
挤压参数对酿造酱油原料糊化度的影响
2019-04-09 05:10曹燕飞张天语张凤婕任妍妍李宏军
中国酿造 2019年3期
曹燕飞,张天语,张凤婕,任妍妍,李宏军*
(山东理工大学 农业工程与食品科学学院,山东 淄博 255049)
酱油是富含氨基酸、酯类、维生素、磷等多种营养成分的调味品[1],传统的酱油是以大豆或豆粕等为原料,以麸皮、面粉等为辅料,经过蒸煮处理后进行制曲、发酵、过滤、灭菌等过程酿制而成。近几年来,由于大豆或豆粕的价格随着市场的需求量日益上涨[2],因此,酿造酱油需要找到新的蛋白质原料。芝麻粕是生产芝麻油后的副产物,其中蛋白质含量>40%,代谢能低于花生、大豆饼粕,约为9.0 mJ/kg[3],还含有丰富的必需氨基酸、木酚素、维生素E、B族维生素以及部分矿物质等[4]。将芝麻粕作为酿造酱油的原料,不仅可以开发新的蛋白质资源,而且可以开发新型酱油。
挤压加工是混合物经搅拌、加热、杀菌、膨化等过程的技术,在水分、压力、温度及剪切力的联合作用下[5],物料的蛋白质、淀粉等成分发生了变化,蛋白质在挤压过程中发生降解,溶解出一些小分子变性蛋白质,更易被蛋白酶所消化[6]。淀粉在温度与水分作用下发生糊化,分解成还原糖和糊精[5],并在淀粉颗粒上形成片层状的疏松海绵体结构,体积会膨大几倍至几十倍,从而有利于微生物的生长繁殖,缩短发酵周期[7-8]。采用挤压技术处理酿造酱油的原料,可以使蛋白质适度变性、淀粉糊化,同时起到杀菌作用。与传统蒸煮法相比,可以简化工艺,节省劳动力[9],同时赋予酱油特有的香气。
利用挤压膨化技术对芝麻粕、面粉混合物进行预处理,以挤出物糊化度为考察指标,采用SAS9.1软件对试验数据进行分析,利用Box-Behnken试验研究挤压温度、螺杆转速、面粉含量、含水量4个挤压参数对挤出物糊化度的影响规律,通过回归寻优获得最优的挤压工艺参数,为挤压技术运用于酱油酿造提供参考依据。
1 材料与方法
1.1 材料与试剂
芝麻粕:淄博十里香食品有限公司;面粉:淄博云海面粉厂。
1.2 仪器与设备
单螺杆挤压机:山东理工大学食品加工实验室自制;GSP-9160MB电热恒温培养箱:上海博迅实业有限公司;AUY-220型电子分析天平:日本岛津公司;DL-1型万用电炉:北京市永光明医疗仪器厂;FZ102型小型植物粉碎机:天津市泰斯特仪器有限公司。
1.3 试验方法
1.3.1 挤压膨化的工艺流程
芝麻粕→粉碎(过60目筛)→面粉混合均匀,并调节含水量→挤压膨化→冷却→密封储存
1.3.2 挤压参数优化单因素试验
分别考察挤压温度、螺杆转速、面粉含量、含水量对挤出物糊化度的影响。
挤压温度对挤出物糊化度的影响:固定螺杆转速为200 r/min、面粉含量为26%、含水量为21%,分别考察挤压温度(70℃、80℃、90℃、100℃、110℃)对挤出物糊化度的影响。
螺杆转速对挤出物糊化度的影响:固定挤压温度为90℃、面粉含量为26%、含水量为21%,分别考察螺杆转速(140 r/min、160 r/min、180 r/min、200 r/min、220 r/min)对挤出物糊化度的影响。
面粉含量对挤出物糊化度的影响:固定挤压温度为90℃、螺杆转速为200 r/min、含水量为21%,分别考察面粉含量(20%、23%、26%、29%、32%)对挤出物糊化度的影响。
含水量对挤出物糊化度的影响:固定挤压温度为90℃、螺杆转速为200 r/min、面粉含量为26%,分别考察含水量(15%、18%、21%、24%、27%)对挤出物糊化度的影响。
1.3.3 挤压参数优化响应面试验设计
根据单因素的试验结果,以挤出物糊化度(Y)为考察指标,选择挤压温度(A)、螺杆转速(B)、面粉含量(C)、含水量(D)为挤压参数,利用Design-Expert8.05b中的Box-Behnken进行响应面试验设计,响应面试验因素与水平见表1。

表1 芝麻粕酿造酱油挤压参数优化响应面试验因素与水平Table1 Factors and levels of response surface tests for the optimization of extrusion parameters in soy sauce production with sesame meal
1.3.4 测定方法
采用糖化酶法测定挤出物糊化度[10-11]。
2 结果与分析
2.1 单因素试验结果与分析
2.1.1 挤压温度对挤出物糊化度的影响
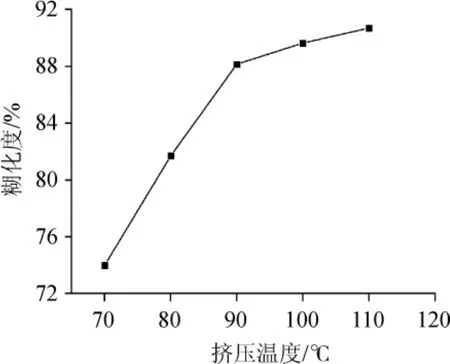
图1 挤压温度对挤出物糊化度的影响Fig.1 Effect of extrusion temperature on gelatinization degree of extrudate
由图1可知,挤出物的糊化度随着挤压温度的升高呈现先快速增加后趋于平缓的趋势,可能是因为增加机筒温度会提高物料的能量以及促进淀粉糊化,所以挤出物的糊化度增加[12];挤压温度为90℃时,淀粉糊化度达到最高,为88.17%;当挤压温度超过90℃时,随着温度的增加挤出物糊化度增加速度变得缓慢,这是因为部分淀粉在过高的温度下会分解,形成不被检测的水溶性碳水化合物,所以导致糊化度增加速度下降[13]。因此,选择挤压温度为90℃适宜。
2.1.2 螺杆转速对挤出物糊化度的影响

图2 螺杆转速对挤出物糊化度的影响Fig.2 Effect of screw speed on gelatinization degree of extrudate
由图2可知,挤出物的糊化度随着螺杆转速的增加呈现出先增加后减少的趋势,螺杆转速在200 r/min时糊化度达到最高,为88.46%。原因可能是随着螺杆转速加快,物料受到的剪切力增大,导致淀粉颗粒破损程度增大,加速了淀粉颗粒的分解,从而增加糊化度;当螺杆转速较大时,物料在挤压腔内滞留时间缩短,导致糊化不完全,使挤出物糊化度下降。因此,选择螺杆转速为200 r/min。
2.1.3 面粉含量对挤出物糊化度的影响
由图3可知,挤出物的糊化度随着面粉含量的增加呈先增加后减少的趋势,面粉含量为20%和32%时,挤出物糊化度都比较低,说明过多或过少的面粉都会使糊化度下降。面粉含量为26%时,挤出物糊化度达到最高,为85.52%。可能是因为面粉比例过低时,吸收的能量少使得淀粉糊化度不高,面粉比例过高时,部分淀粉与蛋白质发生反应导致淀粉损失,使得淀粉糊化度降低。因此,选择面粉含量为26%。
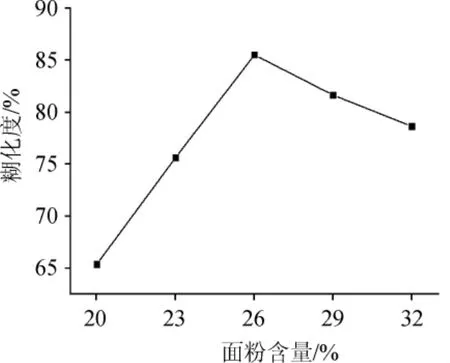
图3 面粉含量对挤出物糊化度的影响Fig.3 Effect of flour content on gelatinization degree of extrudate
2.1.4 含水量对挤出物糊化度的影响

图4 含水量对挤出物糊化度的影响Fig.4 Effect of moisture on gelatinization degree of extrudate
由图4可知,挤出物的糊化度随含水量的增加呈先增加后减少的趋势,含水量为21%时,挤出物的糊化度达到最高,为90%;含水量>21%之后,挤出物的糊化度呈现出下降的趋势,原因可能是当物料的水分含量较高时会增加物料湿度,减少物料与挤压机的摩擦力,降低机筒内物料黏度,导致其在挤压机内停留的时间减少,使物料在进入模口处时,无法达到高温高压的合适状态,从而降低了糊化度[14-15],故选择物料含水量21%为宜。
2.2 挤压参数优化响应面试验
将表2中挤出物糊化度的试验结果运用Design-Expert 8.05b软件进行拟合分析,获得回归方程如下:

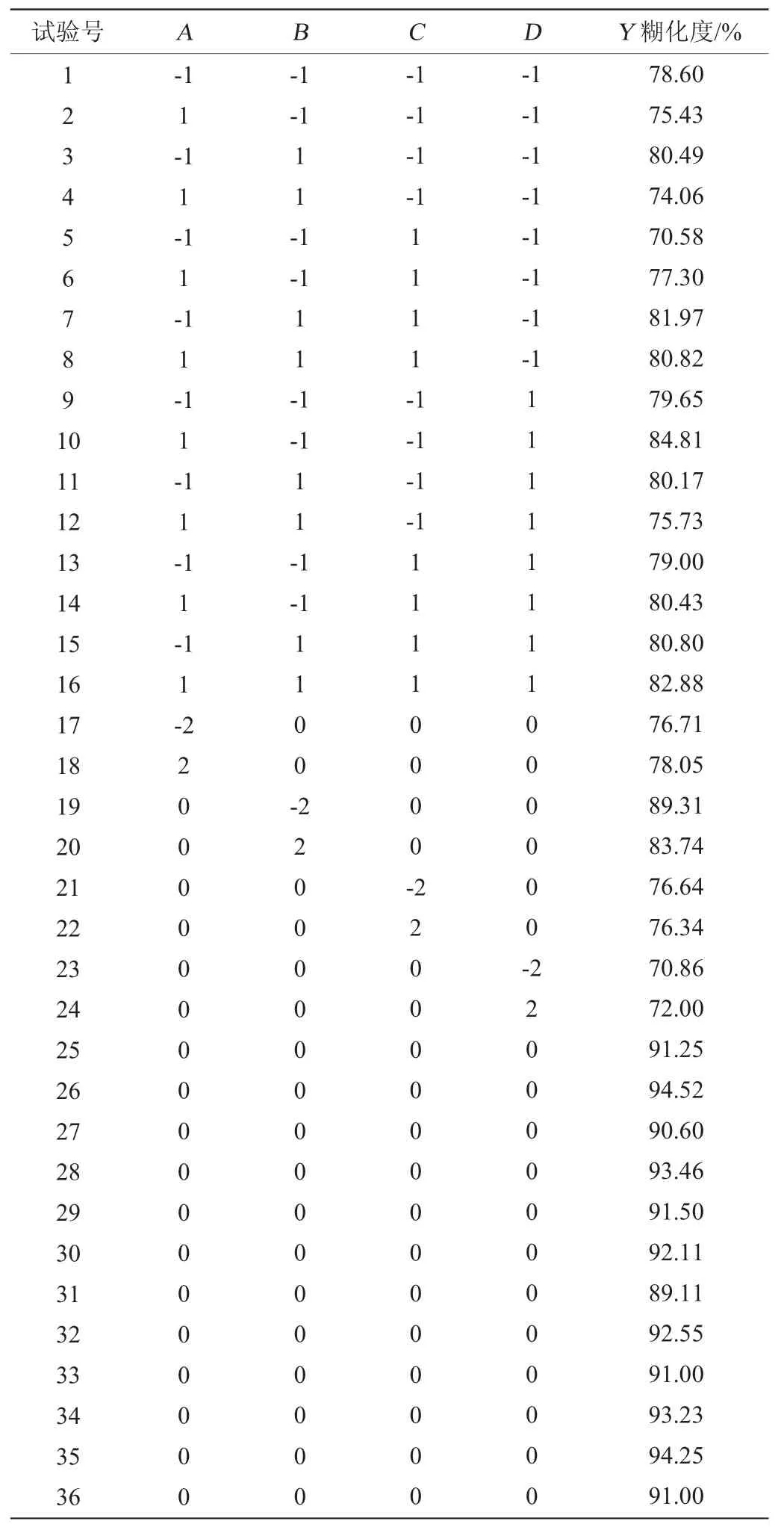
表2 芝麻粕酿造酱油挤压参数优化响应面试验设计与结果Table2 Design and results of response surface tests for the optimization of extrusion parameters in soy sauce production with extruded sesame meal
由表3可看出,影响挤出物糊化度的因素按照主次顺序为D>C>A>B。回归方程模型P<0.000 1,说明该模型极显著,失拟项P=0.078 9>0.05,不显著,表明回归方程合理可行。其中因素D、交互项AB、AC及BD均对结果影响显著(P<0.05),交互项BC、二次项A2、B2、C2、D2均对结果影响极显著(P<0.01)。此模型的决定系数R2=0.953 5,表明挤出物糊化度的实际值与预测值拟合度。综上所述,可以说明所建立的芝麻粕挤出物糊化度的数据与模型相吻合,可以预测分析各因素对挤出物糊化度的影响。

表3 挤出物糊化度的回归模型方差分析Table3 Variance analysis of regression model for gelatinization degree of extrudate
根据回归方程绘制响应面分析图,以确定挤压温度、螺杆转速、面粉含量、含水量对挤出物糊化度的影响,响应曲面和等高线见图5。
由图5可知,当挤压温度保持不变时,挤出物糊化度随面粉含量的增加先增加后减小;而当面粉含量保持不变时,挤出物糊化度随挤压温度增加逐渐增加,在温度为90℃左右时达到最高值,超过该温度后随着挤压温度的升高挤出物糊化度逐渐降低。原因是挤压温度太高时发生美拉德反应,同时导致部分淀粉焦糊化,芝麻粕等混合物中水分较早就会蒸发,使淀粉糊化度降低,该结果和王庆等[16]的研究结果趋势相似。当挤压温度保持不变时,挤出物糊化度随着含水量的增加先增加后减少,原因是含水量低时,增加水分会促进淀粉的糊化程度,但随着含水量的增多,物料在挤压机内的停留时间因摩擦产生少量的热而缩短,导致挤出物糊化度减少[17-18];当含水量一定时,随着挤压温度上升使挤出物糊化度达到最大值后逐渐减少。当挤压温度一定时,挤出物糊化度随着螺杆转速的增加而不断上升,达到最高后又开始减少。这是由于物料与挤压机筒以及螺杆之间的剪切和摩擦作用会随着螺杆转速的增加而增强,使淀粉颗粒能够充分的分解和糊化,但螺杆转速超过一定范围后会使物料在挤压机内的停留时间短而从机筒壁吸收较少的热量,导致挤出物膨化物中淀粉糊化度降低[19]。当螺杆转速保持不变时,随着挤压温度的增加,糊化度先增加后减少。当含水量固定在一定水平时,挤出物糊化度随面粉含量的增加而增加,当面粉含量增加到26%时达到最大值,之后随面粉含量的增加而下降;这是因为物料在挤压机内的停留时间和填充程度会受面粉含量的影响,进而影响挤出物糊化度[20]。当含水量一定时,挤出物糊化度随面粉含量的增加呈现拱形趋势。
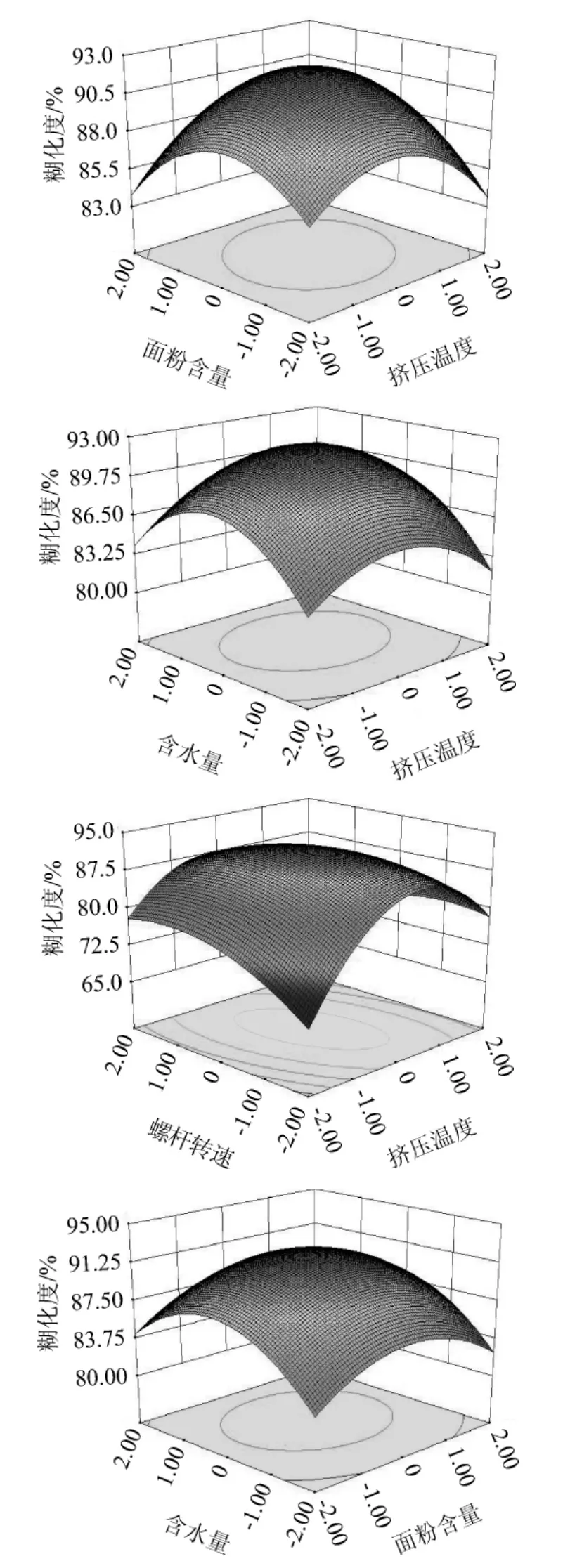
图5 挤压温度、螺杆转速、面粉含量、含水量交互作用对挤出物糊化度影响的响应曲面与等高线Fig.5 Response surface plots and contour line of effects of interaction between extrusion temperature,screw speed,flour content and moisture on gelatinization degree of extrudate
根据Design-Expert8.05b软件分析,最佳挤压参数为挤压温度为90℃、螺杆转速200 r/min、面粉含量26%、含水量21%,此条件下糊化度的理论值为92.05%。
2.3 验证试验
在最优挤压条件下进行验证试验,通过3次平行试验,测得实际的挤出物糊化度平均值为91.23%,与预测值92.05%接近,误差<5%,因此,建立的回归模型是合理有效的,具有实际应用价值。
3 结论
利用挤压膨化技术对芝麻粕、面粉混合物进行处理,以挤出物糊化度为考察指标,以挤压温度、螺杆转速、面粉含量、含水量为挤压参数,运用Box-Behnken试验设计原理对挤压芝麻粕酿造酱油中挤压参数进行优化,建立了二次多项式模型,并证明了该模型具有可靠性。确定最佳挤压工艺参数:挤压温度为90℃,螺杆转速为200 r/min,面粉含量为26%,含水量为21%。在此优化条件下,挤出物的糊化度为91.23%。
猜你喜欢
环球时报(2022-12-30)2022-12-30
机械工业标准化与质量(2022年7期)2022-08-12
商品与质量(2021年43期)2022-01-18
防爆电机(2021年3期)2021-07-21
红领巾·萌芽(2021年2期)2021-04-22
小学生学习指导(高年级)(2019年5期)2019-11-27
金桥(2018年9期)2018-09-25
科技与创新(2017年11期)2017-07-01
故事大王(2016年10期)2016-11-07
文理导航·趣味课堂(2016年6期)2016-09-09
