等级构件按面积大小进行非增序排序f(1)≥f(2)≥…≥f(n),再以先后排序每组工期等级,得到新的序列。
4)更新水平线集合 水平线集合是由平台中上部矩形的上边线或平台线组成。下述4种情况,水平线集合会变化:
①构件Pi能排入最低水平线上,构件宽度对应的水平线提高至构件上边线;
②构件Pi不能排入最低水平线上,在相同工期等级中,选择宽度最接近的构件排入,提高对应的水平线;
③在相同工期等级中,也没有构件能排入,扩大工期等级,选择宽度最接近的构件排入,提高对应的水平线;
④扩大工期等级后,仍没有构件能排入,直接提高水平线至相邻最低水平线。
5)判断最低水平线高度是否发生变化。若变化,则更新限制高度,剔除不满足条件的构件,即min(li,wi)>limH的构件;若不变化,则判断构件集是否为空。
6)判断构件集是否为空,限制高度的剔除和构件的排入都会使构件集里的构件减少。若构件集为空,则表示已完成排布;若构件集不为空,则重复步骤4)、5)。
7)最终输出最优排布方案,构件种类、数量及位置。
笔者用C++语言实现了图5的算法,通过Revit的二次开发接口读取PC构件模型数据,再将数据输入到算法中,最终形成dwg格式文件。
3 优化后的定位
3.1 优化后的定位流程
优化后的定位流程:创建/选择PC构件模型→编写生产计划→获取生产信息→自动排布构件→输出定位图纸。
创建/选择PC构件模型:根据项目需要,在企业BIM构件库中选择符合要求的构件,若没有,则按构件BIM模型的参数化建模标准创建新的模型,并放入构件库中。
编写生产计划:根据项目进度和生产能力,安排拟生产构件的生产计划。
获取生产信息:在构件的信息模型中,获取构件混凝土的外轮廓、最大矩形投影、混凝土等级等信息。
自动排布构件:将所有拟生产构件信息导入自动排布程序,对构件进行排布。
输出定位图纸:将所有构件排布结束后,输出定位的CAD图纸,可直接用于指导构件定位,也可导入划线设备中进行定位。
3.2 数值分析
为比较改进的最低水平线算法的排布方法与人工排布方法的优劣,选取某工厂某一批次的PC构件,同时采用计算机排布和人工排布构件,比较两种方法的区别。
该工厂固定台模尺寸为6 m×10 m,拟生产的PC构件相关信息见表5。
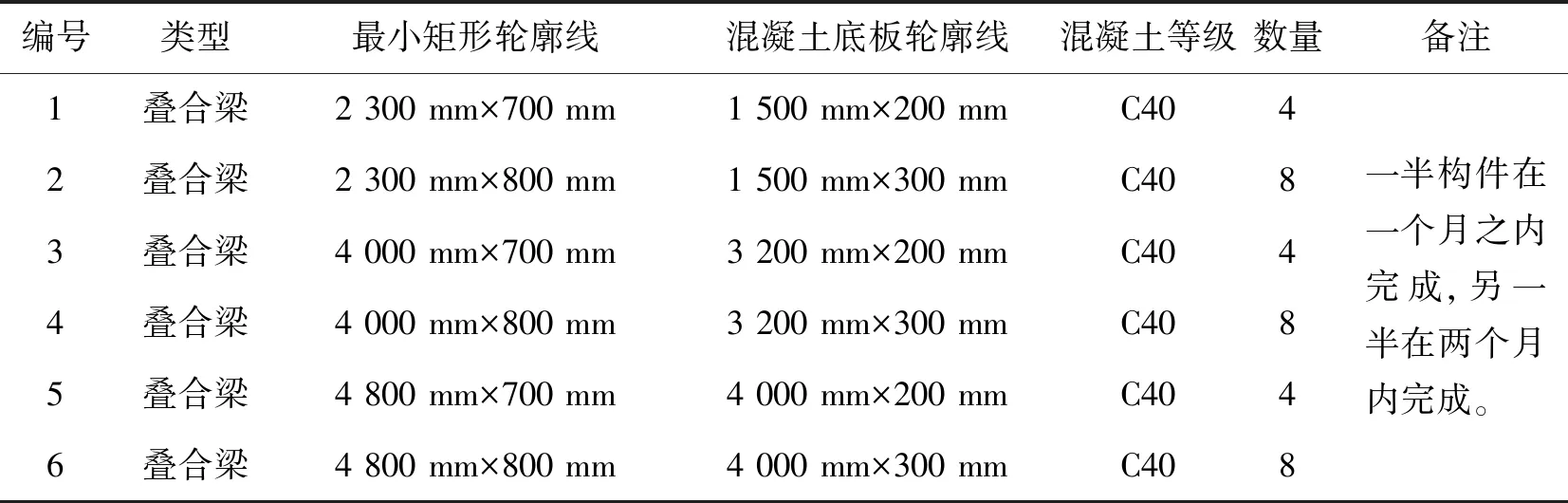
表5 某项目拟生产叠合板信息表Table 5 Planning production information of the project superimposed slabs
1)计算机排布 采用改进的最低水平线算法排布构件,数据输入见图6,算法运行见图7,排布结果见图8。
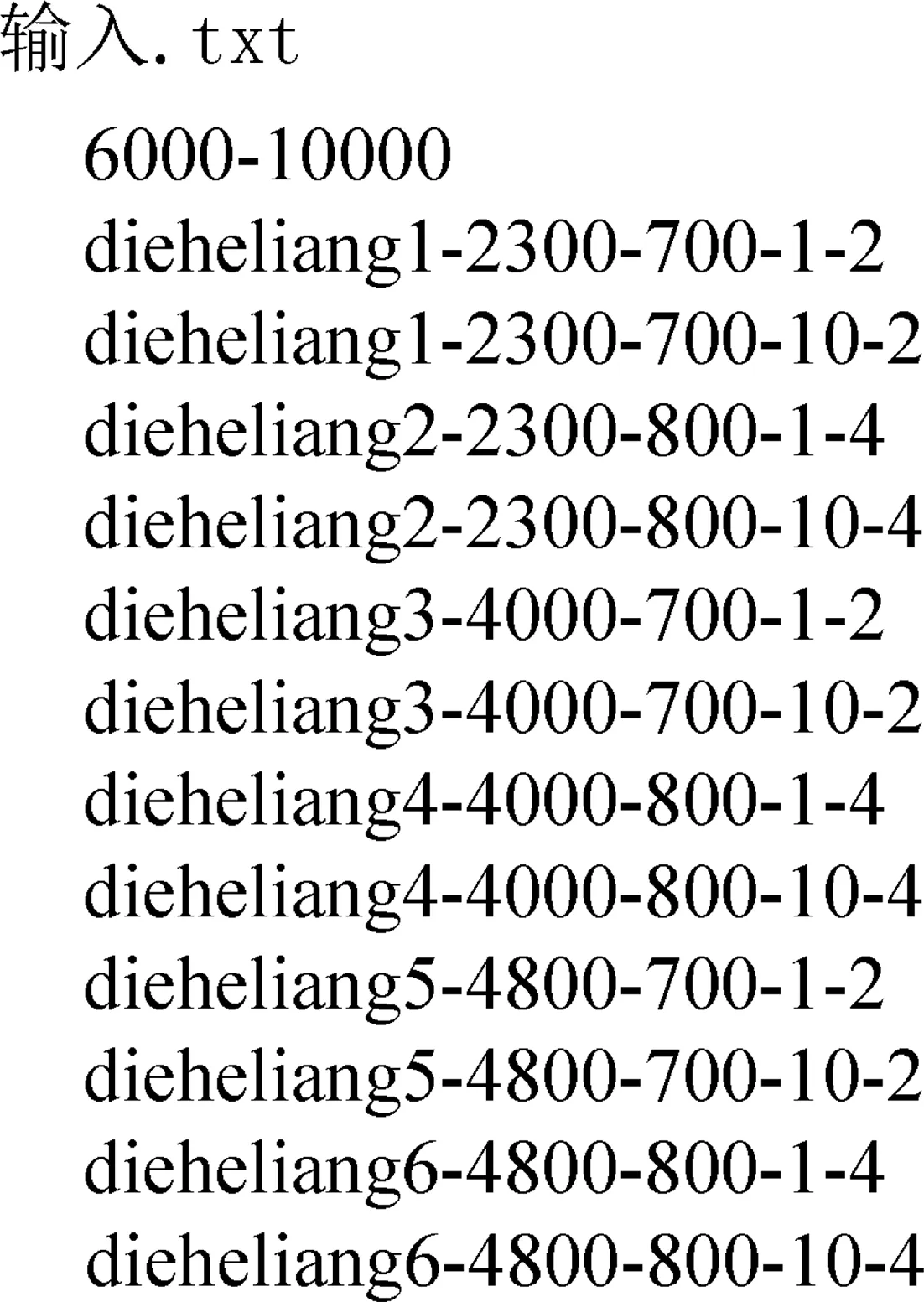
图6 数据输入图Fig.6 Data input

图7 算法运行图Fig.7 Algorithm operation

图8 计算机排布图
2)人工排布 人工排布主要依据技术人员的经验,经验越丰富,排布结果越好。3名高级木工[16]分别排布构件,选择平台利用率最高、排布时间较少的排布结果,见图9。

图9 人工排布图
3)结果比较 计算机排布:共36个构件,需要两块固定台模。第1块台模有19个构件,台模面积利用率为90.7%;第2块台模有17个构件,台模面积利用率为79.5%。
人工排布:共36个构件,共需要3块固定台模。第1块台模有17个构件,台模面积利用率为82.4%;第2块台模也有17个构件,台模面积利用率为82.4%;第3块台模有2个构件,台模面积利用率为5.4%。
比较两种排布方法,整体来看计算机排布所用的台模总数降低了33.33%,排布更紧密。再比较两者的第1台模面积利用率,计算机排布比人工排布高了8.3%,具体结果比较见表6。

表6 人工与计算机排布结果比较Table 6 Comparison of manual and computer arrangement results
从以上分析可知,计算机排布极大地提高了工作效率和台模的利用率。随着构件的种类、个数和生产批次的增多,人工排布的时间会成几何性增长,平台面积利用率会下降。当构件达到一定数量时,人工排布无法考虑所有构件。与人工排布相比,计算机排布具有以下优点:
1)排布耗时少,平台利用率高;
2)能适用于工程中构件数量大、多批次的生产情况;
3)操作简便,提高了构件工业化生产的自动化程度;
4)从源头上降低了构件重复生产、漏生产等错误率。
4 结论
对BIM技术在PC构件工业化生产中的运用进行了探索,制定了可行的参数化建模标准,优化了生产环节中的定位。通过对BIM模型的运用,结合最低水平线算法,对定位做了自动化改进。与人工排布相比,计算机排布更节省时间、更合理,尤其是在多批次构件生产的情况下。优化后的定位节省了人工、工期,提高了工作平台的利用率,也提高了装配式构件工业化生产的自动化程度。当该技术也是BIM技术应用于PC构件工业化生产的一种探索,为后续BIM技术的应用提供新思路。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
农村经济与科技(2020年20期)2020-12-16
建材发展导向(2020年23期)2020-11-25
土木建筑工程信息技术(2020年2期)2020-11-24
天津诗人(2019年3期)2019-11-13
传奇故事(破茧成蝶)(2018年4期)2018-11-14
大陆桥视野(2016年12期)2016-12-27
启迪与智慧·教育版(2016年1期)2016-02-02
小说月刊(2015年5期)2015-04-19
中国科技纵横(2014年22期)2014-12-15
