
摇架压力分配对细纱质量和能耗的影响
2019-04-15 04:27吉宜军范正春邹小祥
纺织器材 2019年2期
吉宜军,范正春,邹小祥
(1.南通双弘纺织有限公司,江苏 海安 226661;2.无锡市兰翔胶业有限公司,江苏 无锡 214171)
摇架压力是纺纱牵伸的主要工艺参数之一,它对纱线密度、条干、强力、质量变异和纱疵都有很大的影响[1]。平面牵伸细纱摇架压力过大,易引起摇架过度疲劳,轴承等机件磨损加快,能耗增加,胶辊瞬间复原不及时导致提前中凹、使用寿命缩短;压力过小,握持纤维能力弱易产生粗节,成纱条干CV值高,瞬间牵伸不开,冒粗纱、出硬头。目前,多数纺纱企业只关注摇架前区压力,而笔者在生产实践中发现,摇架3档压力的合理分配,对成纱质量、机件磨损和能耗都将产生有利影响。
1 细纱摇架压力分配
平面牵伸细纱摇架压力分配是指前、中、后3档胶辊的压力必须有合适的比例,如果调整不当,会导致摩擦力界发生变化[2]。传统的细纱摇架3档压力分配原则:前档最大,后档次之,中档压力最小。实际而言,这样的压力分配原则会导致前区压力过大,牵伸效率低下,不利于节能降耗;而且生产中,由于摇架型号、制造厂家、使用年限不同也会导致台间差异较大。因此,除关注前档压力不过小、不出硬头外,还应关注摇架3档压力的大小及其合理分配。
2 不同压力配置对成纱质量的影响
2.1 试验条件
生产品种为T/R 65/35 18.5 tex,细纱机为EJM128K型,前档胶辊为LXC-966A型,后档胶辊为WRC-975型,胶圈为WRA-8110型,钢丝圈为BS JM1 EW fc 2/0型,摇架为SCP2-150型气缸加压,罗拉直径为25 mm×25 mm×25 mm,罗拉隔距为21 mm×37 mm,钳口隔距为3.5 mm,前罗拉转速为230 r/min,粗纱定量为5.1 g/(10 m)。每次均取10只纱锭上的10只管纱,采用Uster ME-100型检测仪进行测试。
2.2 条干指标对比
摇架3档不同压力配置的成纱条干指标对比,见表1~表3。
表1摇架不同压力配置的成纱条干对比(第1组)
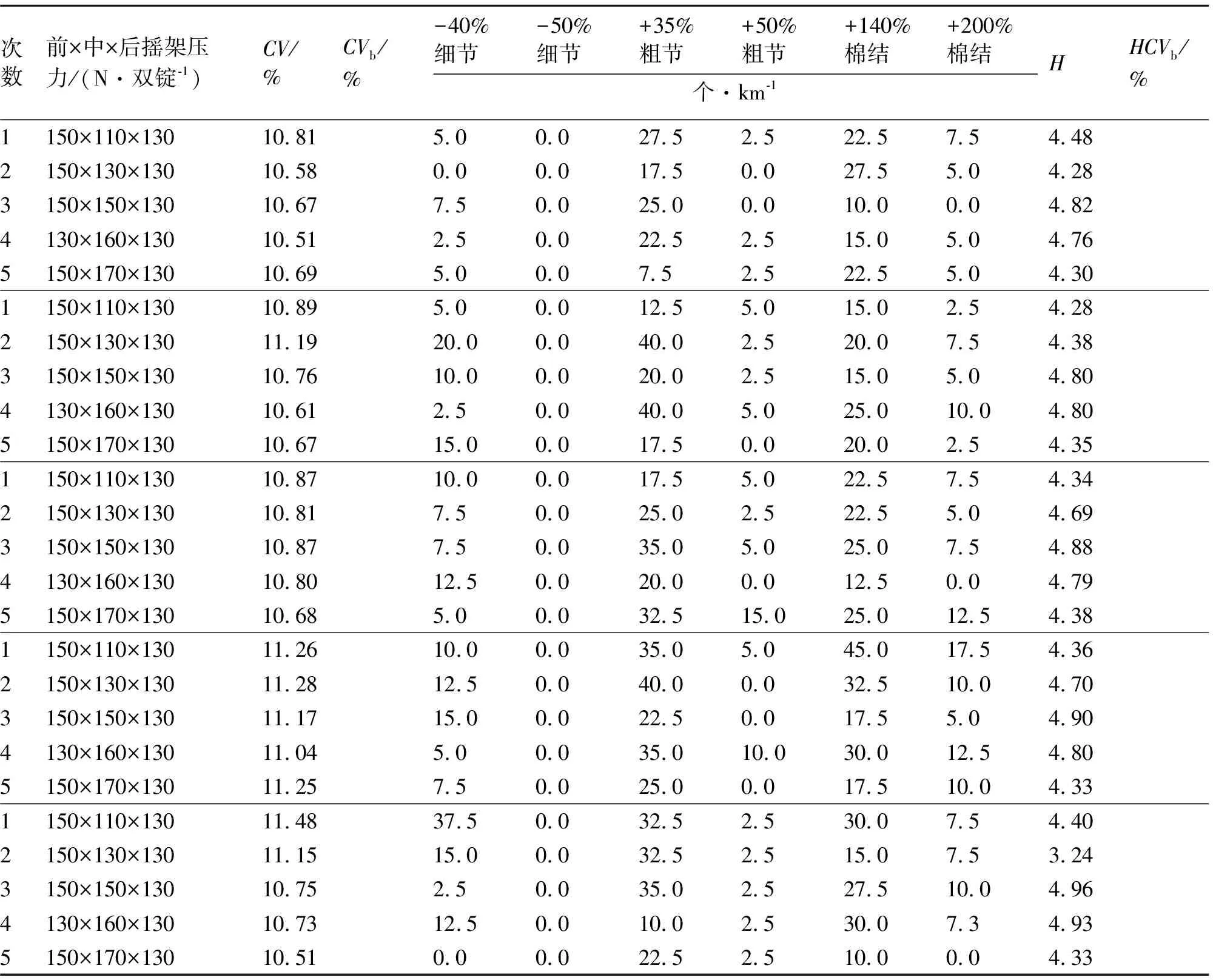
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1150×110×13010.815.00.027.52.522.57.54.482150×130×13010.580.00.017.50.027.55.04.283150×150×13010.677.50.025.00.010.00.04.824130×160×13010.512.50.022.52.515.05.04.765150×170×13010.695.00.07.52.522.55.04.301150×110×13010.895.00.012.55.015.02.54.282150×130×13011.1920.00.040.02.520.07.54.383150×150×13010.7610.00.020.02.515.05.04.804130×160×13010.612.50.040.05.025.010.04.805150×170×13010.6715.00.017.50.020.02.54.351150×110×13010.8710.00.017.55.022.57.54.342150×130×13010.817.50.025.02.522.55.04.693150×150×13010.877.50.035.05.025.07.54.884130×160×13010.8012.50.020.00.012.50.04.795150×170×13010.685.00.032.515.025.012.54.381150×110×13011.2610.00.035.05.045.017.54.362150×130×13011.2812.50.040.00.032.510.04.703150×150×13011.1715.00.022.50.017.55.04.904130×160×13011.045.00.035.010.030.012.54.805150×170×13011.257.50.025.00.017.510.04.331150×110×13011.4837.50.032.52.530.07.54.402150×130×13011.1515.00.032.52.515.07.53.243150×150×13010.752.50.035.02.527.510.04.964130×160×13010.7312.50.010.02.530.07.34.935150×170×13010.510.00.022.52.510.00.04.33
表1(续)
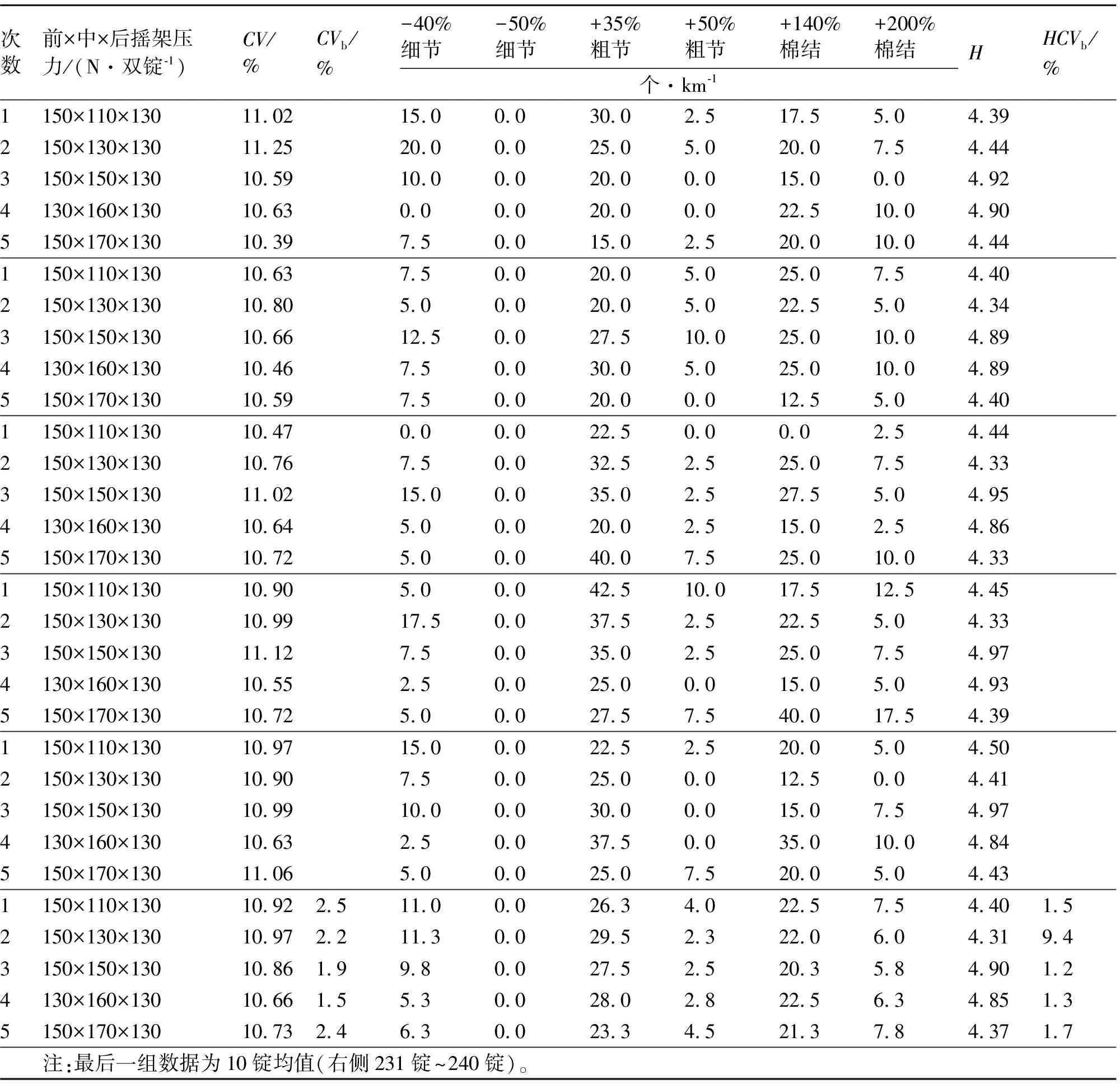
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1150×110×13011.0215.00.030.02.517.55.04.392150×130×13011.2520.00.025.05.020.07.54.443150×150×13010.5910.00.020.00.015.00.04.924130×160×13010.630.00.020.00.022.510.04.905150×170×13010.397.50.015.02.520.010.04.441150×110×13010.637.50.020.05.025.07.54.402150×130×13010.805.00.020.05.022.55.04.343150×150×13010.6612.50.027.510.025.010.04.894130×160×13010.467.50.030.05.025.010.04.895150×170×13010.597.50.020.00.012.55.04.401150×110×13010.470.00.022.50.00.02.54.442150×130×13010.767.50.032.52.525.07.54.333150×150×13011.0215.00.035.02.527.55.04.954130×160×13010.645.00.020.02.515.02.54.865150×170×13010.725.00.040.07.525.010.04.331150×110×13010.905.00.042.510.017.512.54.452150×130×13010.9917.50.037.52.522.55.04.333150×150×13011.127.50.035.02.525.07.54.974130×160×13010.552.50.025.00.015.05.04.935150×170×13010.725.00.027.57.540.017.54.391150×110×13010.9715.00.022.52.520.05.04.502150×130×13010.907.50.025.00.012.50.04.413150×150×13010.9910.00.030.00.015.07.54.974130×160×13010.632.50.037.50.035.010.04.845150×170×13011.065.00.025.07.520.05.04.431150×110×13010.922.511.00.026.34.022.57.54.401.52150×130×13010.972.211.30.029.52.322.06.04.319.43150×150×13010.861.99.80.027.52.520.35.84.901.24130×160×13010.661.55.30.028.02.822.56.34.851.35150×170×13010.732.46.30.023.34.521.37.84.371.7 注:最后一组数据为10锭均值(右侧231锭~240锭)。
表2不同摇架压力配置成纱条干对比(第2组)
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1125×145×13010.325.00.010.05.017.55.04.662130×160×13010.447.50.012.510.022.510.04.303130×150×13010.630.00.015.02.515.02.54.244120×150×13010.7712.50.022.52.517.55.04.335120×140×13010.5915.00.010.00.015.00.04.336120×140×12010.667.50.017.55.032.57.54.201125×145×13010.7810.00.025.00.020.00.04.782130×160×13010.6112.50.020.02.517.55.04.293130×150×13010.687.50.012.50.012.55.04.264120×150×13010.7115.00.025.02.517.52.54.425120×140×13010.7712.50.022.55.010.02.54.336120×140×12010.665.00.015.05.020.07.54.22
表2(续)
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1125×145×13011.1515.00.045.07.522.512.54.652130×160×13011.1112.50.030.05.017.55.04.393130×150×13011.032.52.545.07.525.010.04.174120×150×13011.2515.00.032.52.522.55.04.345120×140×13011.2120.02.545.00.017.52.54.216120×140×12011.2320.00.025.02.520.00.04.141125×145×13010.677.50.022.55.017.57.54.752130×160×13010.555.00.035.05.017.57.54.283130×150×13010.8712.50.045.00.022.52.54.254120×150×13010.7910.00.022.57.530.010.04.365120×140×13010.8717.50.035.00.030.00.04.286120×140×12010.7517.50.030.02.517.55.04.211125×145×13010.945.00.032.55.030.00.04.502130×160×13010.7415.00.020.02.522.512.54.543130×150×13010.887.50.032.52.517.52.54.474120×150×13010.9520.00.017.50.015.02.54.605120×140×13011.1117.52.542.50.022.512.54.516120×140×12010.877.50.020.00.032.55.04.431125×145×13010.845.00.010.02.522.52.54.712130×160×13010.675.00.027.57.515.07.54.453130×150×13011.072.50.017.50.022.55.04.374120×150×13010.8517.50.022.52.535.010.04.485120×140×13010.967.50.017.52.517.52.54.376120×140×12010.867.50.015.02.512.52.54.291125×145×13010.845.00.010.02.522.52.54.712130×160×13010.7812.50.015.00.027.52.54.373130×150×13010.697.50.012.50.015.05.04.254120×150×13010.835.00.010.02.512.55.04.375120×140×13010.692.50.015.05.012.52.54.256120×140×12010.8125.00.032.52.513.030.04.561125×145×13010.892.50.025.05.027.55.04.762130×160×13010.537.50.022.50.07.50.04.433130×150×13010.8712.50.025.02.57.50.04.284120×150×13010.902.50.017.52.525.010.04.425120×140×13010.9620.00.020.02.517.55.04.326120×140×12010.8915.00.047.55.015.07.54.271125×145×13010.8212.50.037.510.035.015.04.762130×160×13011.1110.00.025.07.527.57.54.383130×150×13011.0810.00.012.52.525.05.04.374120×150×13011.0010.00.035.02.527.57.54.425120×140×13010.9712.50.020.00.017.52.54.406120×140×12010.952.50.050.02.520.05.04.351125×145×13010.9412.50.032.50.025.010.04.352130×160×13011.1012.50.022.55.037.515.04.393130×150×13011.1210.00.035.012.515.02.54.364120×150×13011.287.50.057.57.545.015.04.415120×140×13011.145.00.032.50.030.05.04.356120×140×12011.125.00.025.02.515.02.54.35
表2(续)
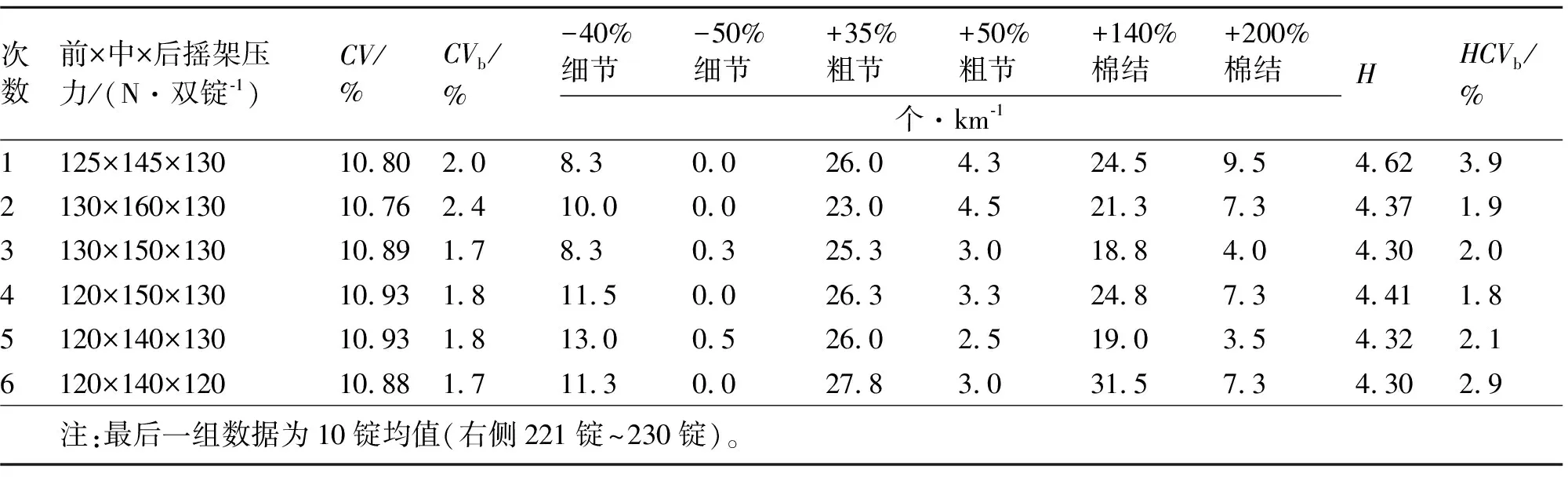
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1125×145×13010.802.08.30.026.04.324.59.54.623.92130×160×13010.762.410.00.023.04.521.37.34.371.93130×150×13010.891.78.30.325.33.018.84.04.302.04120×150×13010.931.811.50.026.33.324.87.34.411.85120×140×13010.931.813.00.526.02.519.03.54.322.16120×140×12010.881.711.30.027.83.031.57.34.302.9 注:最后一组数据为10锭均值(右侧221锭~230锭)。
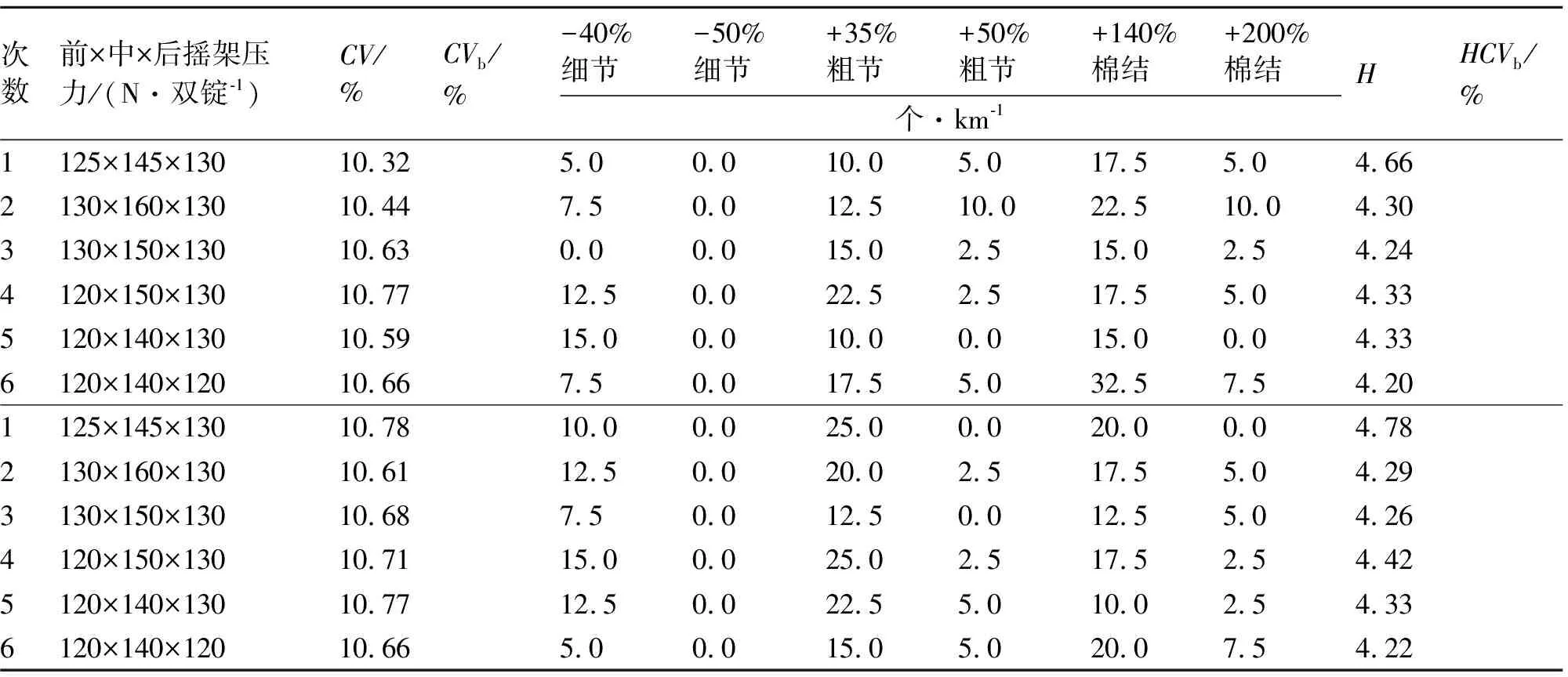
表3不同摇架压力配置成纱条干对比(第3组)
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1120×140×12511.025.00.020.02.525.05.04.642110×140×12011.055.00.017.52.520.012.54.303110×130×12010.9210.00.010.02.515.05.04.244110×130×11010.812.50.015.02.512.52.54.305110×125×11011.1410.00.032.57.525.05.04.161120×140×12511.9037.50.080.07.547.515.04.982110×140×12011.0010.00.020.02.510.02.54.553110×130×12010.9422.50.025.02.517.57.54.904110×130×11010.840.00.020.00.020.02.54.535110×125×11010.9825.00.015.02.522.55.04.381120×140×12511.1117.50.032.52.517.55.04.692110×140×12011.865.00.025.00.015.00.04.243110×130×12010.747.50.032.55.032.510.04.674110×130×11010.685.00.025.02.517.52.54.115110×125×11010.8812.50.015.05.030.05.04.091120×140×12510.6515.00.010.00.012.52.54.442110×140×12010.352.50.015.02.57.52.54.233110×130×12010.552.50.022.57.520.05.04.754110×130×11010.6410.00.02.50.010.00.04.275110×125×11010.515.00.07.50.015.02.54.141120×140×12510.7020.00.015.05.020.010.04.852110×140×12010.667.50.017.52.512.55.04.283110×130×12010.535.00.010.00.020.05.04.604110×130×11010.882.50.017.50.017.52.54.315110×125×11010.602.50.012.52.512.52.54.181120×140×12510.707.50.020.02.515.07.54.722110×140×12010.677.50.032.52.527.510.04.323110×130×12010.467.50.030.05.022.55.04.614110×130×11010.5812.50.010.00.025.07.54.235110×125×11010.540.00.020.05.022.57.54.181120×140×12510.715.00.015.00.012.55.04.692110×140×12010.655.00.010.02.515.07.54.263110×130×12010.575.00.022.52.522.510.04.634110×130×11010.405.00.07.52.520.02.54.215110×125×11010.735.00.017.50.025.07.54.14
表3(续)

次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1120×140×12510.737.50.022.55.017.55.04.872110×140×12010.577.50.020.00.020.02.54.433110×130×12010.3515.00.05.02.515.02.54.704110×130×11010.362.50.020.00.012.50.04.015110×125×11010.592.50.05.00.020.00.04.261120×140×12511.067.50.037.52.525.010.04.802110×140×12011.1215.00.047.50.022.55.04.363110×130×12011.1115.00.025.00.012.50.04.564110×130×11011.0012.50.045.02.512.52.54.335110×125×11010.9310.00.042.50.012.57.54.741120×140×12511.3220.00.032.52.520.02.54.892110×140×12011.0312.50.030.00.020.05.04.303110×130×12011.2812.50.037.57.530.015.04.634110×130×11011.0317.50.025.02.515.05.04.305110×125×11011.0815.00.027.50.027.510.04.251120×140×12510.993.614.30.028.53.021.36.84.763.22110×140×12010.792.37.80.023.51.517.05.34.332.33110×130×12010.752.810.30.022.03.520.86.54.633.64110×130×11010.722.27.00.018.81.316.32.83.833.25110×125×11010.802.28.80.019.52.321.35.34.254.5 注:最后一组数据为10锭均值(左侧11锭~20锭)。
3组试验中成纱条干质量指标较好的摇架3档压力配置分别为130 N/双锭×160 N/双锭×130 N/双锭,120 N/双锭×140 N/双锭×120 N/双锭,110 N/双锭×130 N/双锭×110 N/双锭;3档压力比分别为1∶1.23∶1,1∶1.16∶1,1∶1.18∶1,且压力比值为1∶1.23∶1时,成纱条干指标最好。
2.3 1∶1.23∶1比例配置摇架压力成纱条干对比
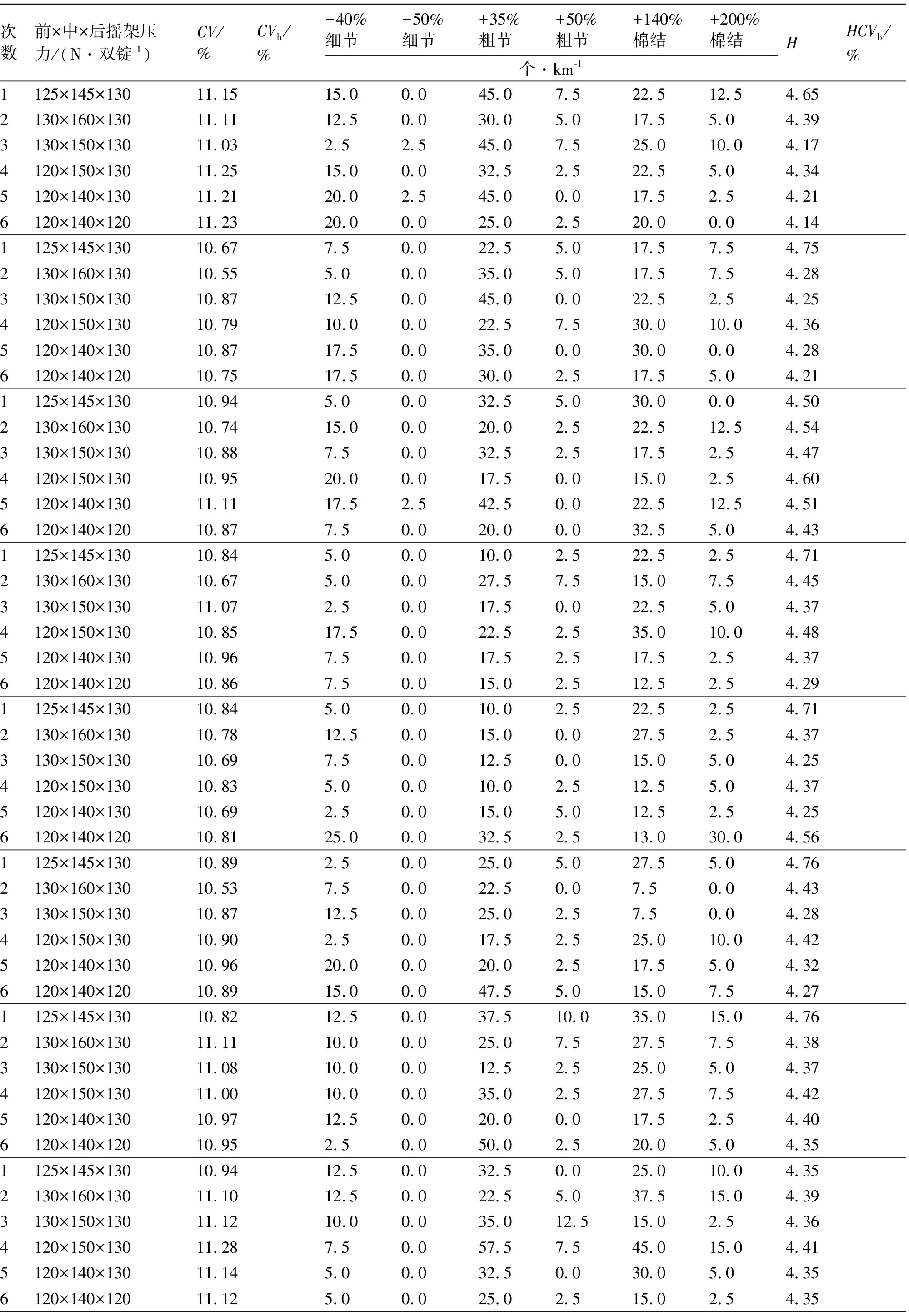
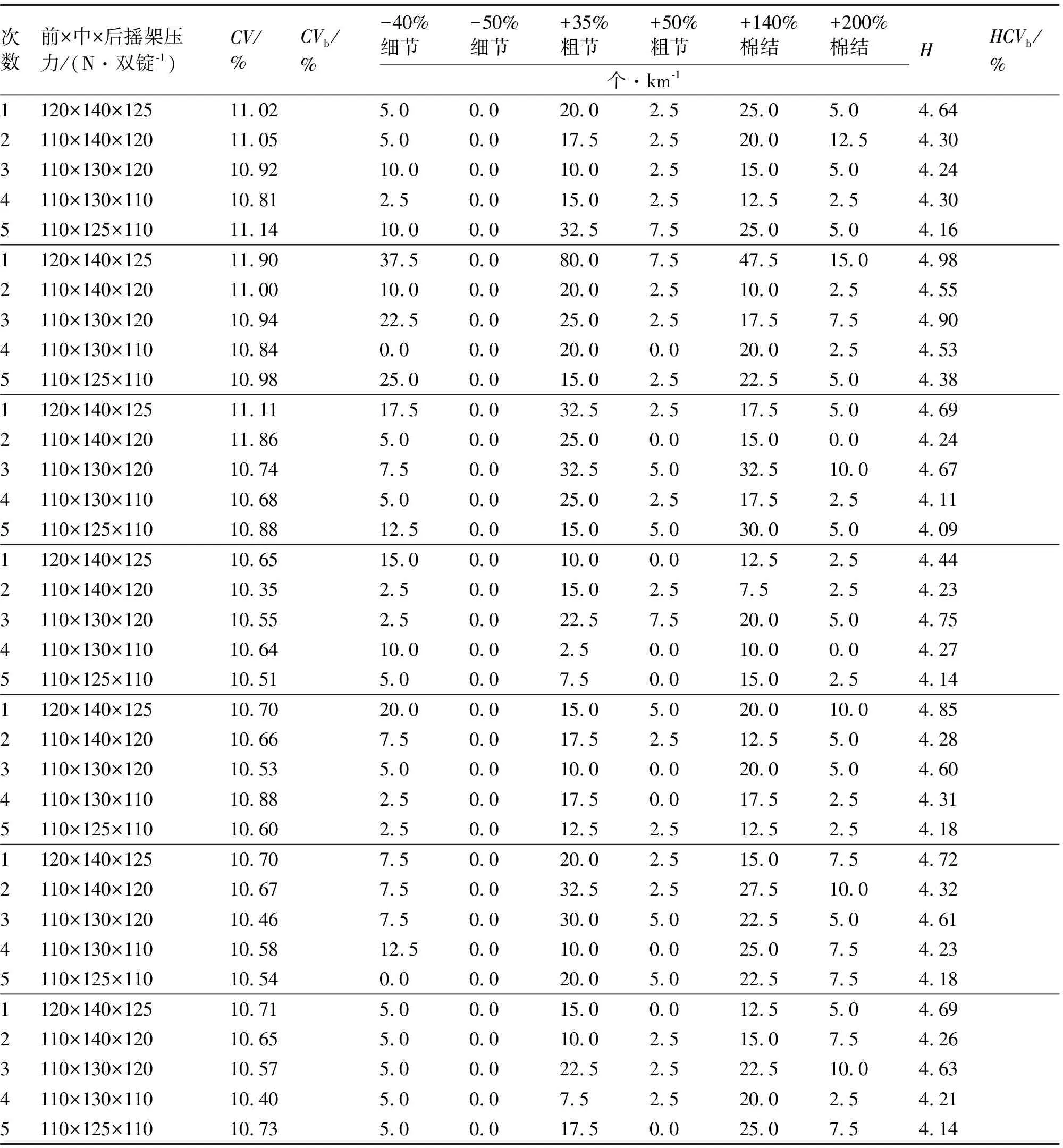
为了进一步验证以上结论,将1号细纱机摇架3档压力全部按1∶1.23∶1比例调整,继续测试,结果见表4。
表4按1∶1.23∶1比例配置摇架压力的成纱条干对比
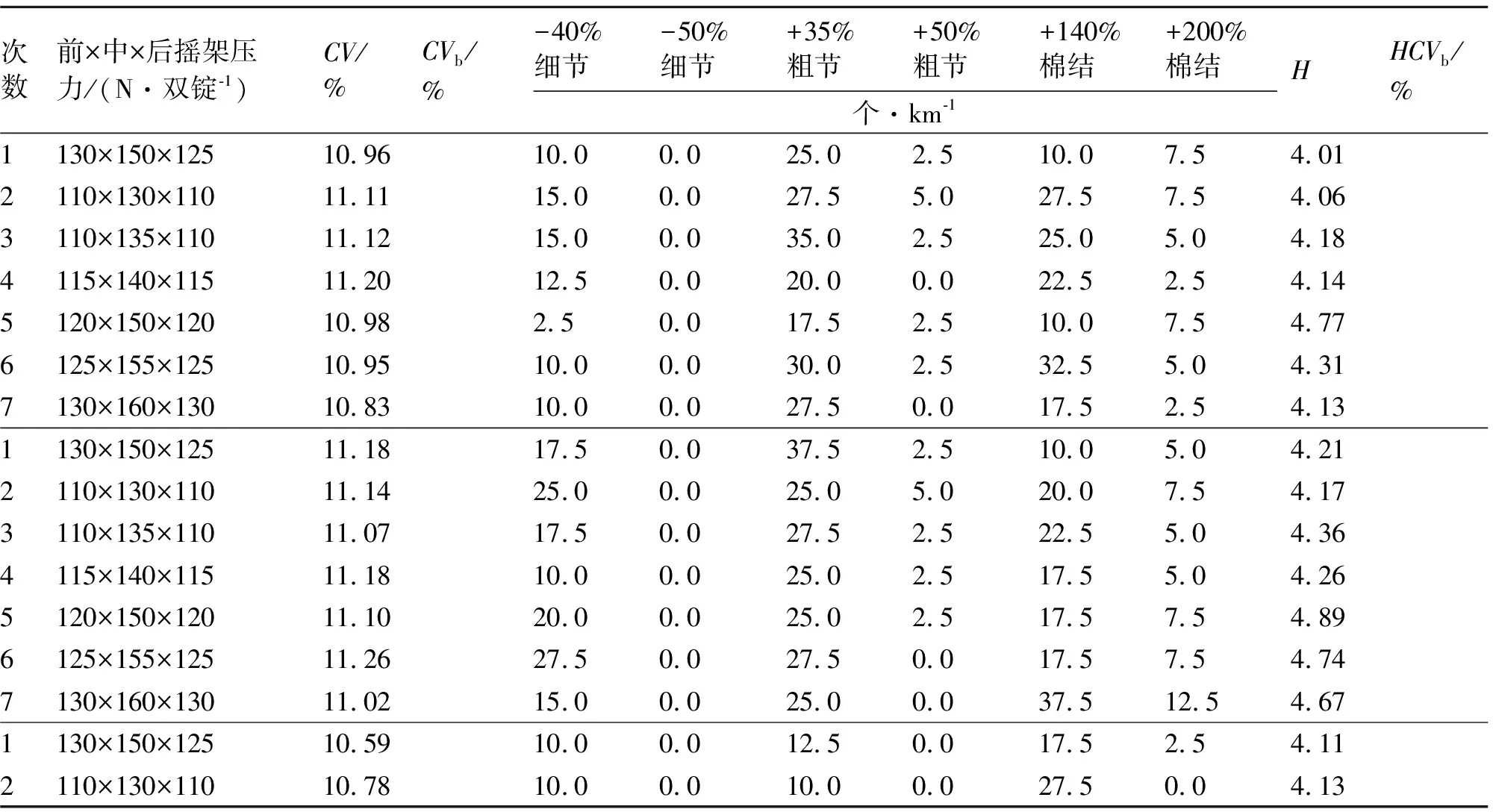
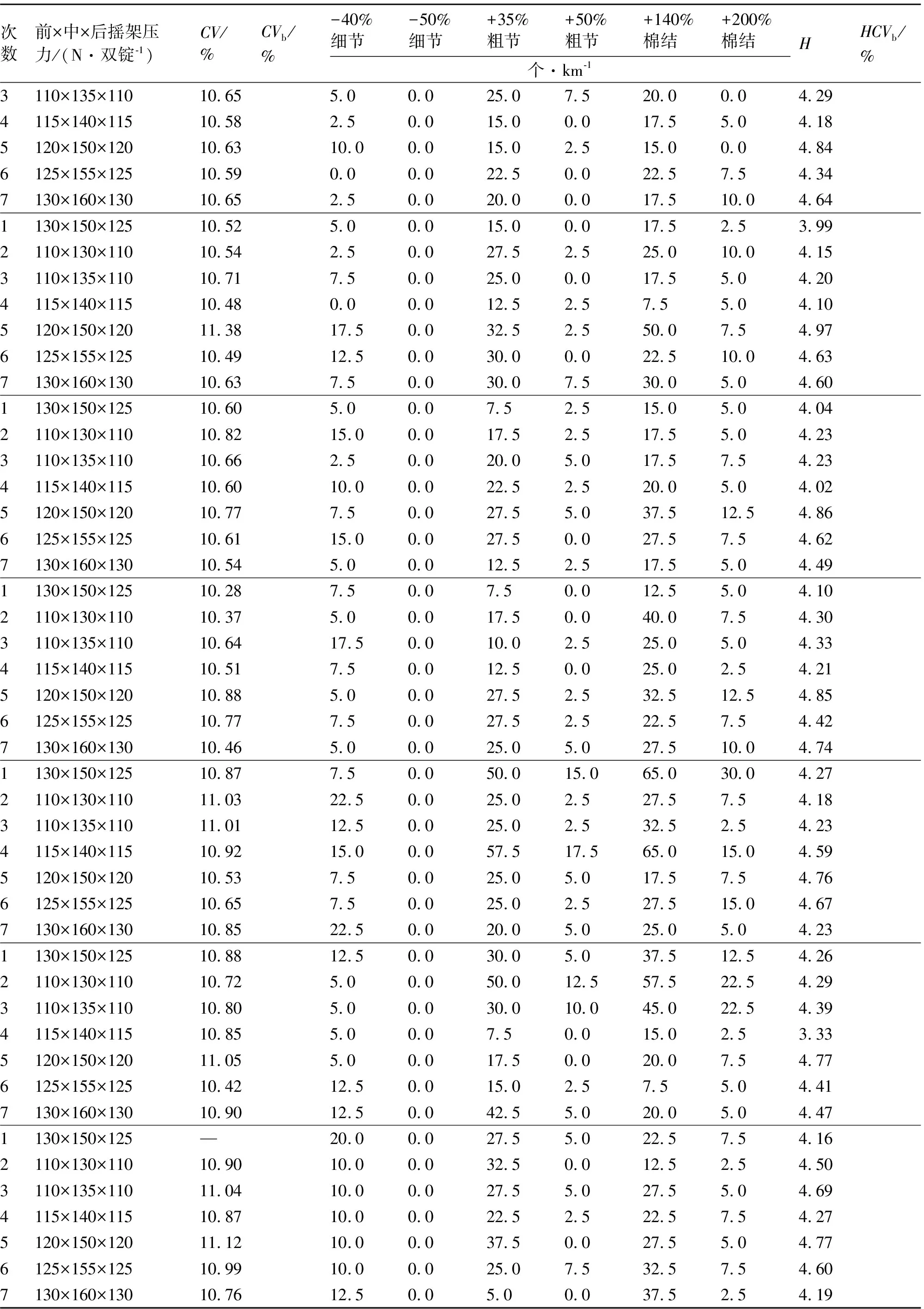
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1130×150×12510.9610.00.025.02.510.07.54.012110×130×11011.1115.00.027.55.027.57.54.063110×135×11011.1215.00.035.02.525.05.04.184115×140×11511.2012.50.020.00.022.52.54.145120×150×12010.982.50.017.52.510.07.54.776125×155×12510.9510.00.030.02.532.55.04.317130×160×13010.8310.00.027.50.017.52.54.131130×150×12511.1817.50.037.52.510.05.04.212110×130×11011.1425.00.025.05.020.07.54.173110×135×11011.0717.50.027.52.522.55.04.364115×140×11511.1810.00.025.02.517.55.04.265120×150×12011.1020.00.025.02.517.57.54.896125×155×12511.2627.50.027.50.017.57.54.747130×160×13011.0215.00.025.00.037.512.54.671130×150×12510.5910.00.012.50.017.52.54.112110×130×11010.7810.00.010.00.027.50.04.13
表4(续)
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%3110×135×11010.655.00.025.07.520.00.04.294115×140×11510.582.50.015.00.017.55.04.185120×150×12010.6310.00.015.02.515.00.04.846125×155×12510.590.00.022.50.022.57.54.347130×160×13010.652.50.020.00.017.510.04.641130×150×12510.525.00.015.00.017.52.53.992110×130×11010.542.50.027.52.525.010.04.153110×135×11010.717.50.025.00.017.55.04.204115×140×11510.480.00.012.52.57.55.04.105120×150×12011.3817.50.032.52.550.07.54.976125×155×12510.4912.50.030.00.022.510.04.637130×160×13010.637.50.030.07.530.05.04.601130×150×12510.605.00.07.52.515.05.04.042110×130×11010.8215.00.017.52.517.55.04.233110×135×11010.662.50.020.05.017.57.54.234115×140×11510.6010.00.022.52.520.05.04.025120×150×12010.777.50.027.55.037.512.54.866125×155×12510.6115.00.027.50.027.57.54.627130×160×13010.545.00.012.52.517.55.04.491130×150×12510.287.50.07.50.012.55.04.102110×130×11010.375.00.017.50.040.07.54.303110×135×11010.6417.50.010.02.525.05.04.334115×140×11510.517.50.012.50.025.02.54.215120×150×12010.885.00.027.52.532.512.54.856125×155×12510.777.50.027.52.522.57.54.427130×160×13010.465.00.025.05.027.510.04.741130×150×12510.877.50.050.015.065.030.04.272110×130×11011.0322.50.025.02.527.57.54.183110×135×11011.0112.50.025.02.532.52.54.234115×140×11510.9215.00.057.517.565.015.04.595120×150×12010.537.50.025.05.017.57.54.766125×155×12510.657.50.025.02.527.515.04.677130×160×13010.8522.50.020.05.025.05.04.231130×150×12510.8812.50.030.05.037.512.54.262110×130×11010.725.00.050.012.557.522.54.293110×135×11010.805.00.030.010.045.022.54.394115×140×11510.855.00.07.50.015.02.53.335120×150×12011.055.00.017.50.020.07.54.776125×155×12510.4212.50.015.02.57.55.04.417130×160×13010.9012.50.042.55.020.05.04.471130×150×125—20.00.027.55.022.57.54.162110×130×11010.9010.00.032.50.012.52.54.503110×135×11011.0410.00.027.55.027.55.04.694115×140×11510.8710.00.022.52.522.57.54.275120×150×12011.1210.00.037.50.027.55.04.776125×155×12510.9910.00.025.07.532.57.54.607130×160×13010.7612.50.05.00.037.52.54.19
表4(续)
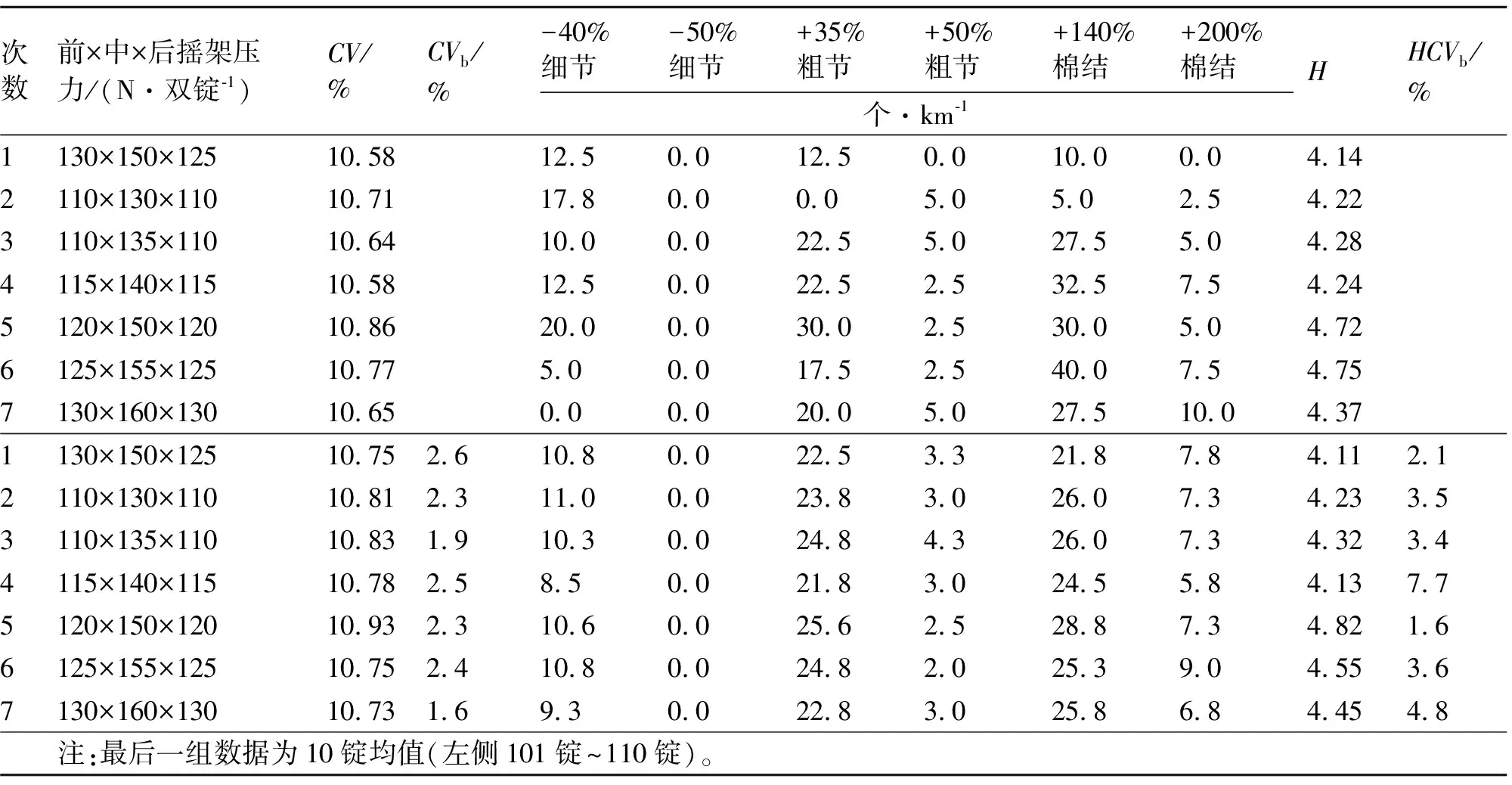
次数前×中×后摇架压力/(N·双锭-1)CV/%CVb/%-40%细节-50%细节+35%粗节+50%粗节+140%棉结+200%棉结个·km-1HHCVb/%1130×150×12510.5812.50.012.50.010.00.04.142110×130×11010.7117.80.00.05.05.02.54.223110×135×11010.6410.00.022.55.027.55.04.284115×140×11510.5812.50.022.52.532.57.54.245120×150×12010.8620.00.030.02.530.05.04.726125×155×12510.775.00.017.52.540.07.54.757130×160×13010.650.00.020.05.027.510.04.371130×150×12510.752.610.80.022.53.321.87.84.112.12110×130×11010.812.311.00.023.83.026.07.34.233.53110×135×11010.831.910.30.024.84.326.07.34.323.44115×140×11510.782.58.50.021.83.024.55.84.137.75120×150×12010.932.310.60.025.62.528.87.34.821.66125×155×12510.752.410.80.024.82.025.39.04.553.67130×160×13010.731.69.30.022.83.025.86.84.454.8 注:最后一组数据为10锭均值(左侧101锭~110锭)。
摇架3档压力比例为1∶1.23∶1配置,且经第7次调整后,3档测试压力分别为130 N/双锭×160 N/双锭×130 N/双锭时,成纱条干指标最好。
2.4 不同压力配置细纱能耗对比
不同压力配置细纱能耗对比见表5。
纺T/R65/3518.5tex纱时,摇架3档压力从153 N/双锭×115 N/双锭×130 N/双锭调整至119 N/双锭×147 N/双锭×119 N/双锭时,主机吨纱电耗降低8.95 kW·h,3档压力调整至110 N/双锭×135 N/双锭×110 N/双锭,主机吨纱电耗再降9.09 kW·h,前档压力越小,主机电耗越低。
表5 不同压力配置吨纱主机耗能

前×中×后摇架压力/(N·双锭-1)生产的纺纱总长/m主机电耗/(kW·h)起~止读数纺纱长度起~止读数用电量吨纱主机电耗/(kW·h)153×115×13011 636 917~11 680 57043 65317 978.0~18 307.5329.5850.02119×147×11911 680 570~11 702 79622 22618 307.5~18 473.5166.0841.07110×135×11011 702 796~11 724 69921 90318 473.5~18 627.0153.5831.98
2.5 结论
纺T/R 65/35 18.5 tex纱时,细纱摇架前、中、后3档压力配比为1∶1.23∶1时,成纱条干指标较好;3档胶辊压力由153 N/双锭×115 N/双锭×130 N/双锭调整为110 N/双锭×135 N/双锭×110 N/双锭后,主机吨纱电耗可以降低18 kW·h。
3 机理分析
FA-Ⅰ型摇架测力仪配置的胶辊直径为29 mm,邵尔A硬度为70度,与实际生产中的细纱前档胶辊直径、硬度相接近,故实际压力约大于测试压力10 N/双锭;中胶辊直径为25 mm,加上、下胶圈的厚度后总直径接近27 mm,中胶辊邵尔A硬度为80度,实际压力小于测试压力,估算中胶辊的实际压力比测试压力约小16 N/双锭(测试中档压力时,在测力仪胶辊下加垫2 mm厚的胶圈,测试压力约增加16 N/双锭);后档胶辊直径约为28 mm,实际压力小于测试压力不超过10 N/双锭。参照成纱条干指标最好的摇架3档压力为130 N/双锭×160 N/双锭×130 N/双锭配置,推算纺T/R 65/35 18.5 tex纱时,理想的平面牵伸细纱摇架中区压力应稍大于前区压力(10 N/双锭以内),前区压力应大于后区压力(10 N/双锭以上)。
加大中区压力,可适当调低前区压力以改善条干,实际上是改变了中区摩擦力界,减少了胶圈滑溜,杜绝了中后区粗纱条打顿。传统工艺认为重加压对成纱质量好,但如果单纯降低前区压力,有可能会导致粗节大量增加,严重的甚至会出现牵伸不开问题,不仅条干恶化还会严重影响生活状态。因此实际生产中,前区压力有加重的趋势,但会导致罗拉、胶辊负荷加重,寿命缩短,消耗增加,用电量也会同步增加。而加大摇架中区压力,适当降低前区压力,使中区控制加强,纤维条解捻充分,只要前区压力控制在一定范围内,配以合理的工艺隔距,成纱条干指标就会有所改善[3]。
4 思考
4.1 是否所有纺纱品种都有此规律
纺纱过程中,细纱牵伸区纤维的运动与纺纱品种、纤维长度、纱条定量、牵伸倍数、罗拉加压、牵伸区握持距、牵伸型式和牵伸元件等诸多因素密切相关,纺各品种纱线时,是否都具有相似的3档压力配置规律,需要大量的试验来验证。
4.2 如何实现细纱摇架的中档加压
在细纱平面牵伸中,通过加大摇架中区压力,降低前区压力,合理配置3档压力,可有效解决胶圈滑溜问题,改善条干、减少消耗,但是如何保证精确的压力比是关键。只有摇架中区实现无级调压,才能做到严格的比例(目前只有个别企业可以做到)。细纱圈簧摇架中区只有2档加压,而有的板簧摇架有4档加压,但都是压力固定的,难以调到合适比例,也很难达到最佳效果。目前,实际使用的很多摇架中区压力是无法直接调整的,只能通过调整中区弹簧、加大中胶辊直径、调整胶圈厚度等方法来实现。
5 结语
多数纺纱企业平面牵伸细纱摇架中区的测试压力都小于前、后区的压力,实际压力则更小,且3档压力的分配比例更是极少有人关注。而加大摇架中区压力,降低前区压力,合理配置摇架3档压力,这种思维打破了传统的模式,其效果有待于实践和时间的检验。
猜你喜欢
当代水产(2022年3期)2022-04-26
物探与化探(2021年6期)2021-12-23
组织工程与重建外科杂志(2021年4期)2021-12-01
学校教育研究(2021年8期)2021-06-15
丝绸(2021年1期)2021-01-21
金桥(2018年8期)2018-09-28
党史文苑(2018年1期)2018-03-05
医药前沿(2018年14期)2018-01-16
丝绸(2017年5期)2017-10-15
安徽医科大学学报(2015年9期)2015-12-16
