
某电站锅炉前屏过热器爆管原因分析
2019-03-12 04:25
重庆电力高等专科学校学报 2019年1期
(杭州华电半山发电有限公司,浙江 杭州 310015)
某电厂4#锅炉是SG-420/140-M415型煤粉直流燃烧锅炉,п型布置,燃烧器采用四角切向布置的直流燃烧器。炉膛上部出口处按烟气流向分别布置6片前屏过热器,其后布置14片后屏过热器。高温对流过热器布置在折焰角的斜坡上,低温过热器由左右侧包覆、后墙及炉顶过热器所组成。设计过热蒸汽流量420 t/h,过热蒸汽温度540 ℃,过热蒸汽压力13.72 MPa。
前屏过热器在累计运行136 000 h左右,累计启停230余次后发生爆管,从爆破口冲出的高温高压汽流造成附近管排吹蚀,形成二次或三次爆口,机组被迫停炉进行检修。爆管具体位置为前屏过热器由东向西数第四屏的外圈管子定位管。该定位管按管排的结构形状弯制定形固定管排,并在此布置一道焊口。查图纸,钢管材料为10CrMo910钢,规格为φ38 mm×4.5 mm 。爆管时引起该管在焊口附近断裂,连接焊缝侧断口呈椭圆形喇叭状,另一侧断口则已完全展开。爆破口两侧的管子均有明显胀粗现象。
1 断口宏观检查测量
1.1 爆破管的宏观形貌
爆破管及附近因汽流冲蚀管的宏观形貌见图1。图中可见,起始爆破管已完全按轴向展开。
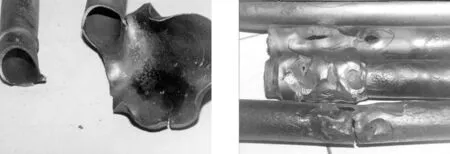
图1 爆破管及附近汽流冲蚀管宏观形貌
1.2 爆口宏观数据实测
割管以后对爆破管及相关的损伤管进行宏观测量检查,图2为爆破管实测数据示意图。爆破口两侧的管子呈明显胀粗状态,实测数据见表1。爆破时强大的高温高压气流冲刷附近管排,引起该屏东西两侧横向水平管、中间U形管弯头内侧等多处泄漏,水平连通管与附近焊件碰撞引起机械损伤。宏观测量数据见表2。
根据以上实测数据分析,在离制造厂焊缝约55 mm处发生爆破,爆口展开处有明显的减薄现象,最薄处仅有1.0 mm,只占原始壁厚的22%,爆口两侧2~3 m范围内的管壁均有胀粗现象,经测量最大胀粗率为10.5%,大大超出《火力发电厂金属技术监督规程》(DL/T 438—2016) 9.3.19条低合金钢管外径蠕变应变不大于2.5%的规定。

图2 爆破口宏观示意图
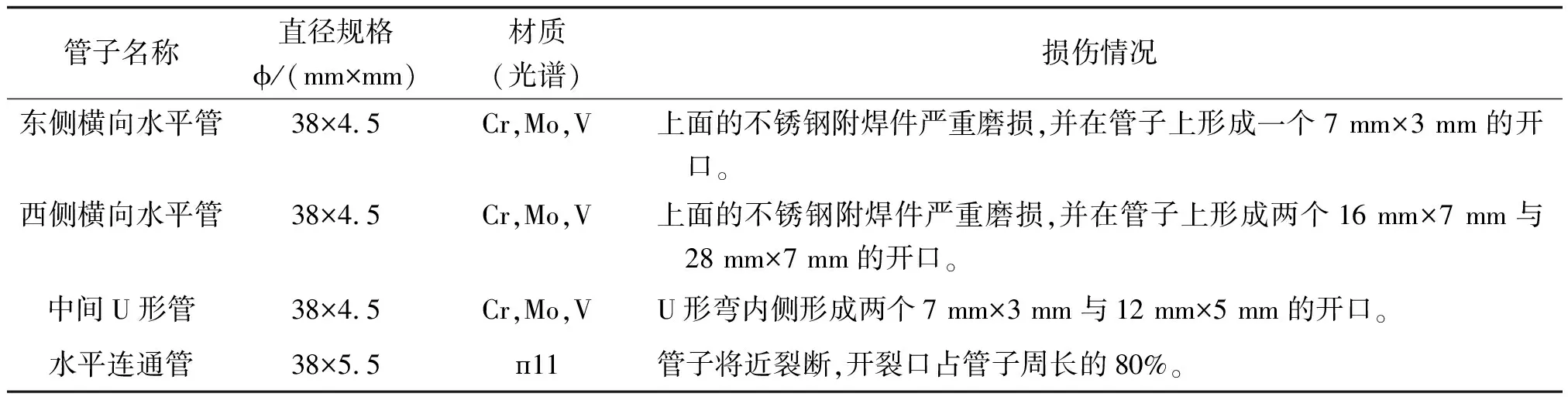
表2 附近冲蚀管宏观实测数据
2 制造厂焊缝存在严重的裂纹性缺陷
爆口附近的焊缝是由制造厂使用碰焊的焊接方法完成的。对该焊缝解剖检查发现,在焊缝根部和外弧表面均有裂纹缺陷,用表面渗透探伤方法进一步检测到裂纹在焊缝中心位置上的连续性。其中焊缝外弧表面裂纹环绕整圈焊缝,焊缝根部的表面裂纹也超过整圈周长的50%,深度均在2 mm左右。图3及图4分别为该焊缝宏观形貌和焊缝裂纹横断面示意图。
3 力学性能试验
为了了解爆破管胀粗段和未胀粗变形管段的力学性能,分别进行了割管试验,取样位置见图2和表3,力学性能试验结果列于表4。

图3 制造厂焊缝内、外表面裂纹宏观形貌
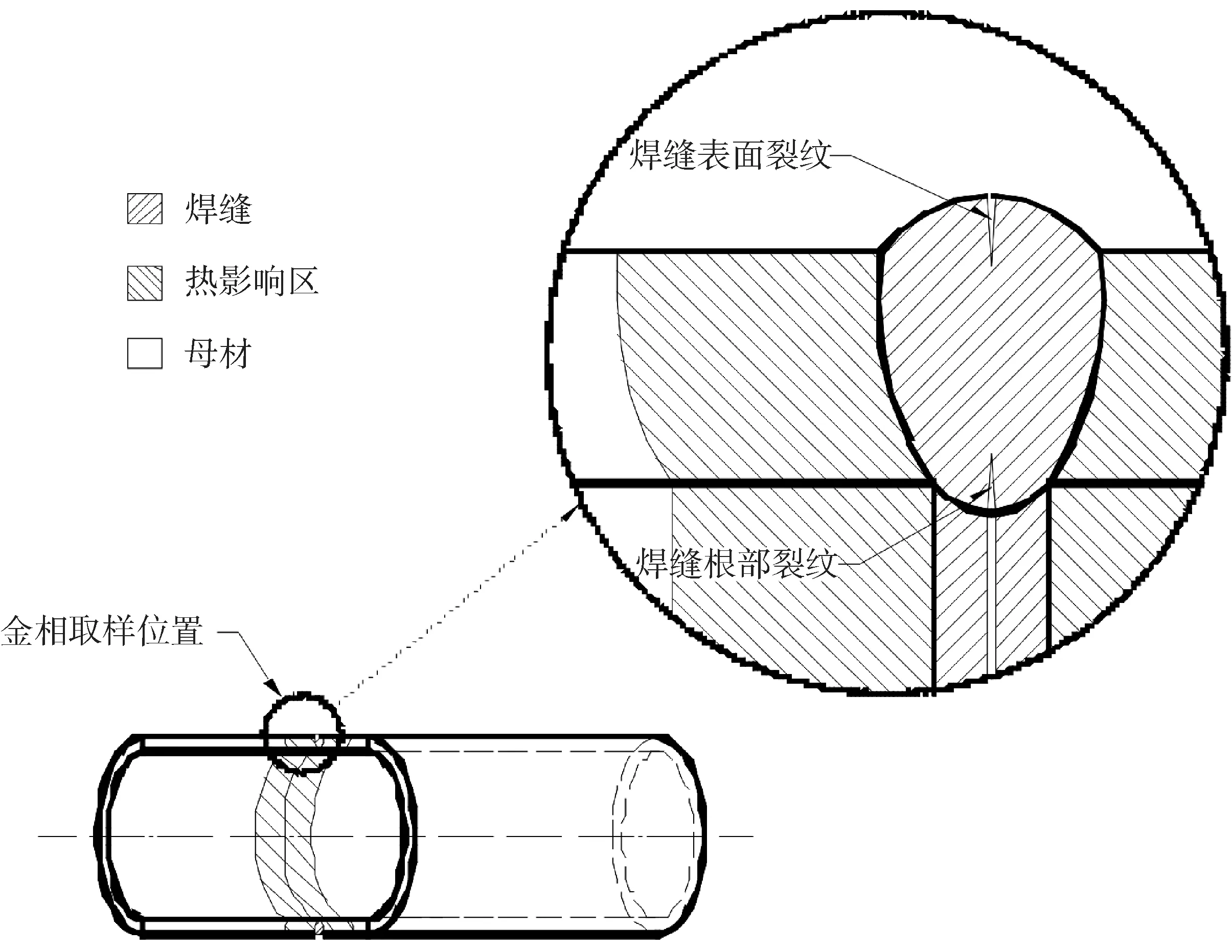
图4制造厂焊缝横断面表面开裂示意图
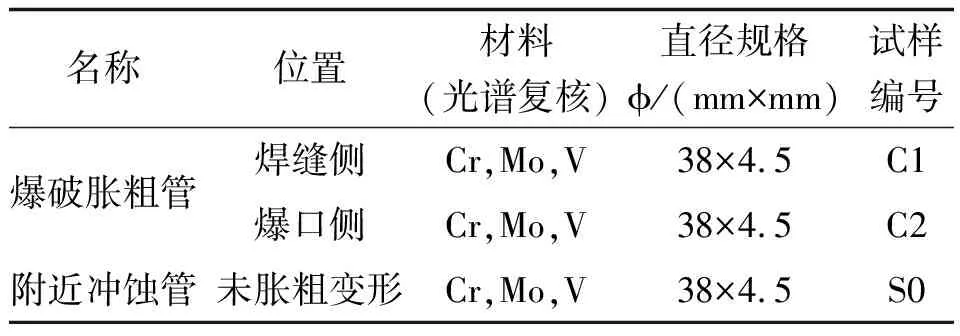
表3 力学性能取样位置

表4 力学性能试验结果

序号试样标号抗拉强度/MPa屈服强度/MPa延伸率/%9S050639226标准规定值470~640≥255≥21
注:标准为《高压锅炉用无线钢管》(GB/T 5310—2017)。
割管光谱材质复核为Cr,Mo,V钢,估计通常为12Cr1MoV耐热钢,与实际提供的技术资料10CrMo910牌号不相符。按12Cr1MoV钢的以上试验数据可以看出,胀粗管和未胀粗变形管在室温下的力学性能均符合标准《高压锅炉用无缝钢管》(GB/T 5310—2017)的技术要求。有资料研究表明:12Cr1MoV在长期的高温高压下运行,当珠光体球化时,将使常温力学性能根据球化等级的不同而相应地下降。但4#炉前屏过热器在运行了136 000 h后,其常温力学性能变化并不是很大,所有技术指标均在合格范围内,说明其还有一定的使用寿命期。
4 金相显微组织分析试验
4.1 微观金相取样的选定
为了进一步分析爆管的原因,在爆破管上的胀粗位置和爆口展开位置,以及其他有代表性的部位分别选取了多个金相试样。为了进行对比,在未胀粗变形的管段上也选取了金相试样。具体位置如图2所示。另外,因为在爆口附近制造厂的焊缝内外表面均发现裂纹,故也对其进行了焊缝横断截面的金相分析。
4.2 微观组织分析
图5所示为未胀粗管的金相组织。由图5可见,珠光体区域内碳化物已经显著分散,珠光体区域形态已经不明显。大部分碳化物已分布于铁素体的晶内或晶界上。按照“12Cr1MoV钢球化级标准”(草案)评定为3~4级。

图5 未胀粗管金相组织400×
图6及图7所示为爆口和胀粗管的金相组织,珠光体也已经分解但其形态仍旧可见。由于管子在爆破瞬间都发生了很大的变形,所以显微组织具有一定的方向性,即组织沿着受力方向发生畸变。
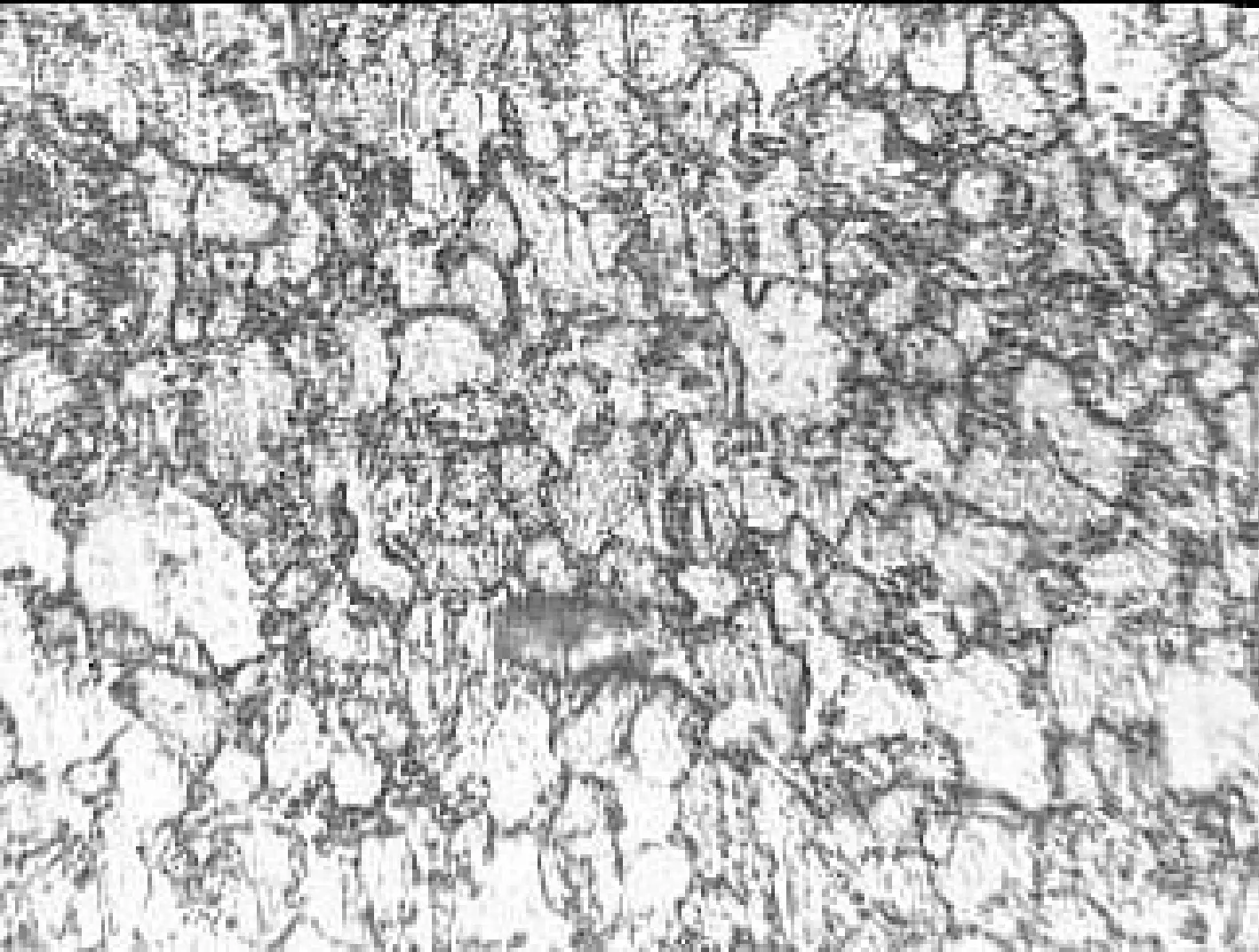
图6 爆口上金相组织 400×
图8~10所示为制造厂碰焊接头焊缝金相组织。由于该焊口采用的是碰焊焊接方法,通电以后加热加压使得两管子端口局部熔化而达到原子间的结合,其热影响区较小,真正组成焊缝的是局部变形隆起的母材,与添加填充金属的焊接接头相比,相当于处在稍离焊缝的母材热影响区上,因此其呈现分布不均匀的不完全正火区的铁素体与珠光体组织。

图7 胀粗管段金相组织 400×
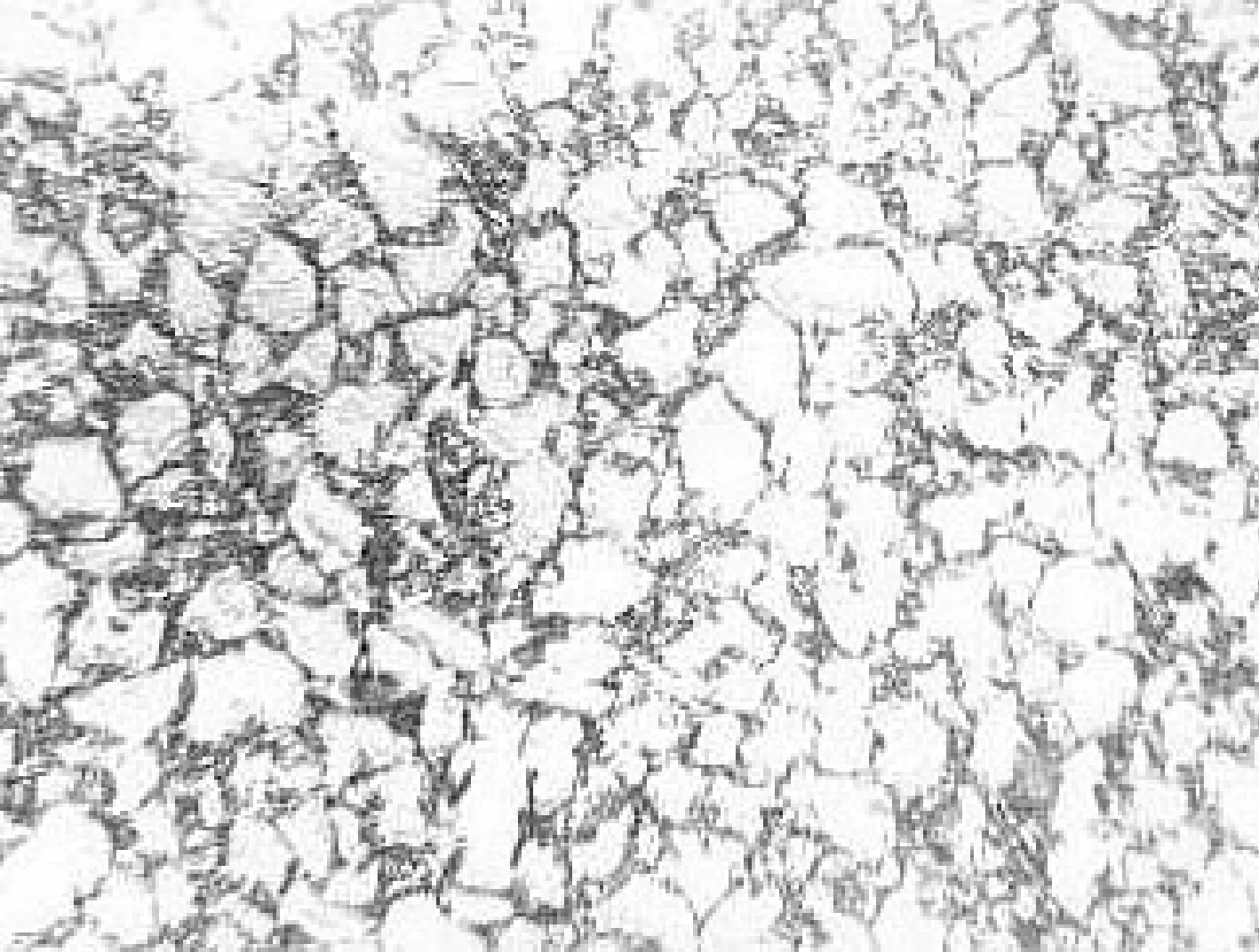
图8焊缝母材金相组织400×

图9焊缝金相组织400×

图10焊缝热影响区400×
图11及图12所示为焊缝的内外表面裂纹缺陷,从中可以看出裂纹已经达到了一定的深度。

图11 焊缝表面裂纹情况 400×

图12焊缝根部裂纹情况400×
5 试验结果
1)宏观检查爆口张开很大,爆破口处管壁明显减薄,最薄处仅为1.0~1.3 mm。爆口光滑,整个管子内外表面均未见较厚的氧化皮,属于典型的短时过热爆口特征。
2)在爆口附近有一制造厂焊口,从焊缝横向取样观测到该焊缝外缘和根部上各有一道深度约2 mm的裂纹,外表面环绕整个管子周长,根部达到周长的50%。且焊缝根部突出,通流面积明显减小。
3)管径测量中发现,爆破管在制造厂焊口两端约3 m范围内有明显胀粗现象,测得管径胀粗直径在Ф39~42 mm,最大蠕变变形约为10.5%。爆口紧挨制造焊口,管壁明显减薄为3.75 mm。其余管子测量均正常。
4)按设计图纸提供的材料规格为Ф38 mm×4.5 mm,10CrMo910钢,而实际光谱材质复核见到明显的Cr,Mo,V元素谱线,说明实际使用材料与设计图纸提供的材料不相符。
5)从金相显微组织可以看到爆破口处和胀粗管珠光体分解,呈中度球化状态。
6)爆口附近和未胀粗管的力学性能试验均符合《高压锅炉用无缝钢管》(GB/T 5310—2017)标准技术指标。
7)管子内弯弧外表面存在多处严重的机械硬伤。
6 原因分析
1)该机组从1984年投运至今已累计运行136 000 h左右,启停230余次。按常规的10×104h设计,12Cr1MoV材料已经达到了设计寿命。
2)屏式过热器布置在炉膛火焰中心上方,受到炉膛直接热辐射,工作环境恶劣。
3)该屏式过热器采用了新型的管子夹管子自身固定结构,用作管夹用的胀粗管两端均定制为“S” 形状弯头,造成蒸汽通流阻力较大,中间又有碰焊焊口布置;减少了通流截面,造成局部超温。
4)从爆口形状及相关试验结果可以确定此次爆管的直接原因是短时超温过热引起,不排除有被异物堵塞的可能性。
7 处理对策
1)加强运行管理,严格控制超温超压运行,建立严格的运行考核制度。在仪表测量的误差、运行调节的迟延、负荷参数的波动等因素的影响下,锅炉不可避免会出现短幅超温、超压,因此应坚决摒弃将温度、压力等参数压“红线”运行的“陋习”。当锅炉发生超温超压或出现运行异常时,要认真做好记录,查找原因,以便为事故分析提供切实可靠的原始依据。
2)建议对锅炉受热面管进行运行状况寿命评估。可用炉管氧化皮厚度测量试验方法进行炉管寿命评估。该项技术是建立在金属运行温度、性能和管壁内氧化皮厚度的对应关系上,通过专用的超声波测厚技术,测得每根炉管内壁的氧化皮厚度及有关技术参数,并计算出锅炉运行时的金属当量壁温,计算出在高度和宽度方向上的温度分布场、应力分布场以及每根炉管的剩余寿命,然后找出哪些炉管处于超温运行状态,提醒材质受损严重需要及时更换,由此减少或防止锅炉“四管”爆泄,提高机组安全、经济性。
3)规范检修工艺,严格把好检修质量关。对于存在磨损、腐蚀、刮伤、变形、鼓包、氧化及表面裂纹等情况的受热面管,应做好记录,情况严重的应及时更换。在安排检修进度时,应充分考虑焊口质量检验时间,提高焊口的一次合格率。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
汽车实用技术(2022年9期)2022-05-20
湖北电力(2021年6期)2021-03-24
石油管材与仪器(2020年2期)2020-05-11
环球时报(2019-09-26)2019-09-26
科技与创新(2019年2期)2019-02-14
海外文摘(2018年11期)2018-11-09
科技风(2018年9期)2018-05-14
建筑建材装饰(2017年4期)2017-05-31
浙江档案(2017年9期)2017-04-23
