遗传算法在男西裤生产流水线平衡中的应用
2019-03-13 02:21赵维强陶惠绢曹进露赵丹萍朱静云
山东纺织科技 2019年1期
杨 艳,赵维强,陶惠绢,钱 惠,曹进露,赵丹萍,朱静云
(江苏阳光集团有限公司,江苏 江阴 214426)
1 引言
流水生产线是一种先进的生产组织形式,有利于机器设备和人力的充分利用。流水线不畅通,就会发生误工情况,导致生产效率降低,生产受阻。在服装生产过程中,缝纫车间流水线的平衡是其关键环节,如何合理地组织缝纫生产,解决好流水线的平衡问题,是提高服装生产效率的关键。
很多研究表明,寻找流水线平衡问题的最优解是非常困难的,最有工程意义的求解算法是放弃寻找最优解的目标,转而试图在合理的、有限的时间内寻找到一个近似于最优、有用的解。近年来这方面已经取得了不少研究成果,特别是模糊逻辑(FL)、遗传算法(GA)、神经网络(NN)、蚁群算法(ACO)、粒子群算法(PSO)等求解方法,为解决较大规模的优化问题提供了比较可行的方法,其中遗传算法在解决流水线平衡问题方面具有较好的效果。本文将遗传算法应用到男西裤生产流水线中,解决并行制造中的流水线平衡问题,以实现对流水线人员的合理安排,并对流水线的工艺进行仿真设计。
2 遗传算法
Srinivas M.等人[1]提出一种遗传算法(Adaptive General Algorithm,AGA),能够使交叉概率Pc和变异概率Pm随群体的自适应自动改变。当种群各个体的适应度趋于一致或者趋于局部最优时,使Pc和Pm增加,以跳出局部最优;当群体适应度比较分散时,使Pc和Pm减少,以利于优良个体的生存。同时,对于适应度高于群体平均适应值的个体,选择较少的Pc和Pm值,使得该优良解得以保护;低于平均适应值的个体,选择较大的Pc和Pm值,增加新个体产生的速度。因此,遗传算法能够提供相对某个解最佳的交叉概率Pc和变异概率Pm。
与其他算法相比,遗传算法的交叉概率与变异概率不是一个固定值,而是按群体的适应度进行自适应调整。遗传算法的交叉概率Pc和变异概率Pm如式(1)、式(2)所示。
(1)
(2)
在上式中,fmax是每代群体中个体的最大适应度值;favg是每代群体的平均适应度值;f′是被选择交叉的两个个体中较大的适应度值;f是被选择变异个体的适应度值。只要设定k1、k2、k3、k4取(0,1)区间的值,就可以实现自适应调整。
从上式中可以看出,当适应度值越接近于最大适应度值时,Pc和Pm的值就越小;当等于最大适应度值时,Pc和Pm的值为零。这种调整Pc和Pm的方法对于群体处于进化后期时比较合适,因为在进化后期,群体中每个个体基本上表现出较优的性能,这时不宜对个体进行较大的变化以免破坏了个体的优良性能结构,但是这种调整方式对于处于进化初期阶段的群体效率较低,使进化走向局部最优解的可能性增加。
实行遗传算法的主要问题包括:问题的编码、适应度函数的构造、初始种群的选取、选择策略、交叉变异算子的选取、交叉变异概率的确定、算法终止条件[2]。
3 问题描述
以男西裤的缝制工艺为研究对象,它由40道大工序按照一定的顺序组成,若将其交给40名员工Pi(i=1,2,…,40)去完成,每人完成一个大工序,因这40个人的技能水平不同,他们完成不同工序所花时间也不同。因此关键在于分配这40道工序到不同的人,并使整个加工时间变到最短。
已知完成各道工序的标准时间给定,令ST(i)表示完成第i道工序100次的标准时间,ST=[41 30 25 42 30 65 28 46 57 58 86 41 37 19 28 30 29 47 64 54 33 20 34 52 47 63 44 36 65 56 38 34 55 57 65 58 36 38 68 67]。工序的生产顺序如图1所示。

图1 男西裤的缝制工序顺序图
其中fi(i∈N,1≤i≤40)表示第i道工序;员工i完成工序j所花的时间,由式(3)确定。
Ti·j=k·STj(k∈R)
(3)
这个问题可以归为组合优化中的旅行商问题(TSP)一类,属于NP-Hard组合优化问题。解决这类问题的方法有很多,如穷举法、贪心法、动态规划方法、分枝定界法等,但是这些方法的目标函数都被定义为线性的。而本问题由于生产工艺的并行性,其目标函数是非线性的,同时随着问题规模的增加,这些精确的数学方法已无法解决此类问题。
已有研究结果表明,遗传算法对求解生产流水线问题具有较好的效果。本文将该算法应用于男西裤流水线,通过优化,自动给出比较合适的交叉概率和变异概率,从而显著提高搜索效率。
4 基于遗传算法的男西裤流水线分析
4.1 编码
本文选用一种基于顺序表达的实数编码方式。染色体的长度等于缝制工序数,全部员工的上岗顺序编码为一组自然数编码的字符串,即染色体;染色体的基因取1~40之间的自然数,分别代表员工1~员工40。例如1,2,3,4……40。
4.2 适应度函数
适配值函数为:
其f(m)表示完成40道工序实际所用去的时间。
f1=T1+T2+T3+T4+T7+T8+T9+T10+T11+T12+T40
f2=T5+T6+T7+T8+T9+T10+T30
f3=T11+T12+T13+T16+T17+T20+T29+T30+T31+T32+T33+T34+T35+T36+T37+T38+T39+T40
f4=T14+T15+T16+T17+T20+T29+T30+T31+T32+T33+T34+T40
f5=T18+T19+T20+T29+T30+T31+T32+T33+T40
f6=T20+T28+T29+T34+T35+T36+T37+T40
f7=T21+T22+T23+T26+T27+T30+T31+T32+T33+T34+T35+T40
f8=T24+T25+T26+T27+T3
4.3 初始种群的选取
初始化种群:初始化种群是将优化问题的一组初始可行解,即全部员工的上岗顺序编码为一组自然数编码的字符串,即染色体;染色体的基因取1~40之间的自然数,分别代表员工1~员工40。初始种群中的染色体随机产生。
把上一步生产的染色体种群按照评价函数进行排序,采用传统的轮盘赌的方式选择产生父代染色体。个体被选中的概率与其在群体中的相对适应度成反比。
4.4 复制算子
从群体中选择优胜个体淘汰劣质个体的操作为选择算子。本文采用精英原则的轮盘赌选择机制,即经交叉后的子代需与父代进行比较,只有当子代的适应值大于父代的适应值时,才用子代代替父代,否则保留父代。
4.5 交叉 变异算子的选取
在男西裤流水线的平衡问题中,由于染色体上每位基因表述的是完成该工序的员工号,所以交叉、变异的概率大小更直接地体现为参与交叉、变异的基因位数的多少。参与交叉、变异的基因位数多,则该工序的操作员工顺序改变大;参与交叉、变异的基因位数少,则该工序的操作员工顺序改变不明显。所以如果不考虑参与交叉、变异的基因位数,则所谓的交叉、变异概率显得毫无意义。因此,把交叉、变异概率理解为参与交叉、变异基因位数的多少。
交叉长度=PC×NUM,变异长度=Pm×NUM
其中PC:交叉概率,Pm:变异概率,NUM:染色体长度。
交叉算子:将获得的父代按适应度值进行排序,让前半部分与后半部分分别进行交叉,在两个交叉的双亲中任意选取一个交叉位置,交叉长度= PC×NUM,再确定另一个交叉位置,由此确定交叉的基因段[3]。其后代在这段基因里的编码按照另一双亲的顺序排列,其余编码的排列顺序不变。因为双亲都是可行解,则通过这样的方法产生的后代也必然是可解行。变异算子:为了加快算法的收效效果,在父代上任意选取一个变异位置,变异长度=Pm×NUM,再确定另一个变异位置,由此确定变异的基因段,在变异的基因段,进行随机排序,得到新的染色体。
4.6 改进的自适应交叉 变异概率的确定
在遗传算法中,个体的适应度值越接近最大适应度值,交叉概率与变异概率就越小;当等于最大适应度值时,交叉概率与变异概率为零[4,5]。这种调整方法在群体处于进化后期时是比较合适的,但在进化初期对进化是不利的,因为在进化初期群体中的较优个体几乎处于一种不发生变化的状态,而此时的优良个体不一定是优化的全局最优解,这增加了进化走向局部最优的可能性。
遗传算法是将交叉概率PC和变异概率Pm分别改为式(4)、式(5),使群体中最大适应度值的个体的交叉概率和变异概率不为零,分别提高到Pc2和Pm2。
Pc=
(4)
Pm=
(5)
当f′=fmax时,Pc=Pc2>0;当f=fmax时,Pm=Pm2>0。为了保证每一代的最优个体不被破坏,同时采用最优保存策略,将其直接复制到下一代中。上式中,取Pc1=0.95,Pc2=0.6,Pm1=0.15,Pm2=0.001。
4.7 终止条件
令fmax[k]为第k代种群中最优个体的适应度值,favg[k]为第k代种群中所有个体适应度值的平均值。分别定义第k(k≥10)代之前的前10代的种群最优适应度值的平均值和第k(k≥10)代之前的前10代的个体适应度值的平均值。
(6)
(7)
5 实验与结果分析
5.1 实验
为了验证上述算法的有效性,用Minitab实现上述算法。在实际生产中,员工的熟练程度接近于标准时间的比较多,本文取:
(8)
其中x是均匀分布与[0,10]之间随机数。通过上式设定的k使员工的实际操作时间处于标准时间的0.5倍~1.5倍的概率为70%,使员工的实际操作时间处于标准时间的0~0.5倍的概率为10%,使员工的实际操作时间大于标准时间的1.5倍的概率为20%。
5.2 结果分析
这里随机选取员工完成各道工序的时间值,其中适应度最高的个体如表1所示。
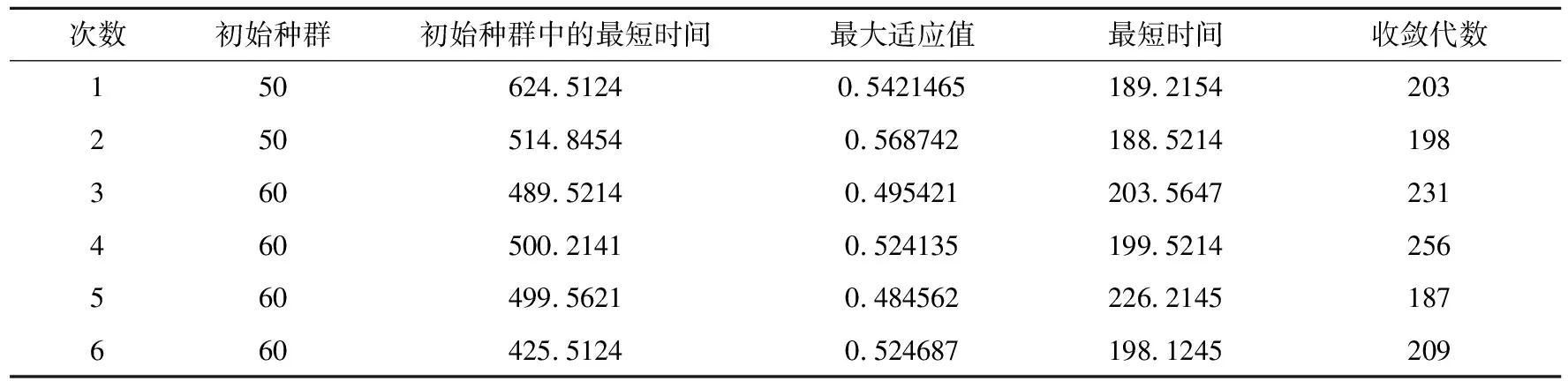
表1 遗传算法分析表
运用遗传算法,得到的最好结果为19-38-15-11-37-30-33-13-6-39-14-23-35-20-5-3-34-21-29-32-22-1-31-26-16-27-36-2-40-24-10-17-25-9-4-8-18-28-12-7,与现有的手工分配相比,时间缩短的很多。
6 结语
文本利用遗传算法解决了男西裤缝制流水线的平衡问题,不需过多的数学计算,且能够在搜索过程中自动给定交叉概率和变异概率,显著提高了收敛速度,且相对于其他方法而言,更容易得到最优解,具有简便高效的特点。
猜你喜欢
——基于人力资本传递机制
贵州财经大学学报(2022年5期)2022-11-16
计算机仿真(2022年8期)2022-09-28
——基于反向社会化理论的实证研究
吉林体育学院学报(2021年2期)2021-06-01
种子(2020年7期)2020-10-09
小学科学(学生版)(2020年2期)2020-03-03
郑州大学学报(工学版)(2018年2期)2018-04-13
——基于子女数量基本确定的情形
中南财经政法大学学报(2017年1期)2017-02-08
中国塑料(2016年11期)2016-04-16
中国资源综合利用(2016年9期)2016-01-22
福建人(2015年10期)2015-02-27