
FA506型细纱机常见机械波分析
2019-04-15 04:24:28王洪杰刘晓燕
纺织器材 2019年2期
王洪杰,张 利,刘晓燕
(山东华兴纺织集团有限公司,山东 泰安 271400)
0 引言
机械波是由于纺纱机械或附件存在缺陷或故障,如细纱工序的罗拉偏心,胶辊偏心、有沟槽,甚或是齿轮缺陷、齿面磨损等,都容易造成纱条出现周期性不匀,反映在波谱图上呈“烟囱”状[1]。现以FA506型细纱机为例,对生产中经常遇到的几种细纱机械波进行分析。
1 细纱前罗拉机械波
C 14.6 tex细纱波谱图上7 cm~8 cm处呈“烟囱”状,经常出现在连续6锭管纱或相邻锭号,如图1所示,且条干CV值恶化。分析发现,这是由于这一节前罗拉弯曲变形且一根罗拉对应6锭管纱所致。
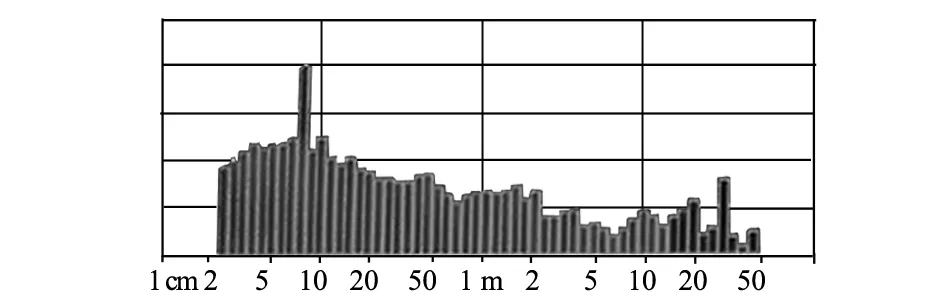
图1 细纱前罗拉机械波
细纱机前二罗拉直径为2.5 cm或2.7 cm,牵伸倍数为1,回转1周的输出波长λ为:
λ=前二罗拉直径×牵伸倍数×π≈7.9 cm或8.5 cm。
此外,有时单锭出现7 cm~8 cm机械波,并且伴随λ/2谐波,可断定为罗拉沟槽积花或棉蜡造成的,通过车间做清洁后复试,机械波消失。
2 细纱胶辊机械波
C 14.6 tex细纱其中一支管纱波谱图在5 cm和10 cm处呈“烟囱”状,且高度不同,如图2所示,其条干CV值达15.3%,超出14.4%的正常水平0.9个百分点,这是胶辊原因引起的机械波[2]。

图2 胶辊机械波
细纱机前胶辊直径为2.8 cm~3.0 cm,牵伸倍数为1,回转1周输出波长λ为:
λ=前胶辊直径×牵伸倍数×π≈8.8 cm~9.4 cm。
实际生产中,前胶辊产生的机械波在波谱图上大多数出现在约10 cm处,但前胶辊变形情况的不同,表现出的机械波特征也随之不同[3]。胶辊偏心、凹凸不平、呈椭圆形、有刀伤、缺油等引起的机械波可通过更换胶辊来消除;一般更换胶辊后,5 cm和10 cm机械波均消失。因此,胶辊上机前要逐个检查,生产过程中要每天上机摸胶辊,保证胶辊状态良好,以减少这类机械波的出现概率。
3 传动系统机械波
C 14.6 tex细纱测试10支管纱,其波谱图均在3.8 m~4.0 m处出现双柱机械波,如图3所示,条干CV值正常为14.27%,恶化为16.35%。因属共性问题,怀疑细纱机牵伸箱齿轮传动系统有故障,其传动系统如图4。

图3 牵伸箱齿轮传动系统故障机械波
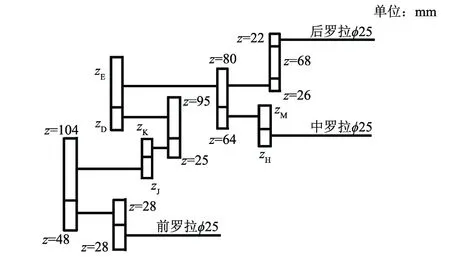
图4 FA506型细纱机传动示意
根据传动比计算可能产生故障的部位,是最基本的分析方法。如图4所示,齿数为80的齿轮每转1周时纱线会产生1次粗细不匀,则细纱中出现的周期不匀波长λ为:
λ=ZE/ZD×95/25×ZK/ZJ×104/48×28/25×πd(3.14×25)≈4.0 m。
计算波长结果与图3相符,上车检查后发现,确实是由于中后罗拉传动轴和80齿齿轮磨损过度所致,更换后机械波消失。
4 结语
4.1笔者只作一般性分析,实际遇到的情况会更加复杂,必须扩大分析思路:① 区分个性和共性,即通过规律性取样,确认是个别锭的问题还是整台车的问题;② 区分动态、静态以及牵伸负荷的影响。棉花指标对牵伸负荷影响很大,指标不好的棉花上机会加大牵伸负荷,也会使之前未显现出的齿轮类机械波更快地显现出来。
4.2机械波反映的是设备周期性运动时机械零部件的缺陷,而细纱工序机械波直接反映出成纱质量的波动,织布时会因弱环造成断头,降低织布效率;织成坯布后在布面上会形成阴影、横档等,造成坯布降等。因此,在生产过程中必须严格控制,减少甚至消除因纺纱设备、器材专件等造成的周期性机械波,以保证成纱质量的稳定性。
猜你喜欢
棉纺织技术(2022年10期)2022-11-21 03:41:58
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01 06:27:50
高中数理化(2022年2期)2022-02-22 02:16:48
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
中学生数理化(高中版.高考理化)(2021年5期)2021-07-16 05:32:06
中学生数理化·自主招生(2021年5期)2021-05-30 10:48:04
现代纺织技术(2015年6期)2015-02-28 14:03:18
科技与创新(2014年8期)2014-07-17 12:26:54
自动化博览(2014年9期)2014-02-28 22:33:36
