
双模旋转式嵌件自动装载注塑模具设计
2019-04-24 09:16肖露云张建卿
中国塑料 2019年4期
肖露云,张建卿
(怀化职业技术学院,湖南 怀化 418000)
0 前言
塑件上为增强塑件与其他装配件之间的联结,往往需要设计嵌件,嵌件一般采用常用的铜质、铝质金属材质的五金件,注塑时将五金件置入注塑模具中后,再闭模进行注塑,完成带嵌件塑件的注射成型[1-4]。嵌件的放入方式,在注塑过程中,需要占用一定的注射成型周期时间,因而,对于嵌件的置入,应根据塑件的生产数量而做相应设计考虑[5-7]。针对数量较少的塑件,从成本角度出发,采用人工放置嵌件较为合适,而对于塑件数量比较大,或者一模多腔,则采用机械方式放置较为合适,一则机械放置的效率较高,另则是放置人工操作过度疲劳而产生安全事故[8-10]。机械放置方式中,常用的方式为三轴机械手方式,通过机械手抓取嵌件来完成嵌件在注塑模具上的定位安装。机械手方式虽效率高,操作方便,但成本相对较高,因而,模具设计时,相对模具结构设计人员而言,应结合塑件的结构特点,基于成本控制优先的嵌件注射成型模具的结构设计应做首选考虑[11-14]。本文拟结合旋转式双色注射成型的工作原理,针对某带铜质嵌件大批量多腔模注射成型的需要,提供了一种旋转式双色注塑模具,该模具由两副模具组成,一副用于多腔嵌件的自动装配,另外一副用于置入镶件后模腔中的注射成型。该模具能有效降低模具的生产成本,提升带嵌件多腔模注塑生产安全等级,具有较好的设计参考意义。
1 产品

图1 塑件结构Fig.1 Structure of plastic part
带嵌件塑件产品结构如图1所示。塑件为矩形壳类塑件,外形尺寸为40 mm ×39 mm×15 mm。塑件材质采用丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)。塑件注射成型时,有以下几个方面的问题影响塑件的模具结构设计。其一是塑件的中央有4个凹孔,凹孔尺寸较小,其成型件特别是型腔成型件加工比较困难,需要采用单独的镶件成型。其二是塑件两侧的下端开放型壁脚内侧存在两处倒扣,倒扣的深度为1 mm,需要进行内壁侧抽芯脱模。其三是塑件内壁的正中央处需镶嵌一个铜质内管镶件,管镶件的外径为Φ10 mm,内径为Φ6 mm,管高度为10 mm。其四是塑件外表两个凸台平面上设计有凸出阳文,阳文高度0.4 mm。
从整体上看,塑件的整体注塑难度不大,针对上述几个问题,对于第一、第四个问题,主要体现为成型件的加工难度问题,可以采用镶件镶拼方式来解决,及四个孔及凸台上的阳文可以单独设计成型镶件后镶拼与主型腔镶件上,以降低成型件的加工难度。对于第二个难点,可以采用斜顶顶出方式进行侧向抽芯脱模。而对于第三个问题,由于塑件的的生产批量大,难点问题主要是镶件在模具上放置的问题,大批量生产需要采用多腔注塑,如全部采用手工放置嵌件,势必影响注塑生产效率,同时,放置嵌件时,需要将注塑机舱门打开,人手进入注塑机上打开的模具之间,有的较大安全潜在风险,因而,采用机械式放置嵌件是一种较为妥当的方式,机械式嵌件置入方式中,一种方法是采用机械手进行放置,另外一种新的方式是运用双色注射成型的原理进行放置。采用机械手放置因机械手的设计制造相对较为昂贵,且动作需要一定的时间,占用一定的注塑周期时间,因而对其不做首选。而采用双色模置入方式来进行镶件的置入。其原理为:双色注塑一般采用两副模具,一副模具注塑一种塑料,本次注塑中,将双色模两副模具中的一副改造成嵌件自动置入模具,另一副模具则依旧进行注塑,从而达到运用双色原理进行嵌件自动置入的单色带嵌件自动注塑的目的。因而,本塑件的模具设计包含两副模具的设计,一副用于嵌件的自动置入,一副用于嵌件置入后的注射成型模具。以下,是这两副模具的结构设计及工作原理介绍。模具中,注塑模具动模和嵌件装配模具动模为结构相同的两个动模部分,注塑模具定模为塑件的塑件的成型模腔,嵌件装配模具定模则为嵌件的自动装配机构。
2 注塑模具设计
注射成型模具的设计主要包括成型件、浇注系统、冷却系统、及脱模机构的设计。
2.1 分型设计
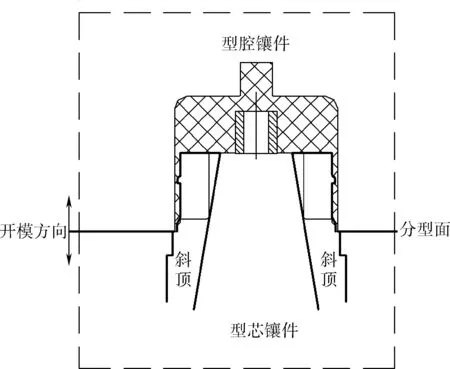
图2 塑件分型Fig. 2 Structure of plastic part
塑件的分型设计如图2所示,分型线选用塑件的最大外形轮廓,分型位置如图2中所示的分型面位置。成型件采用镶件形式,主要由型腔镶件和型芯镶件构成,针对塑件倒扣特征,采用两个对置的斜顶进行成型。
2.2 注塑模具结构
模具的结构如图3所示,模具为单次开模两次顶出两板模结构。模腔布局为1模8腔布局。

1—定位圈 2—上面板 3—型腔固定板 4—型腔镶件 5—型芯固定板 6—垫块 7—顶杆推板 8—镶件推板盖板 9—镶件推板 10—下底板 11—树脂开闭器 12—嵌件套装杆 13—斜顶底座 14—斜顶杆 15—导向耐磨块 16—型芯镶件 17—凹孔镶件 18—阳文镶件 19—嵌件 20—复位弹簧 21—复位杆 22—一次顶出限位块 PL—开模面 E1、E2—顶出分开位置面图3 注塑模结构Fig.3 Structure of mould
模具的成型件包括如图3中所示的型腔镶件4、型芯镶件16、以及每个模腔内的两根斜顶杆14,为保证模腔的强度及嵌件套装杆12的定位精度,型腔镶件4、型芯镶件16为整体式,16个斜顶杆14的安装孔采用线切割直接成型方式进行成型。塑件上凹孔及凸出阳文的城型件分别为凹孔镶件17、阳文镶件18,两种镶件分别通过加工成型后,直接通过过度配合配装于型腔镶件4上所设置的安装孔内。型腔镶件4采用H13材质,通过螺钉紧固安装于定模板3上;型芯镶件16通过螺钉紧固安装于动模板5上,其材质SKD61;斜顶杆14材质采用FDAC。为保护斜顶杆14的磨损寿命,在动模板5的底部设置了斜顶耐磨块15。
浇注系统中,浇口采用侧边浇口进行浇注,浇口形式为矩形浇口,浇口截面为1.2 mm×1.5 mm。对应于塑料的注入,塑件的末端采用排气槽进行排气,排气槽深度0.02 mm,宽度5 mm。
模腔的冷却采用水冷方式,冷却管道直径Φ6 mm管道,型腔镶件4采用4条C1式样的水路来冷却,型芯镶件16采用4条C2式样的水路来冷却。
顶出机构为一种二次顶出机构,顶出时,由注塑机的顶杆推动顶杆推板7通过树脂开闭器11带动镶件推板盖板8、镶件推板9一起向上顶出,从而能保证嵌件套装杆12、斜顶杆14一起向上顶出,从而保证塑件先从型芯镶件16上先脱模,而后顶出一定距离到E2位置时,嵌件套装杆12停止顶出,斜顶杆14继续推动带嵌件塑件从嵌件套装杆12而实现完全脱模,此时,顶杆推板7被顶出到E2位置。
模具为单一开模形式,开模面为PL面。模具工作原理:模具闭模注塑完毕,注塑机动模板带动模具的动模后退,模具在PL分型面处打开,打开后,动模继续后退,注塑机顶杆推动模具的顶出机构分2次将塑件从模具上完全顶出。闭合时,顶出机构先复位,而后是模具在PL开模面处闭合,模具完全闭合,等待下一个工作循环。
3 嵌件装配模具
3.1 整体结构
如图4所示,嵌件装配模具结构中,其动模部分与注塑模的动模部分是相同的,不同的是定模的结构和作用不一样,其模具整体结构如图4所示。

5—型芯固定板 6—垫块 7—顶杆推板 8—镶件推板盖板 9—镶件推板 10—下底板 11—树脂开闭器 12—嵌件套装杆 13—斜顶底座 14—斜顶杆 15—导向耐磨块 16—型芯镶件 23—上顶板面板 24—驱动齿轮板 25—排位棘轮板 26—棘轮支撑板 27—前模开模驱动弹簧 PL—开模面 PL1—前模开模面图4 嵌件装配模具 Fig. 4 Assembly mold for insert
嵌件装配模的PL开模面以下的动模部分跟注塑模具的相同,不同的是嵌件装配模的定模与注塑模具的不同,注塑模具定模主要用于塑件的注射成型,而嵌件装配模的定模则主要用于铜嵌件19的自动化安装,保证铜嵌件19能准确地安装于嵌件套装杆12的上头。因而,嵌件装配模的定模模板包括如图4中所示的模板23~26四块模板,模板23、24组成用于安装压紧杆的上组合板,模板25、26通过螺钉紧固组合在一起构成下组合板用于安装铜嵌件19的送料机构和排位机构。开模时,在弹簧27的撑开下,上组合板、下组合板处于打开状态,其打开面为PL1。
3.2 嵌件送料机构
为实现铜嵌件19在嵌件装配模模腔中的自动送料、排位、及压入定位,所设计机构零件组成及安装如图5所示。送料机构的组成零件包括零件37~零件44,嵌件排位机构的零件包括零件28~零件36。
送料机构中,通过顺序取件驱动油缸37驱动排列齿条驱动滑块38,从而驱动排列取件棘轮驱动齿条39进行左右移动运动,齿条39驱动排件主动齿轮42转动,排件主动齿轮42带动排件被动齿轮43转动,从而排件主动齿轮42和排件被动齿轮43的啮合做成一个输送咬合机构,在排件主动齿轮42和排件被动齿轮43的各自的中心轴的下方,设置一个咬合的咬料轮45,通过两个咬料轮45的咬合,而将圆柱铜嵌件19往前推送,送入到排位取件棘轮30的弯槽内,然后再通过排位取件棘轮30的按角度转动,将铜嵌件19分别送往棘轮支撑板26上所对应于动模上8个嵌件套装杆12的孔内,等待PL1闭合时嵌件压入推杆29将铜嵌件19压入嵌件套装杆12上,排件主动齿轮42、排件被动齿轮43转动及其附属零件在模板上的结构安装如图6中G-G剖视图所示。

28—棘轮圆盖板 29—嵌件压入推杆 30—排位取件棘轮 31—嵌件落料孔圆板 32—棘轮联结齿轮 33—棘轮中心轴 34—棘轮驱动齿条 35—齿条驱动油缸 36—齿条导向块 37—顺序取件驱动油缸 38—排列齿条驱动滑块 39—排列取件棘轮驱动齿条 40—导向块 41—嵌件送料料槽 42—排件主动齿轮 43—排件被动齿轮 44—齿轮压垫图5 机构安装 Fig.5 Mechanism installation

31—嵌件落料孔圆板 32—棘轮联结齿轮 33—棘轮中心轴 34—棘轮驱动齿条 35—齿条驱动油缸 36—齿条导向块 37—顺序取件驱动油缸 38—排列齿条驱动滑块 39—排列取件棘轮驱动齿条 40—导向块 41—嵌件送料料槽 42—排件主动齿轮 43—排件被动齿轮 44—齿轮压垫 45—咬料轮 46—芯轴 47—承聊板 48—定位插槽 49—导柱 50—行程开关图6 嵌件送料、排位机构安装 Fig.6 Installation of insert feeding and positioning mechanism
3.3 嵌件排位机构
结合图5、图6所示,嵌件在嵌件装配模第四模板棘轮支撑板26上所对应于动模上8个嵌件套装杆12的排位机构由齿条驱动油缸35通过驱动棘轮驱动齿条34来驱动棘轮联结齿轮32,从而驱动排位取件棘轮30转动,排位取件棘轮30按45度的分度步进驱动,通过其上的棘爪将铜嵌件19逐个逐个推入棘轮支撑板26上8个对应的嵌件套装杆12的孔中。排位取件棘轮30、棘轮联结齿轮32通过棘轮中心轴33安装于下组合板上。排入孔中的8个镶件18在PL1闭合时,由嵌件压入推杆29压入中的嵌件套装杆12上端。
4 双模的安装

图7 双模安装Fig.7 Dual mould installation
注塑模具和嵌件装配模具安装于注塑机上双色注塑机旋转支撑架上后,其装配情况如图7所示。两副模具安装于旋转支架上后,运用双色成型模式的原理来对本塑件进行成型,其工作过程为:如图7所示,先利用嵌件装配模具的定模将嵌件自动装配于嵌件装配模具定模上,模具闭合时,嵌件装配模具定模的推送装置将嵌件推入装配于嵌件装配模具的动模上,而后,旋转支撑架开模,注塑模具定模完成顶出,其动模所在的圆盘转动180 °,而后,旋转支撑架闭合,注塑模具动模对准嵌件装配模具定模,嵌件装配模具动模对准注塑模具定模,注塑机喷嘴对准注塑模具定模注塑,与此同时,注塑模具动模完成嵌件的装配。旋转支撑架再次开模,注塑机顶杆将嵌件装配模具动模上带嵌件塑件顶出,完成塑件的自动化注射成型。依此循环,模具实现塑件的批量生产。
5 结论
(1)结合塑件带嵌件成型的要求,设计了一种采用双色成型办法来进行镶件注射成型的双模成型模具,模具包括两副子模具,一副子模具用于嵌件的自动装配,一副用于塑件的注射成型;两副模具安装于旋转支架上后,通过旋转支架的往复旋转,来达到对调更换两副模具型腔的目的,从而实现嵌件自动安装于注塑模具模腔内后,对塑件模腔实现自动化注塑;模具的使用,有利于降低对人工的使用,提高注塑生产效率,减少注塑生产安全隐患;
(2)机构设计中,特别是嵌件装配模具的自动装配机构,该机构包括嵌件送料机构、嵌件排位机构、和嵌件模板压杆机构3个子机构,机构充分借用模具模板的开闭功能,利用油缸驱动齿轮转动来实现嵌件在模具动模顶杆上的输送、按序排列及自动压入顶杆上,实现嵌件的在模腔内的自动安装,机构设计新颖,有利于减少自动化生产成本;
(3)注塑模具中,针对带嵌件注塑完成后塑件的脱模,采用一次开模,两次顶出的方式来实现塑带嵌件塑件的完全脱模。模具灵活地运用双色模注塑原理来实现带嵌件塑件的自动化注塑生产,具有较好的生产实用价值和设计参考价值。
猜你喜欢
机械研究与应用(2022年4期)2022-09-14
装备维修技术(2022年7期)2022-07-01
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
东北大学学报(自然科学版)(2021年1期)2021-01-15
少儿科学周刊·少年版(2020年9期)2020-03-04
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
