
自动上料毛巾折叠机负压吸盘特性及优化
2019-04-15 04:24路阳阳弭俊波
纺织器材 2019年2期
路阳阳,弭俊波
(天津工业大学 机械工程学院;天津市现代机电装备技术重点实验室;天津市机械基础及纺织装备设计虚拟仿真实验教学中心:天津 300387)
目前,随着宝玛泰克剑杆织机和史陶比尔提花机的不断引进,毛巾生产的织造效率得到了大幅度提高[1],然而,后续折叠、包装环节的自动化程度较为落后,仍须用大量的人工。因此,急需开发一种自动化毛巾折叠设备。针对其关键环节毛巾分摞的装置,国内的何晓东、李贺分别研发了一种利用刺辊、粘性胶筒来完成成摞毛巾的分离任务[2-3];但是,由于毛巾特殊的毛圈结构,刺辊易破坏毛巾表面,粘性胶筒也需要定期更换,使生产连续性均无法得到保障。国外的Kazuyuki提出一种利用两个指尖安装压力传感器的手指来拾取毛巾[4],而Marco则提出一种基于视觉辅助技术配合机械臂的方式来进行毛巾的拾取与折叠[5-6];但这两种方法操作周期较长,无法满足毛巾行业大批量生产的需求。
针对上述问题,笔者设计了一种自动上料毛巾折叠设备,其原理是利用负压方式完成毛巾的上料工作,能改善现有技术的不足,提高毛巾行业的生产效率。该设备分为储料机构、负压上料机构、卸料机构、折叠机构和摞放机构,其中的负压上料机构是核心环节,对该机构的关键部件负压吸盘进行CFD仿真,在满足吸附要求的条件下,不断优化其机构以尽可能降低上料环节的能源消耗。
1 工作原理
自动上料毛巾折叠机上料机构的工作原理如图1所示。真空泵通过气阀与真空罐连接,真空表设置于真空罐上用于检测工作表压力;真空罐提供稳定的负压环境与负压吸盘连接,通过电磁阀控制两者通道的开启和闭合;负压吸盘安装于机械臂执行末端,用于毛巾的吸附与转移。
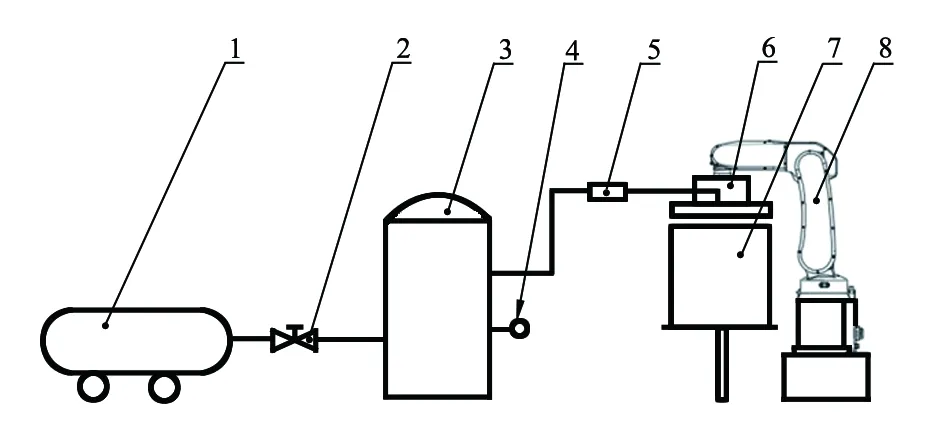
1—真空泵;2—开关;3—真空罐;4—真空表;5—电磁阀;6—负压吸盘;7—毛巾;8—机械臂。图1 上料机构工作原理
2 控制方程
为简化气流建模,假设空气为粘弹性理想气体。本研究的控制方程采用三维非定常可压缩Navier-Stokes方程[7],其质量、动量和能量守恒的方程如下[8-10]。
连续性方程:
(1)
动量方程:
(2)
能量方程:
(3)
其中:ρ为密度,U为速度矢量,p为静压,μeff为有效粘度,p′为修正压强,T为静温,B是集合体压强之和,htot为总焓,λ为导热系数,τ为传感器压强,SM为动量源,SE为能量源。
湍流模型选用经典的k-ε模型,当空气高速通过负压吸盘时几乎无时间传递热量,因此,该流体假定为绝热气流,边界条件设置为绝热和无滑移。
3 稳定吸附的条件分析
负压吸盘稳定吸附须满足两个主要条件:① 上层毛巾吸附稳定;② 下层毛巾保持平整。负压吸盘吸附方式及静力学分析如图2所示。
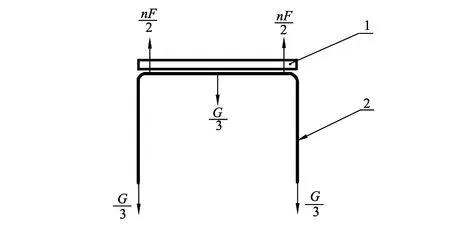
1—负压吸盘;2—毛巾。图2 系统静力学分析
图2中,毛巾受到负压的总吸附力为nF,其中n表示进气孔数量,F表示单孔吸力,毛巾质量为G,则负压吸盘需满足的稳定吸附条件为:
G≤nF≤2G
(4)
设进气孔直径为D,出气孔负压值为P1,进气孔负压值为P2,又已知:
(5)
G≤n·π·(D/2)2·f(P1)≤2G
(6)
从式(6)中可知,保证毛巾能被稳定吸附的影响因素很多,但主要是进气孔数量、进气孔直径、出气孔负压值等,可通过协调结构参数与负压值的关系,以消耗较少的能源、获得良好的吸附性能。
4 FLUENT仿真与分析
负压吸盘外形尺寸为360 mm×200 mm,初始状态下的高度h设定为10 mm,负压值P1为-20 kPa,绝对温度T为293 K;出气孔直径为40 mm,负压值P2为0.101 3 MPa,绝对温度为293 K。
4.1负压吸盘FLUENT仿真
为保证负压效果最优,设计出4种不同结构并在FLUENT中进行仿真分析,得到的速度流线图如图3所示。通过分析结果得到进气孔负压值,并计算进气孔负压值,见表1所示。
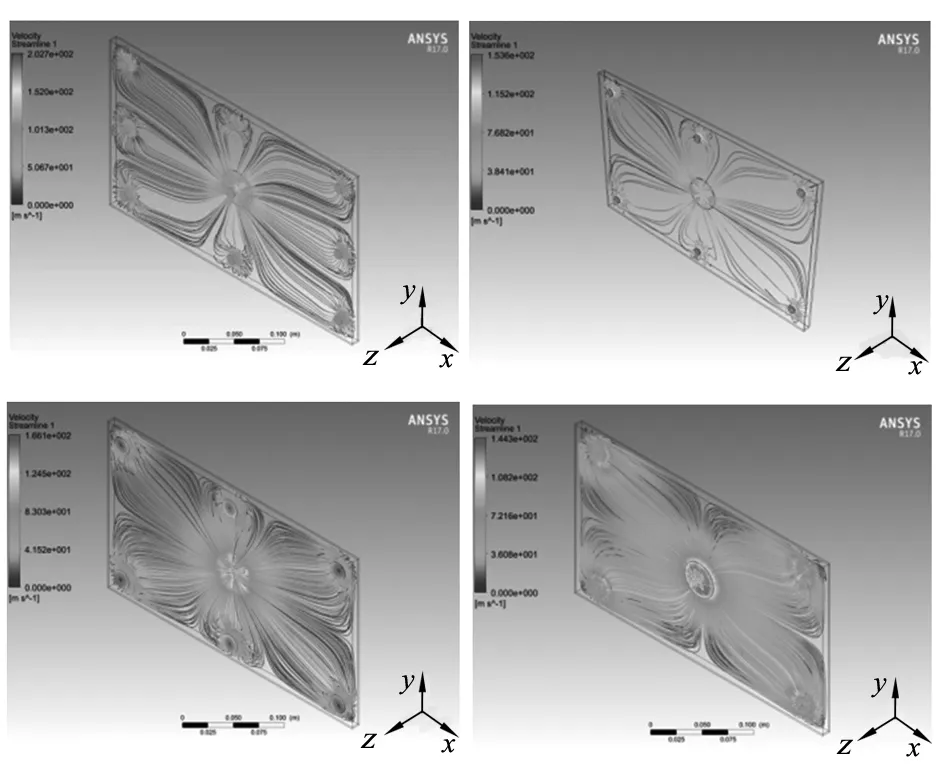
图3 4种结构仿真负压吸盘速度流线图
表1 不同结构进气孔负压值
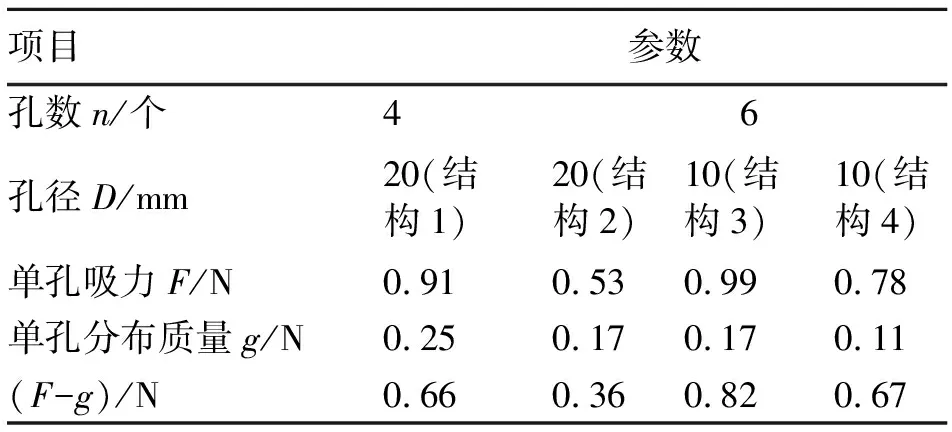
项目参数孔数n/个46孔径D/mm20(结构1)20(结构2)10(结构3)10(结构4)单孔吸力F/N0.910.530.990.78单孔分布质量g/N0.250.170.170.11(F-g)/N0.660.360.820.67
由表1数据分析得出:结构3的吸附效果较优,优化起始模型采用方案3。此外,优化所用负压吸盘结构参数中的孔径D、孔数n和吸盘高度h,取值如表2所示。
表2 负压吸盘结构参数
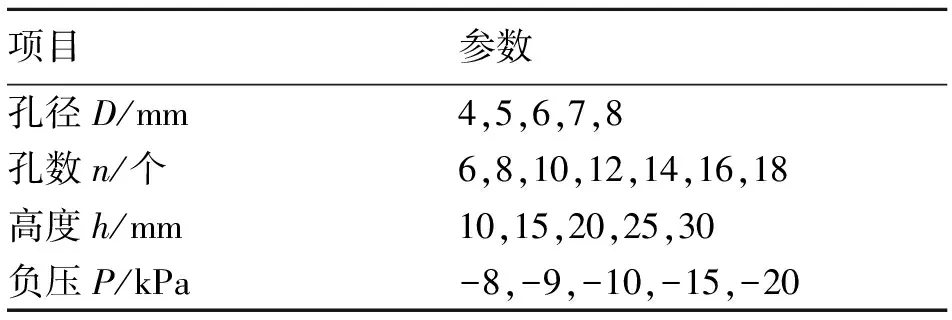
项目参数孔径D/mm4,5,6,7,8孔数n/个6,8,10,12,14,16,18高度h/mm10,15,20,25,30负压P/kPa-8,-9,-10,-15,-20
4.2负压吸盘孔数对负压性能影响
保持初始状态的其他参数不变,通过调节负压吸盘进气孔数以改变进气孔负压值,验证其对负压吸盘吸附性能的影响,结果见图4。
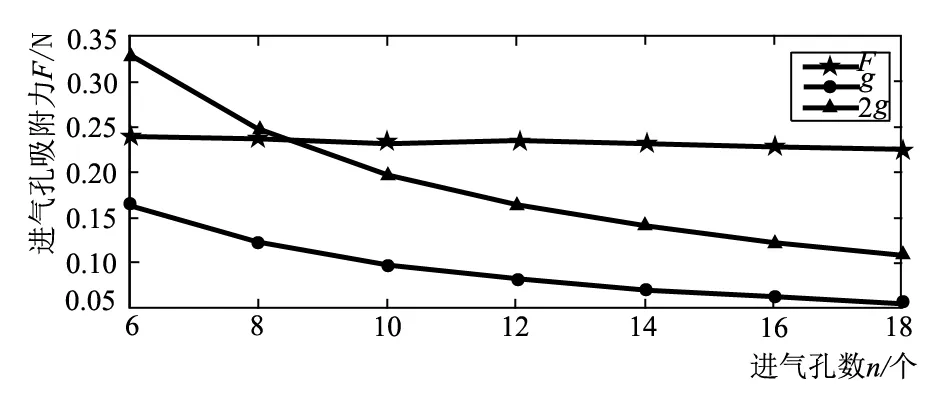
图4 进气孔数对负压吸盘吸附性能的影响
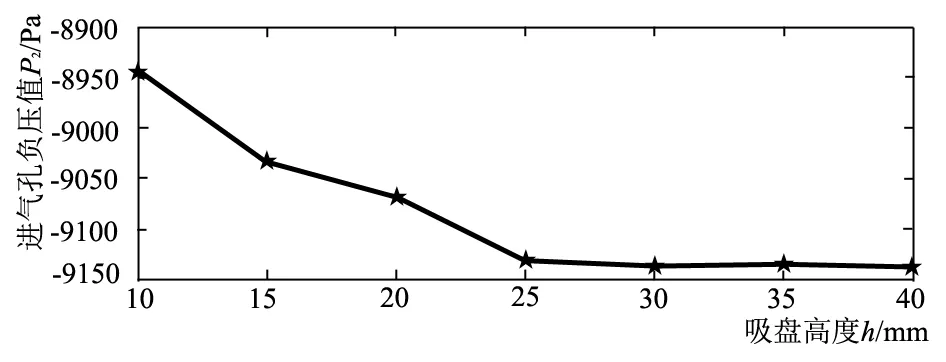
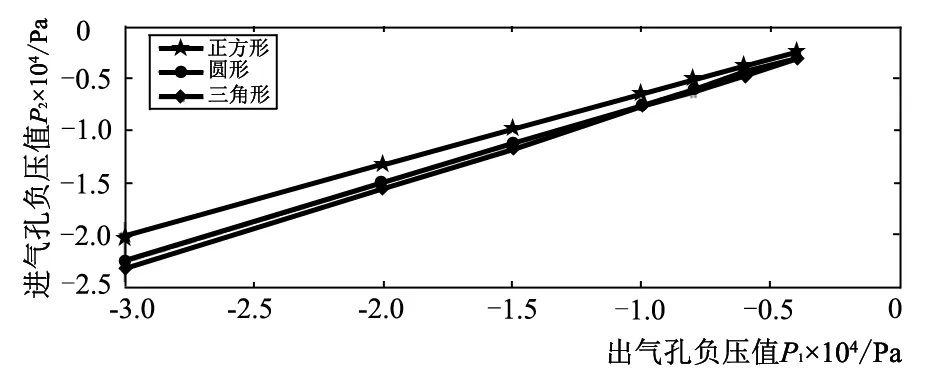
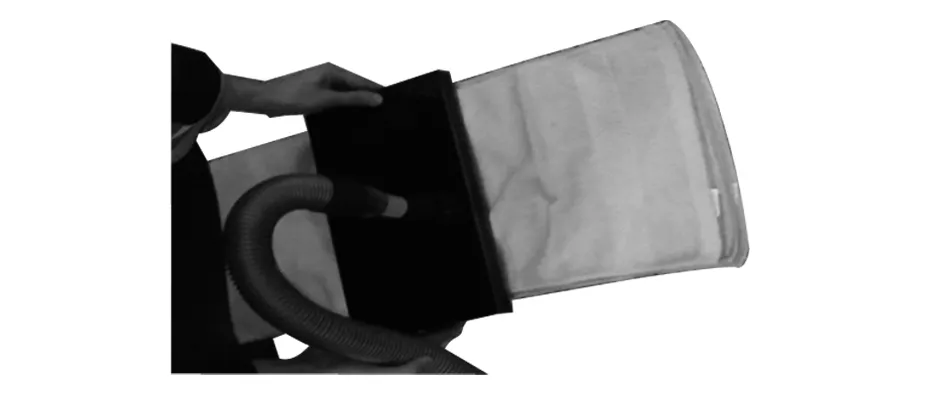
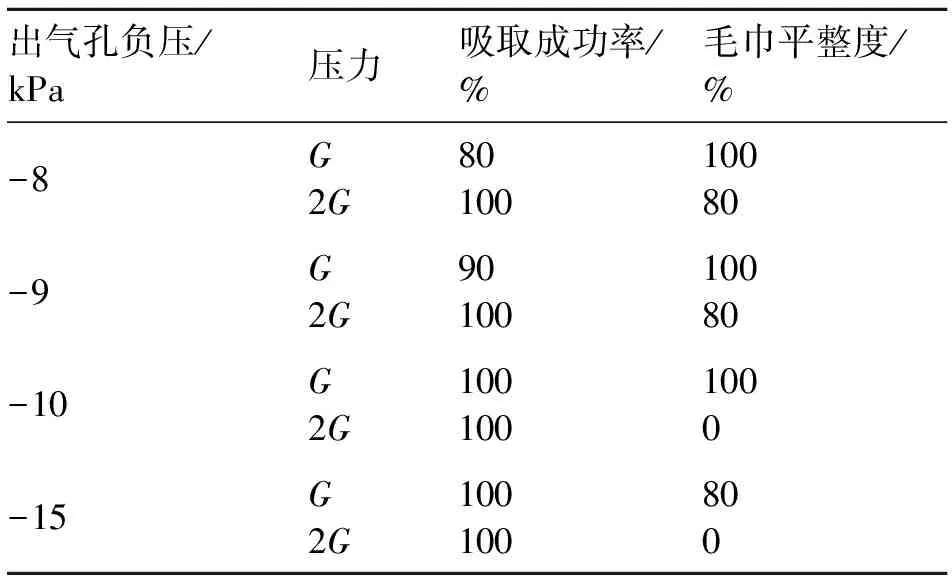
由图4可知,随着进气孔数量n的增多,单孔分布质量g逐渐减小,单孔的吸力F缓慢降低;这是由于出气孔负压值较大,吸盘存在“闭塞”现象。毛巾负压吸附过程中,既要保证上层毛巾的吸附稳定性,还要保证下层毛巾的平整性,其单孔吸力F应满足G 2.4.3 共有峰的指认及相关分析 10批药材样品有11个共有峰,通过与对照品HPLC图谱(详见图3)比对,指认保留时间为25.588 min的6号峰为橙皮苷峰。其分离度良好,保留时间合适,故以其为参照峰,计算其他峰相对于该峰的相对保留时间和相对峰面积,详见表4、表5。 4.3负压吸盘孔径对负压性能影响 在得到满足条件的孔数n为8的基础上,改变进气孔直径D,验证其对负压吸盘吸附性能的影响,其结果见图5所示。 图5 进气孔直径对负压吸盘吸附性能的影响 由图5可见,单孔吸力F随着直径D的增加而增大,但仍需要满足G 4.4负压吸盘高度对负压性能影响 在得到符合条件的出气孔负压值P1为-10 kPa、进气孔数n为8和进气孔直径D为6 mm的基础上,改变负压吸盘高度h,验证其对负压吸盘吸附性能的影响,结果如图6所示。 由图6a)可知,随着吸盘高度h的增大,进气孔负压值开始为增大而后趋于平缓,在h为25 mm处,负压达到稳定值,因此,负压吸盘高度h可选用25 mm。由图6b)可知,F1,F2分别表示出气孔负压值为-10 kPa,-9 kPa时对应的单进气孔吸力,为满足G a) 吸盘高度h对进气孔负压值的影响 b) 出气孔负压值对进气孔吸力的影响 4.5负压吸盘孔形对吸附性能的影响 为了尽可能降低能源消耗、提高吸附性能,在上述优化数据条件下将负压孔形设置为等面积的圆形、三角形、正方形进行仿真对比,结果发现正方形孔的吸附力要优于圆形孔和三角形孔,仿真曲线如图7所示。 图7 不同孔形对负压性能的影响 本试验所用的负压泵采用藤原550D型微电脑控制,表压显示范围为(-0.1~0)MPa,所用到的表压范围为(-0.099~0.081)MPa,对应的真空度为-2 kPa~-20 kPa,根据结果与讨论所得出的结构参数制作出负压吸盘实物,按照图3进行连接并试验负压吸盘的吸附性能,试验过程如图8所示。 以300 mm×720 mm的毛巾为例,通过设置不同进气孔负压值对毛巾进行吸附试验,每组10次,试验结果见表3。 a) 负压吸盘下降并与毛巾接触 b) 负压吸盘吸附毛巾上升 c) 吸附过程完成 表3 不同负压值吸附毛巾情况 出气孔负压/kPa压力吸取成功率/%毛巾平整度/%-8G2G8010010080-9G2G9010010080-10G2G1001001000-15G2G100100800 理论结果表明,进气孔负压值达到-9 kPa,负压吸盘吸力可将单独一条毛巾吸附上来;当负压值达到-10 kPa时,负压吸盘吸力足够将两条毛巾吸附上来。但是,根据试验结果可知,进气孔负压值为 -10 kPa吸取毛巾中间位置时,可顺利将单独一条毛巾吸附起来,且不影响下一层毛巾的平整性。理论结果与试验结果间存在误差是因为毛巾具有特殊的毛圈结构,各层毛巾之间存在一定的结合力,且随着负压吸盘与毛巾之间的按压力增大而增大。因此,试验结果与理论结果存在一定合理的差值。 6.1自动上料毛巾折叠机的负压吸盘装置,解决现有技术条件下设备稳定性差、效率低的问题。 6.2针对负压吸盘的吸附特性进行FLUENT仿真分析,得出进气孔n为8、进气孔直径D为6 mm、吸盘高度h为25 mm和正方形孔形时,满足吸附力要求且吸附性能较好。 6.3通过负压吸盘结构的不断优化,出气孔负压值由最初设定的-20 kPa降低为-10 kPa,使能源消耗降低50%。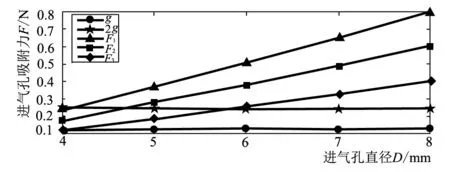

5 试验验证

6 结论
猜你喜欢
设备管理与维修(2022年21期)2022-12-28化工管理(2022年11期)2022-06-03农业科技通讯(2021年3期)2021-04-04机械工程师(2020年12期)2020-12-23载人航天(2020年5期)2020-10-31西部论丛(2020年7期)2020-10-20好孩子画报(2016年4期)2016-11-19腹腔镜外科杂志(2016年12期)2016-06-01腹腔镜外科杂志(2016年9期)2016-06-01中国继续医学教育(2015年2期)2016-01-06
