
清梳关键器材应用分析与工艺平衡
2019-04-15 04:24谢家祥
纺织器材 2019年2期
谢家祥
(夏津县润通纺织有限公司,山东 夏津 253200)
清理和梳理是纺纱工程中对纤维的基础处理,起着重要作用。因此,讨论清梳器材的选配、使用维护、上机工艺等普遍适用的理念,具有实际意义。
1 清理器材
打手是对纤维进行清理加工的关键器材,其主要作用是与尘棒等辅助器材相互作用以完成对密度较大的纤维块进行打击、开松、分解,以及对纤维块内较大杂质、疵块的排除,但对其功能的研究和提升,往往被人们忽视。
1.1打手的工艺参数与功能
1.1.1打手的工艺参数
清理工序对纤维块打击、开松、排除的程度,通常主要是通过控制打击设备的多少、打手速度及尘棒角度等相关工艺参数来实现,而打手布置形式、打手密度及打手形状也影响打击、开松的程度,但设备制造厂家在这方面所做的工作和尝试太少。
1.1.2打手型式、密度、形状与功能
1.1.2.1打手型式
目前,清理工序采用的打手型式主要有刀片式、鱼尾式、鼻型、角钉式(棒)、V型、豪猪式、钢针式和锯齿式,如图1所示。遵照“渐进开松”的工艺原则,清理工序从开始的自由打击到最后的握持打击,可选用合适的打手型式。

a) 刀片式 b) 鱼尾式

c) 鼻型 d) 角钉式

e) V型 f) 豪猪式
g) 钢针式 h) 锯齿式
1.1.2.2打手密度
清理工序自由打击前端设备的打手密度普遍偏小,抓棉打手抓取纤维块质量为0.05 g~0.20 g,纤维块面积约为150 mm×50 mm,打手数量为40只~80只(共4排~8排,每排6只~10只,传统打手最多为200只),打手横向间距为40 mm~100 mm;纵向间距为100 mm~300 mm。
清理工序握持打击后端设备的打手密度普遍增大,通过开松使棉块质量减小为0.01 g~0.10 g,纤维块面积约为10 mm×5 mm;在握持打击的后端设备中,横向间距约控制为5 mm,纵向间距约控制为10 mm。
打手密度的大小影响开松、除杂效果。纵、横向过密的齿距均会使纤维(块)浮于打手表面而得不到开松;但是,打手数量少、打击点少,又会严重影响开松效率。因此,前端设备的打手纵向间距应不小于100 mm,横向间距应不小于30 mm。
1.1.2.3打手形状
自由打击打手多为扁铁式和圆棒式(包括V型)打手。扁铁式具有更强的打击冲击力,纵向较长的摩擦面可以增加棉块松解并降低棉束缠绕、索丝的产生,也对纤维具有更大的破坏性。圆棒式对纤维破坏性小,但打击冲击力弱,更容易产生棉束缠绕、索丝。
1.1.2.4打手高度
自由打击前端的打手高度普遍偏高,有的甚至为150 mm,使棉块总是挂在打手的端部;而过大的高度也未发现有利于开松质量的提升,应进一步实践验证。
1.1.2.5打手布置
单轴流开棉机棉流以轴向进入打手室,棉流在打手室绕转2.5圈~5.5圈,达到充分开松的目的;但是棉层较厚、打手穿透度差,棉流的过度绕转也会使索丝增加。双轴流开棉机棉流以切向进入打手室,棉层较薄,开松效果好,缺点是打手的数量少。
1.2打手的改进
现在的清理工序多采用简洁的短流程工艺,不但减少了纤维被反复打击和翻滚,而且能更好地保护纤维、减少索丝产生;采用短流程后,清理的高效、高质是重点。由于加工低含杂棉(手摘棉、加工质量好的棉花)和高含杂棉(机采棉、加工质量差的棉花)所需要的打击、开松力度不同,而现有设备不能兼顾;因此,只能调整打手转速与落棉参数,然而效果不佳;尤其是加工高含杂的机采棉时,短流程工艺就显得力不从心,所以应从打手的排列方式和形状进行改进。
1.2.1打手排列方式
相邻两排打手在轴向以错位方式排列,打手横向间距不变,周向相邻两打手纵向间距也不变,打手数量由8排增加为16排,横向相邻打击点距离缩小一半,打手数量增加了一倍,大幅增加了打击点数量,对开松起到良好的作用。立达公司BU12型单轴流预清棉机就采用了加大滚筒直径和错位布置的方式使打手数量增加到300多个。
双轴流开棉机两平行打手完全可以遵循“渐进开松”的工艺原则,第一打手配置密度较小的打手棒,第二打手配置密度较大的打手棒(横向间距约为30 mm,纵向间距约为50 mm),提高了开松效果。
双轴流打手棉箱喂棉口可调,调整棉流为切向喂入,打手宜采取高低配置,以充分利用第二打手的圆周表面打击面。
清理工序后端握持打击的设备中,由于棉块尺寸减小,应放弃豪猪式打手,采用锯齿式或钢针式打手的纵向间距×横向间距约为(6~8)mm×3 mm,与刺辊齿条参数接近。
1.2.2打手形状
为实现清理的高效、简洁,打手高度宜不大于80 mm,自由打击打手截面设计成两端为圆弧面的长方形或三角形更利于打击和开松,并能更好地保护纤维、减少索丝的产生(如图2所示)。
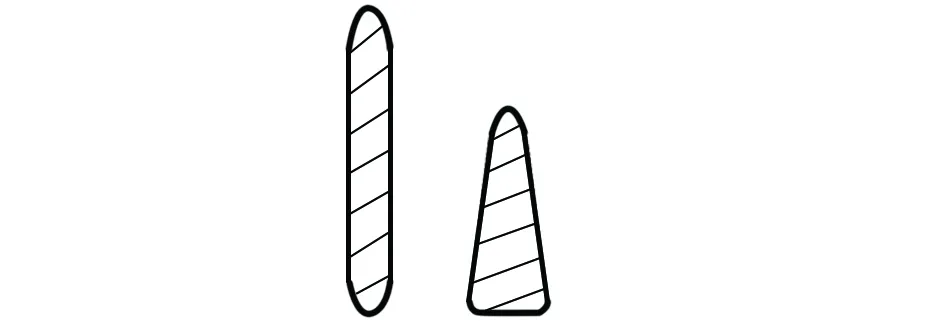
图2 打手截面
1.2.3打手器材的智能化
打手与滚筒应方便拆装、分离,以改变打手密度,适应不同原料的需求。如:钢针滚筒式打手相较钢针板式打手,后者既可以根据原料开松需求灵活拆、装针板以改变打手密度,还可交叉反装,反装的钢针把棉块拨向尘格,增大打手对棉块的撞击开松,避免握持所带来的纤维损伤与过度打击。打手制造为可方便拆装的型式,还可将打手与滚筒的装配部位隐藏到滚筒表面护板内部,通过端部装置(如手轮)调节打手伸出筒体表面的高度,甚至可以完全隐没整排打手从而改变打手纵、横向密度。
2 梳理器材
梳理设备在纺织生产过程中占有重要地位,通常把梳理机比喻为纺织厂的“心脏”。而梳理机通过梳理器材实现对纤维原料梳理、除杂、均匀、混和、转移、剥取以及伸直纤维等功能,梳理器材的质量与性能会直接影响纺织品的质量,因此梳理器材又被喻为梳理机的“心脏”。梳理器材是对纤维原料完成优质梳理的关键,其主要包括各种针布,而针布的材质、表面处理、尺寸规格参数、合理选配及维护保养是发挥针布功能的关键。
2.1金属针布齿条
梳理器材中应用最广泛的是金属针布齿条,它主要以辊体为载体,并与其他类型针布相互配合来完成对纤维的梳理。
2.1.1刺辊金属针布
在梳理生产中,由于进入梳棉机的筵棉是较大的棉块或棉束,纤维间的取向度低、扭结力强、切向速度近似为零,当瞬间提升为刺辊表面速度时,其受到的冲击力大、纤维断裂较多。因此,刺辊梳理是产生短绒最多的工艺点[1]。
刺辊金属针布齿条齿尖锋利度影响梳理质量。因为刺辊金属针布受到的梳理力较大,故齿尖角和齿顶宽不能太小,使齿尖锋利度因此而受到了限制;解决针布锋利度的途径最好是一次性使用而不必磨针,以每梳理100 t~200 t纤维更换1次为最佳。
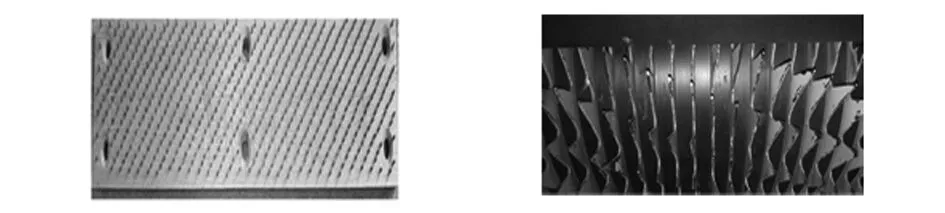
刺辊金属针布齿条的齿深一般为3.0mm~3.5 mm,从图3刺辊金属针布齿条磨损状态可以看出,纤维束主要集中在齿尖部位。高效的清理(清梳联)工序使进入到梳棉机的棉束质量由早期的约为30 mg减小到现在的约为10 mg。随着棉束的减小,刺辊针布齿条齿深进一步减小,可能更有利于对纤维的梳理和转移。

图3 刺辊金属针布齿条磨损
2.1.2锡林金属针布
锡林金属针布要求穿刺能力强、握持和释放能力兼顾,在要求其齿条齿密增大的同时,要求针布的横向齿密大,纵向齿密小,在增加对纤维梳理度的同时又增强对纤维的伸直能力。各种异形齿利用不同的原理增强了针布的梳理效能,如图4所示。
a) 驼峰齿 b) 双驼峰齿

c) 双齿 d) 新双齿
驼峰齿(图4a))主要是增加针齿的锐度,突出齿尖部分,齿尖角减小到30°,驼峰齿的设计目的是使针齿的耐磨度不会因齿尖角的减小而使齿顶面过小、背尖角过大而降低;同时,这样的设计增加齿身的长度,这是很重要的。双驼峰齿(图4b))第1驼峰与驼峰齿的作用一样,第2驼峰的目的主要是带动气流对纤维尾端产生一个径向的上升托持力。双齿针布(图4c))的理想是将纤维束握持在主、负齿之间,利于转移、释放;但实际应用中纤维会沉入负齿齿隙,且负齿齿形小而易于被磨灭。新双齿(图4d))设计理念很好,主、负齿分别握持不同长度、不同弹性(成熟度)的纤维,具体效果仍需通过大量验证。
但是,异形齿的设计理念均有一个共同点:通过设计合理的齿形参数达到对纤维强握持、易穿刺、易释放的目的。此外,异形齿齿身长度的增加,会增加锡林横向两相邻针齿齿隙(纤维束“通路”)的侧摩擦面,对纤维的伸直很有帮助。
2.1.2.1锡林金属针布的磨损失效
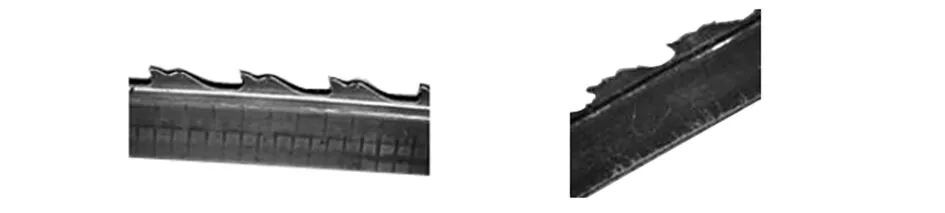
锡林金属针布磨损失效与齿条的材质、梳理纤维的品种、梳理隔距和梳理速度等密切相关,相同材质的金属针布在不同的环境条件下其使用寿命也不同。从图5中可以看到,针布齿条的磨损不仅表现为其齿顶面积增大,还明显可见纤维束在齿前面磨出的沟槽。

图5 齿条磨损部位
磨损情况表明两个问题:① 纤维束沉降到磨损处且此处受力很大,这与齿条的工作角和齿底部的曲率有关;② 磨损沟痕约处于齿条硬度第2测点,齿条制造企业应根据齿条的疲劳磨损进一步优化齿底部的曲率弧线,并增大其硬度。
行业标准《梳理机用齿条》中,规定齿条硬度第2测点的测量处为齿顶面下2/3齿深、从齿前面向后0.05 mm~0.10 mm处[2],此范围应包含齿前面与齿底圆弧相切处。这是因为纤维束下沉到此处不再进入齿底而易出现磨损,齿条其它部位的磨损则相对较轻。
2.1.2.2智能化锡林金属针布的设想
在纺纱牵伸过程中对自由纤维的控制是个难题,在梳理过程中也是一样,自由纤维量的多少和自由纤维不被握持时间的长短,均影响着棉结的数量和是否充分梳理。
金属针布对纤维的握持和释放是一对矛盾,加大工作角增强其握持性能,又通过降低齿深来弥补其释放功能,这是不理想的;而当握持梳理与转移梳理(握持与释放)分别由不同齿承担时,部分齿起充分握持梳理的作用,部分齿起柔和且利于纤维释放的一次性梳理作用,利于锡林与回转盖板之间纤维的转移梳理。基于这种理念,笔者设计了一种新型锡林针布齿条(专利号:ZL 201820788242.5),见图6所示。其主齿起主要梳理作用,第一和第二辅齿对纤维进行补充式拉拽、阻梳,不握持纤维,只起辅助梳理作用,既改善了锡林针布转移、释放纤维困难的问题,又不降低纤维的梳理度。

图6 新型专利锡林针布齿条
2.1.3固定齿条盖板针布
固定齿条盖板针布对纤维进行一次性梳理,还可平衡锡林表面横向气流。固定盖板上的金属针布像一排排定位针布控制了纤维(束)横向的紊乱移动,均匀了锡林金属针布齿面的负荷,使进入盖板梳理区的棉束减少 28.7%、梳理力下降约50%[3]。后固定齿条盖板针布对喂入锡林金属针布齿面的纤维和棉束进行预梳理;前固定齿条盖板针布主要是增加纤维的取向度,并且有降低纤维转移率的作用。
2.1.3.1固定齿条盖板针布排列
固定齿条盖板针布的齿部宜采用斜纹式或横密式排列,避免纤维束因形成的齿部“通路”而出现漏梳问题;否则,粗的纤维束漏梳的机会增大。前、后固定齿条盖板针布都有向高齿密发展的趋势,后固定齿条盖板针布齿密为600齿/(25.4 mm)2,前固定齿条盖板针布齿密为800齿/(25.4 mm)2,使用效果有待长期试验验证。
2.1.3.2固定齿条盖板的数量
固定齿条盖板的加装不宜连续多于4根。固定齿条盖板与锡林间的梳理使纤维向锡林金属针布齿底部下沉,第4根固定盖板已无法有效接触到纤维尾端而不能参与有效梳理[4]。试验表明:从纤维原料来向测量固定盖板温度,发现依次为52 ℃、51 ℃、50 ℃和45 ℃,振幅依次为0.2 mm、0.3 mm、0.2 mm和0.1 mm。温度和振幅的降低表明有效梳理在逐渐减弱。因此,无论加装多少根固定盖板,当连续安装4根固定盖板时须加装一个棉网清洁器或反向提升的固定盖板,以使纤维再次上浮,梳理继续进行。
2.1.3.3固定齿条盖板应设置踵趾差
无踵趾差的齿条盖板无渐进梳理功能,固定齿条盖板上的金属针布相当于与锡林金属针布圆柱面的一相切线段,切点在盖板中心位置,中心位置是距离锡林金属针布表面最近点,即梳理负荷最大的点也应在盖板中心位置。可是,对使用2 a以上的固定齿条盖板上的金属针布进行放大观察,发现负荷其实集中在前端,使进口端的针布磨损最为严重(见图7)。可以断定固定齿条盖板上的金属针布只有其前端部分参与有效梳理,后端的针布则未承担应有的纤维负荷;所以,固定齿条盖板也应设置进口大、出口小的踵趾差,才会使其上更多的针布承担负荷。

图7 齿条盖板针布齿条磨损
2.1.3.4固定齿条盖板安装位置
固定齿条盖板全部安装在机架上方而不在下方,可不可以在机架下方安装一定数量的固定齿条盖板呢?这种想法是基于:① 锡林金属针布转移到道夫金属针布的只有很少一部分纤维(不大于18%),大部分纤维仍随锡林金属针布返回;② 锡林金属针布表面纤维脱离罩板束缚后,在离心力的作用下会向锡林金属针布上方起伏;③ 在锡林金属针布表面高速气流的作用下会有微小负压区,这会使针布上的纤维尾端有上扬的趋势。
第②、③点的作用都会使锡林金属针布对纤维握持不牢、表面纤维趋于紊乱。基于以上3点,在距锡林大漏底出口约200 mm处设置2根~3根固定齿条盖板,使其对锡林金属针布返回纤维有一定的梳理作用,更重要的是稳定锡林金属针布表面的纤维流,对再次进入主梳理区接受梳理的纤维起到有益的作用。
2.1.4棉精梳机锡林
棉精梳机锡林采用锯齿式金属针布。锯齿式锡林又分为粘合式和嵌入式,其中以嵌入式更方便、更人性化。
棉精梳机锡林梳理是握持定向梳理,主要对钳板握持下的纤维须丛前端进行细致的渐进梳理,使棉结松解或把棉结钩挂在针/齿上,并将短纤维从须丛中钩挂在针/齿上,然后利用毛刷将钩挂的棉结、短纤维刷离针/齿后进入落棉排除,以达到提高纤维集合体清洁度的目的。通过较密的齿隙将纠缠的长纤维分离成更小的纤维束,并且减少纤维(束)之间的缠结;通过齿隙对纤维的挤压产生与针/齿侧面的摩擦力使纤维进一步伸直、平行,提高了纤维集合体的清洁度、伸直度、分离度、平行度和平均长度。
2.1.4.1棉精梳机锡林针/齿密度
棉精梳机锡林齿密对梳理影响较大,齿密增大会使梳理更加细致,尤其是第3、4组齿密增大,会极大降低成纱棉结及A1、A2类小纱疵。实际上,这主要是因为齿隙减小而提高了纤维集合体的清洁度、伸直度、分离度和平行度。随着金属工艺技术的提高,在保证齿条硬度的前提下齿条越来越薄、齿密越来越高;齿密由齿片宽、基部宽和每组针/齿排数等决定,相近的齿密却有不同的工作角、齿高、齿距、齿隙、针/齿排数及配比组合;增大齿密实际上是减小了齿隙,从而使分梳细致,但也会对纤维造成损伤,使锡林针布易嵌花、针齿易损伤。
锡林金属针布的发展趋势是在适当增大齿密的同时,也从以下方面改进:① 减小纵向齿距,增加总的针/齿排数,利用更多的针/齿侧面摩擦使纤维伸直。② 适当缩短第1、2组针/齿的梳理弧长,增加第3、4组针/齿的梳理弧长,以增加细梳区和精梳区长度。③ 基部宽变小,增大总齿隙,并把这些空间分隔成更多的单元,而单个齿隙宽度并没有减小;第1组齿隙由0.25 mm增大到0.30 mm,第3、4组齿隙由0.15 mm增大到0.20 mm。这样既能容纳更多的纤维,又能把纤维丛分割成更多的纤维束,并使纤维容易沉入齿隙,减少纤维损伤,并降低嵌花。
从表1中列出的德国施尔不同型号的精梳锡林针布参数,可以发现齿隙的变化,以及预梳区、粗梳区、细梳区、精梳区和总针排数的变化。
表1 德国施尔不同型号精梳锡林针布的参数

型号总齿数总排数第1组第2组第3组第4组齿密排数齿隙齿密排数齿隙齿密排数齿隙齿密排数齿隙907525 520422550.2562100.2597120.20139150.15909527 440452550.2562100.25125150.20139150.15960230 560515290.3088120.2597120.20145180.20960532 480545290.3088120.25125150.20145180.20960839 120615290.30125150.20145180.20171190.15980842 640645290.30125150.20171190.15189210.15
2.1.4.2棉精梳机锡林金属针布针/齿组合理念
a) 棉精梳机锡林金属针布第1组针/齿间隙不应过小;因为小卷中的纤维比较紊乱,过小的齿隙会造成更多的纤维断裂、沉入齿隙。第1排针/齿主要是握持纤维丛并张紧,以便于纤维丛沉入后面的齿隙中,如图8所示。

图8 第1排针梳理
b) 第2、3组齿密不能相差太大;因为锡林金属针布在对纤维梳理过程中,纤维是被逐渐减小的齿隙分离成更小的纤维束(见图9),当两组齿隙相差0.10 mm,且齿隙均小于0.25 mm时,两组针/齿连接处的纤维束分解幅度过大,当纤维线密度稍大、小卷定量较大、短绒含量较高、含糖量较高、齿隙间的充满系数(充塞度)达到15%以上时,就会加剧针/齿阻塞、嵌花的可能。
c) 锡林针布每组针/齿的偏转角度要合理设计,一般预梳区针/齿偏转角度为0°,梳理区针/齿偏转角度从1°~3°不等。不同器材厂家的认知理念也不同,但有一点是一定的,偏转角度小会减小齿隙对纤维束的摩擦力而不利于纤维的伸直;偏转角度大会带来纤维束阻滞、充塞加剧。这一点使用者应与器材供应商合作,对此做出合理的改变以适应自己工厂、原料的需求。

图9 纤维束逐渐分离
d) 喂入纤维棉结太多会降低梳理质量,棉结会在牵伸过程中阻碍纤维正常变速而形成粗节,同样也会在梳理过程中阻碍纤维正常运行与沉入齿隙,使其得不到有效分离与梳理;针/齿握持梳理松解部分棉结(大而松散的),也会有部分沉入齿隙,还有部分被毛刷刷走排除,且有部分棉结体积小于最小齿隙而进入精梳条。每松解或排除1个棉结,就会有几十、上百根纤维浮于针/齿上方滑过而少一次有效梳理,以至影响纤维的伸直度和分离度,见图10和图11。

图10 棉结影响纤维沉入齿隙

图11 棉结被针布松解、排除
e) 当增大齿密和工作角、变速梳理时,会加剧纤维的破坏、产生更多的短绒,短绒不会留在精梳条里,而是被排除到落棉里,造成落棉纤维长度短、短绒率高,被厂家炒作成一个落棉中长纤维少的卖点。
2.1.5棉精梳机顶梳
顶梳是一排扁形的前后两侧呈圆弧面的钢针,在精梳机梳理中作用很大。顶梳主要在纤维分离结合过程中梳理分离纤维丛的尾端,把长度小于钳板钳口到分离罗拉钳口的纤维阻梳到剩余纤维丛中(不可能把所有的短纤维都阻梳在后面的须丛里),待下一个梳理阶段被锡林金属针布梳理、排除;针/齿左右侧面长度与表面粗糙度、齿隙大小均影响纤维的伸直度和纤维阻塞的发生。
2.1.5.1顶梳密度
顶梳同锡林金属针布一样,利用针/齿间狭小的齿隙来分离、摩擦伸直纤维并阻留住短纤维。顶梳针密增大的最佳方法不是单独增加针/齿数,而是增大总齿隙空间,并把这个空间分隔成更多的单元,以增强顶梳的梳理能力;因此,现在的顶梳针/齿更薄、密度更大,平行齿隙宽度却未变化。
2.1.5.2顶梳的选配
顶梳的选配应与锡林金属针布相适应,若顶梳齿隙为0.15 mm会使更多的短纤维阻留,而锡林最小齿隙为0.20 mm,则无法有效地排除顶梳阻留到纤维丛里的短绒,从而增大顶梳嵌花的可能性;当前进给棉时,更容易发生顶梳嵌花问题。若锡林最小齿隙为0.15 mm,并且这组针/齿排数多,那么就会增加因顶梳阻留到纤维丛里的短绒阻塞而造成锡林嵌花的可能。
2.2弹性盖板针布
弹性盖板针布的针密λ、工作高度(包括上膝高h2、下膝高h3)、工作角α、侧磨系数和梳针密度分布型式等均关系到弹性盖板针布梳理(握持和释放)纤维的能力及是否容易充塞。
2.2.1针密λ
针密λ对盖板的梳理能力影响较大。针密与梳针密度分布型式代表着不同的横向针距,而横向针距要与锡林金属针布的横向齿密相匹配;否则,会影响梳理效果及锡林金属针布与盖板针布握持纤维的能力,造成锡林金属针布和弹性盖板针布握持纤维不均衡。如:AC2030×01550型锡林金属针布横向齿隙为0.5 mm,配针密为550针/(25.4 mm)2的弹性盖板针布,其横向针距为0.25 mm,会造成弹性盖板针布的抓取能力强而盖板花量大、充塞盖板;配针密为360针/(25.4 mm)2的弹性盖板针布,其横向针距为0.65 mm,会造成锡林金属针布抓取能力强而纤维转移梳理不足、盖板花易脱落。
2.2.2正、反转回转盖板的梳理效能
a) 回转盖板正转:清洁盖板进入主梳理区最先接触的是未经过充分梳理的纤维束,锡林金属针布握持的纤维向隔距较小的趾端转移梳理,未被握持的、相对较大量的短纤维也最先充塞到趾端;随着回转盖板向前运行,锡林金属针布表面纤维负荷降低,这时虽然趾端已经充满短纤维,而相对于较薄纤维层和少量的短纤维,还是与隔距较小的趾端针布发生转移梳理与提取,回转盖板正转短纤维在趾端较多而踵端较少,踵端针布的利用率不高。
b) 回转盖板反转:清洁盖板进入主梳理区最先接触到的是经过充分梳理的纤维束,锡林金属针布握持的纤维也是向隔距较小的趾端转移梳理,未被握持的、相对较少量的短纤维也最先充塞到趾端;随着回转盖板向后运行,锡林金属针布表面纤维负荷增大,这时趾端已经充满短纤维,相对较厚的纤维层和大量的短纤维会向踵端针布发生转移梳理与提取,回转盖板反转踵、趾两端短纤维均较厚,踵、趾端针布的利用率都很高。
回转盖板进入主梳理区后,纤维会快速充满盖板针布针隙,约前5根回转盖板会被短绒和杂质充塞,在以后的运行中更大地发挥梳理功能,而仅少量地容纳部分短绒;杂质由于离心力的作用会挤入回转盖板针隙,不会因其充塞而进入到更深的梳理区。
2.2.3回转盖板弹性针布变前角植针
根据回转盖板踵趾两端梳理与排除负荷不匀衡的问题,可以考虑采取变前角植针方式加以弥补,踵端前角设置为18°甚至更小一些;趾端前角设置为15°,或许会收到不同的效果。
2.2.4弹性盖板针布与齿条盖板针布混用
纺化纤或其它非棉纤维时,由于纤维中杂质、棉结、短绒含量相对较少,要做到增加梳理、减少排除,一般采取:① 增大回转盖板—锡林隔距,会造成纤维的搓擦而产生棉结,一般不采用;② 降低回转盖板线速,回转盖板线速降低会缩短盖板清洁周期,也会影响梳理效果;③ 降低回转盖板针密,减小盖板钢针前角,甚至用尖劈形的针尖,既影响梳理,更影响回转盖板对短绒的握持,导致有时会出现盖板花起伏、被锡林金属针布再次带走的问题;④ 在工作盖板中穿插未包覆针布的盖板,会降低梳理功能,光面盖板处隔距过大,将造成锡林金属针布表面纤维的起伏、搓擦而形成棉结。
要求弹性针布同时具有良好梳理与释放功能是矛盾的,采用一种针布是很难完成的。那么,若借用上面锡林金属针布设计的思路,由不同的针布来完成相互矛盾的两个工作,根据需要在回转盖板间穿插一定数量的、特殊设计的齿条盖板,其它回转盖板针密、针布前角均不用太小,依然由弹性盖板针布完成良好的握持与梳理工作,由齿条盖板补充梳理而不握持,这样梳理度基本未降低,而回转盖板握持数量的减少将降低盖板花量,达到不降低梳理度而降低排除量的目的。
3 结语
3.1短流程清梳联系统的高质、高效性及广泛适用性是个值得研究的课题,而对打手的型式、形状、密度、排列及固装方式进行尝试,也许会是解决这一课题的方法之一。
3.2金属针布在梳理机上的广泛应用,极大地提高了梳理机的产质量,是梳理设备的一次里程碑式变革。改变固有理念,对包括弹性针布在内的梳理针布的齿形、变工作角植针、安装位置和交叉混用等进行尝试,也许会达到我们想要的结果。同时,针布磨损的分析与研究,也会帮助我们更好地进行针布的设计与应用。
3.3精梳锡林针布优化设计的趋势是减小纵向齿距,增加总针/齿排数,适当缩短预梳区、粗梳区的梳理弧长,使齿条基部宽变小,增大总齿隙,将这些空间分隔成更多的单元,而其单齿隙宽度并未减小。
3.4精梳锡林针布与顶梳针布的选用要搭配合理,根据原料性质、结构选用合理的锡林针布密度、组间齿隙差,以避免锡林嵌花、充塞问题的发生。
3.5纺纱生产在一定意义上讲是一种平衡控制方法。生产中,我们总是想做到多排除和少打击,多梳理和少损伤,多控制短纤维又不能影响长纤维,这在实际中是很难控制的。因此,我们在选择纺织器材与工艺方法时要做恰当取舍。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
棉纺织技术(2021年12期)2021-12-20
纺织器材(2021年5期)2021-11-11
东坡赤壁诗词(2020年5期)2020-11-06
机械工程与自动化(2020年1期)2020-03-22
水运工程(2020年2期)2020-02-26
棉纺织技术(2019年10期)2019-10-22
物流技术与应用(2019年6期)2019-07-16
科技创新与品牌(2017年3期)2017-04-27
