
PLA/PHBV共混3D打印线材的制备及性能研究
2019-04-24 09:16杨孟茹翁云宣
中国塑料 2019年4期
杨孟茹,熊 娜,胡 晶,翁云宣
(北京工商大学材料与机械工程学院,塑料卫生与安全质量评价技术北京市重点实验室,北京 100048)
0 前言
FDM成型方式作为一种率先实现桌面化的3D打印成型工艺,具有低成本、操作简单、可靠性高等优点[1]。目前用于FDM 3D打印的聚合物线材主要有2种,即丙烯腈 - 丁二烯 - 苯乙烯(ABS) 与PLA[2-4]。其中PLA材料具有来源广泛、可再生、完全生物降解、生物相容性好以及力学性能优异等许多优势[5],在工业、民用,特别是在生物医学[6-10]等领域得到了越来越广泛的应用。但纯PLA材料脆性大、韧性差,打印制品易分层开裂、翘曲变形,其应用范围受到限制。因此,通过对PLA进行增韧改性进一步扩大PLA在FDM成型方面的应用具有非常重要的意义。目前,已有研究者通过添加纳米二氧化钛来增强PLA 3D打印线材的拉伸强度和断裂伸长率[11],利用碳纤维来改善PLA韧性[12-13],以及通过氨丙基三乙氧基硅烷 (KH550)对麦秸秆纤维 (WSF) 改性处理,使PLA/WSF复合材料的力学性能提高的同时降低复合材料的吸水性[14]。范泽文等[15]成功制备了PLA/聚乙二醇(PEG)复合材料的3D打印线材,探索了其在生物医学方面的应用。周远宏等[16]制备了PBS/PLA/滑石粉3D打印线材,并对打印制品的性能进行了探究。已有研究[18-20]证实PHBV的加入能够改善PLA物料的韧性,但是对PLA/PHBV共混材料3D打印线材性能的研究较少。本文通过控制PLA/PHBV的配比来研究PLA/PHBV共混复合材料性能及其对3D打印线材的性能的影响。
1 实验部分
1.1 主要原料
PLA,2003D,巴斯夫股份公司;
PHBV,Y1000P,宁波天安生物材料有限公司。
1.2 主要设备及仪器
3D打印耗材挤出机,SHSJ,东莞松湖塑料机械有限公司;
双螺杆挤出造粒机组,LHFS1-271822,LHBTECH公司;
活塞式微量注射成型仪,HAAKE MiniJet Pro,赛默飞世尔科技公司;
FDM桌面3D打印机,Appllo系列,深圳速美印三维立体快速成型有限公司;
差示扫描量热仪(DSC),Q100,美国TA仪器公司;
熔体流动速率测试仪,MFI-2322,承德市金建检测仪器有限公司;
电子万能试验机,UTM-1422,承德市金建检测仪器有限公司;
简支梁冲击试验机,XJZ-50,承德试验机有限责任公司;
扫描电子显微镜(SEM),TESCAN VEGAII,捷克TESCAN公司;
高速混合机,SHR-10ASHR-10A,苏州生光塑料机械有限公司;
电子天平,T-203,北京赛多利斯仪器系统有限公司;
游标卡尺,PD-151,数字型,中国台湾宝工公司。
1.3 样品制备
制备PLA/PHBV共混复合材料及3D打印线材,按照表1所示的配方,将每组物料混合均匀后,使用双螺杆挤出机将其熔融挤出,设置双螺杆挤出机1~11区温度依次为170、170、170、175、175、175、180、180、180、175、170 ℃,螺杆转速为35 r/min,喂料速度为12 r/min;PLA/PHBV共混质量分数比例分别为100/0、85/15、80/20、75/25、70/30、65/36、60/40;
利用3D打印耗材挤出机制备PLA/PHBV共混复合材料3D打印线材,3D打印线材线径为(1.75±0.05) mm,设置机筒一区、机筒二区、模具温度分别为195、195、175 ℃,水箱温度为50 ℃,螺杆转速、牵引速度分别为38、37 r/min;
使用桌面3D打印机打印标准拉伸测试样条,设置喷头温度为210 ℃,平台温度为60 ℃,打印层高0.15 mm,填充率100 %,进行拉伸测试样条的打印;
利用活塞式微量注射成型仪进行拉伸和弯曲样条的注射成型,设置微型注塑机机筒温度为190 ℃,模具温度为100 ℃进行拉伸样条、弯曲及冲击测试样条的注塑。
1.4 性能测试与结构表征
按照GB/T 19466.3—2004 测试共混物的热性能,使用DSC,氮气气氛下,先加热至210 ℃,而后保持3 min消除热历史,再以10 ℃/min的速度降温至-30 ℃保持3 min,随后以10 ℃/min的速度升温至210 ℃;
按照GB/T 3682—2000标准进行熔体流动速率测试,设置试验温度为190 ℃,对应标称负荷2.16 kg,设定切断6次,挤出物料切断时间间隔设置15 s;
拉伸性能按照GB/T 1402—2006进行测试,拉伸速率设定为5 mm/min;
弯曲性能按照GB/T 9341—2008进行测试,测试速率设定为2 mm/min;
冲击强度按GB/T 1843—2008进行测试,样条无缺口,摆锤能量为2 J;
分别将注塑和3D打印的样条在液氮中冷冻淬断,并对断面进行喷金,在10 kV的电压下观察其断面形貌。
2 结果与讨论
2.1 DSC分析
图1为PLA/PHBV共混材料的DSC二次升温曲线。表1为PLA/PHBV共混复合材料DCS数据表。如图1和表1所示可以看出,纯PLA材料的玻璃化转变温度(Tg)为58 ℃左右,PHBV材料的Tg为5 ℃左右。由于纯PLA与纯PHBV的Tg值相差较大,可以通过Tg值得变化来判断其相容性,PLA/PHBV共混体系的Tg与单一体系相比几乎无明显变化,说明PLA/PHBV共混体系的晶区与非晶区均不相容,其中PHBV作为“岛”散落在聚合物中[23]。随着PHBV含量的添加,共混体系中PLA的Tg总体呈下降趋势,熔融温度(Tm)也略有下降,PHBV的加入促进了PLA分子链段的运动起到润滑作用,致使材料柔韧性增加。PHBV的Tg降低,这可能是PLA对PHBV结晶的稀释作用使PHBV无定形区的大分子链活动更容易。升温曲线中出现了PLA的冷结晶峰,这是由于PHBV中的部分晶粒进入PLA中,充当PLA的成核剂,促使PLA的结晶重排,从而使PLA出现了熔融峰[19]。其中PLA的冷结晶温度降低,是因为PHBV的协同效应,提高了PLA的结晶性能。当PHBV含量在15 %~20 %时,PLA的结晶度较低,这是因为PHBV含量较少时PHBV的结晶性能较弱,当其加入PLA之中会使PLA分子间距离增大,从而影响PLA的结晶性能。当PHBV含量继续增大时,PHBV产生的协同效应使得结晶率大大提升。
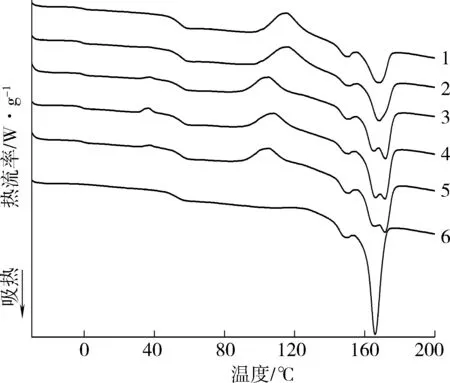
PLA/PHBV质量比:1—85/15 2—80/20 3—75/254—70/30 5—65/35 6—60/40图1 PLA/PHBV二元共混材料的DSC二次升温曲线Fig.1 DSC secondary heating curve of PLA/PHBV binary blend
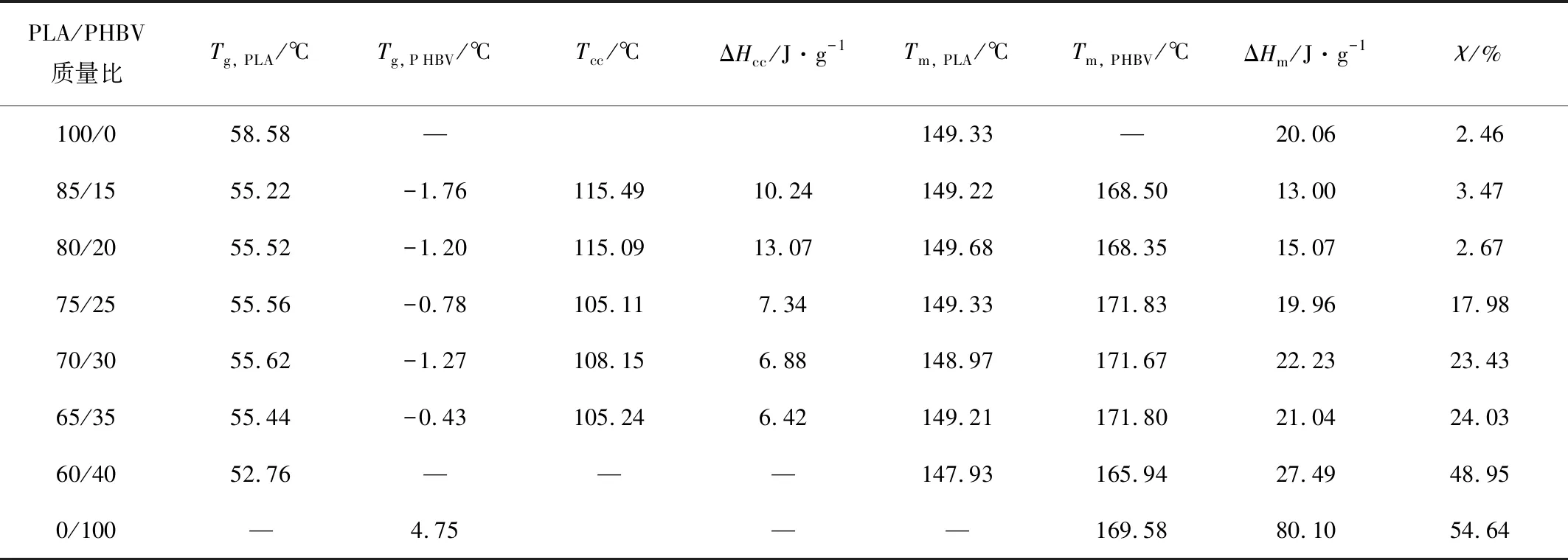
表1 PLA/PHBV共混材料的DSC数据表

2.2 熔体流动速率分析
共混材料的熔体流动性对3D打印过程影响甚大,如材料的熔体流动性过小,则在打印过程中容易造成喷头堵塞。本文所探究的熔体质量流动速率范围内的共混材料,均可应用于3D打印且打印过程中喷头吐丝状况良好。如图2所示,加入PHBV后,共混物的熔体质量流动速率随PHBV含量的增多总体呈现上升趋势。这是因为PHBV含量的增加,分子间作用力减弱,从而起到了增塑的作用。当成分比为75/25时,熔体质量流动速率较高,这由于PLA与PHBV共混后降低了彼此分子间的作用力而使大分子链的活动性增强,同时由于两相相容性较差,界面之间未能提供有效的作用力而使两相流动性不一致,这在宏观上体现为熔体流动性提高[19]。由于PHBV熔体的熔体质量流动速率值相比纯PLA较高,流动性较好,当其含量较高时,熔体质量流动速率增加。

图2 PLA/PHBV共混材料的熔体流动速率测试结果Fig.2 Melt flow rate of PLA/PHBV blends
2.3 注塑样条品及3D打印样品的力学性能分析
如图3所示可以看出,随着PHBV含量的增加,PLA/PHBV共混注塑样条的冲击强度先上升后下降,弯曲强度也呈现先上升后下降的不明显趋势[21]。当PHBV含量为20 %时,冲击强度达到最大值30 kJ/m2,弯曲应变率为3.2 %,这是由于PHBV相在PLA相中形成的空洞可以较好地吸收能量,使得弯曲性能有所改善。随着PHBV含量的增加,PLA/PHBV共混材料注塑样条的弯曲强度及冲击强度相对纯PLA样条较低,这是由于PHBV的加入使得PLA分子间的距离加大,导致PLA分子链在结晶过程中堆砌不紧密,从而导致力学性能的下降。

(a)冲击强度 (b)弯曲应变率图3 PLA/PHBV共混材料注塑样条的冲击及弯曲性能 Fig.3 Impact strength and flexural strain of PLA/PHBV blends
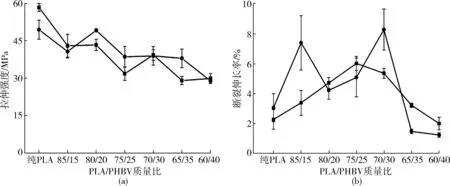
■—注塑样条 ●—3D打印样条(a)拉伸强度 (b)断裂伸长率图4 PLA/PHBV共混材料注塑样条及3D打印样条的拉伸性能 Fig.4 Tensile properties of injection-moled and 3D printed samples of PLA/PHBV blends
如图4所示,注塑样品和3D打印样品的拉伸强度相差不大,且均随着PHBV含量的增加逐渐降低,但3D打印样品的下降趋势较为平缓,在打印过程中由于PLA和PHBV的冷却速率不同使得材料共混得更加均匀,从而使得打印样品的强度更加稳定。注塑样品的断裂伸长率随着PHBV含量的增加而上升,当PHBV含量为25 %时断裂伸长率达到最大值。这是因为PHBV的增塑作用使PLA分子间的相互作用力减小,使得PLA/PHBV共混改性材料中PLA分子链在外力作用下容易产生滑移[18,21]。当PHBV含量超过25 %时,断裂伸长率开始下降,这是由于PHBV含量较多,相容性较差导致的相分离[22]。在3D打印制品中,断裂伸长率总体呈现先上升后下降的趋势,打印的方向和途径导致其断裂伸长率呈现较大的起伏。在拉伸过程中,打印样品的断面偶然呈现拉丝状,丝材牵扯较长时断裂伸长率较大,这与丝材本身经过重新熔融挤出有关。
综上所述,PLA/PHBV共混材料质量比为80/20时,综合力学性能较好。PLA/PHBV共混3D打印制品质量比为85/15时,既有一定的强度又有较好的韧性,适用范围更加广泛。
2.4 SEM分析
从图5的SEM图片可以看出,PLA/PHBV共混材料以及3D打印样品在放大5000倍的情况下均呈现“海岛”分布,PHBV相的分散在PLA相中,但经过3D打印的样品相分布更加均匀细致,这是由于在打印过程中,共混材料经过熔融加热以及打印途径的变化,使得共混更加均匀。注塑样品随着PHBV含量的增加,PLA/PHBV共混物表面更加粗糙,表明PHBV的加入共混物发生由脆性到韧性的转变。在3D打印样品中,随着PHBV含量的逐渐增加,样条层间黏合度变高,分层界面间隙变小,同层中的缝隙变小,填充率上升。由于打印过程中,两相的冷却结晶速率不同,使得PHBV相在PLA基体中分布更加均匀,从而使得PLA/PHBV共混3D打印制品的黏结性提高。

PLA/PHBV的注塑样条:(a)75/25 (b)70/30 (c)65/35PLA/PHBV的3D打印样条:(d)75/25 (e)70/30 (f)65/35图5 PLA/PHBV共混材料注塑样条及3D打印样条的SEM照片Fig.5 SEM of injection molded and 3D printed splines of PLA/PHBV blends
3 结论
(1)PLA/PHBV共混体系的Tg与单一体系相比几乎无明显变化,说明PLA/PHBV共混体系是完全不相容的体系;PLA为基体中加入PHBV,可以提高物料的流动性;随着PHBV含量的增加,共混材料的冲击强度及弯曲强度均先上升后先下降;PLA/PHBV共混材料注塑样条与3D打印样条的拉伸强度均随着PHBV含量的增加而下降,断裂伸长率先上升后下降,其中打印途径和打印方向使得3D打印制品的断裂伸长率呈现较大起伏;
(2)2种样条的SEM图呈现典型的“海岛”分布,PHBV相均匀地分散在PLA基中,也证明了PLA/PHBV共混材料为完全不相容体系;随着PHBV含量的增加,打印制品层与层之间空隙减小,填充率上升,这可能是由于PLA与PHBV的熔点以及热导率的不同,在冷却过程中PHBV对PLA起到了填充作用,使得PLA/PHBV共混3D打印制品有较好的黏结性能,扩大其应用范围;注塑样条的断面随着PHBV含量的增加逐渐变得粗糙,韧性提高。
猜你喜欢
江苏钢铁(2022年7期)2022-06-30
昆钢科技(2021年4期)2021-11-06
家庭影院技术(2020年11期)2020-12-28
图学学报(2020年5期)2020-11-13
家庭影院技术(2020年4期)2020-05-21
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
火控雷达技术(2016年2期)2016-02-06
