
谈无铅焊锡回流焊后锡面发黄
2019-03-01 02:22范银星
印制电路信息 2019年2期
刘 浩 范银星
(深圳和而泰智能控制股份有限公司,广东 深圳 518057)
随着欧美与中国ROHS(欧盟关于在电气电子产品中限制使用等有害物质的指令)法规的进一步加速覆盖,无铅化焊接是推动印制电路板(PCB)生产以及电子组装行业变革与发展的热点。无铅化焊锡与传统的锡铅焊料想比,不仅组成体系不一样,而且在各自性能上存在很大的差异。目前对无铅焊锡体系进行研究与开发,以锡(Sn)金属为基础的无铅焊锡可分为二元体系,三元体系,四元体系,但从低共(晶)熔点,表面张力,熔融焊锡与铜面的接触角度、焊接温度、焊锡助焊剂、润湿时间以及焊点耐疲劳强度方面考虑,三元体系的无铅焊锡被广泛的应用。三元体系的无铅焊锡以Sn-Ag-Cu和Sn-Cu-Ni两者居多。由于银的价格成本因素考虑以及银的焊点光泽度问题,往往PCB无铅热风整平焊锡采用Sn-Cu-Ni三元体系的无铅焊锡。作为兴起的无铅表面处理工艺,其焊料性能方面仍然存在一些不足,最频出现的问题就是下游组装厂商在高温回流焊后,三元体系锡层很容易产生发黄问题。本文从此类发黄的角度,通过理论与实际相结合,探讨如何避免发生此类的异常,满足客户外观要求。
1 无铅热风整平和回流焊过程
1.1 无铅热风整平的过程
先将PCB放置于锡炉挂钩上,将清洁好的PCB浸上助焊剂,浸入熔融的三元无铅焊锡槽,从两个空气风刀之间通过,用空气刀的热压缩空气把PCB上多余焊锡吹掉。排出金属化孔内的多余焊锡,使PCB导线线路上没有焊料堆积,也不堵孔,得到一个平滑均匀而光亮的焊料涂覆层。热风整平焊锡涂覆工艺示意图及设备(见图1)。

图1 热风整平焊锡示意图及设备
1.2 回流焊参数
制程材料:锡膏,品牌:ALPHA。设备链速:(90±10)cm/min(见表1)。

表1 设备设置温度
2 回流焊后锡面焊盘发黄分析
回流焊后外观检查锡面焊盘出现发黄,进行表面形貌观察和成分对比分析(见图2、图3、表2、图4)。
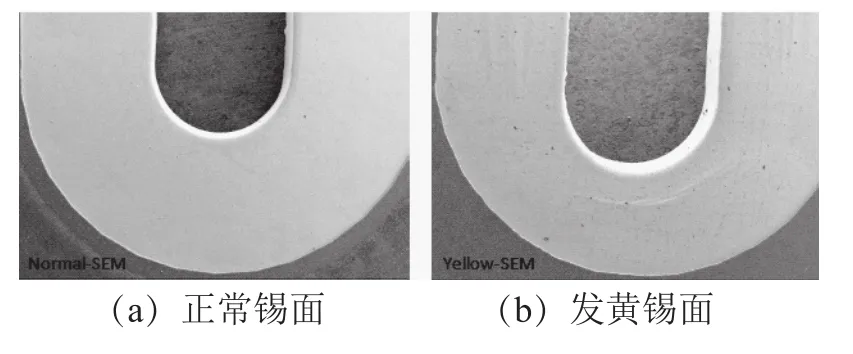
图2 SEM(扫描电子显微镜)锡面形貌
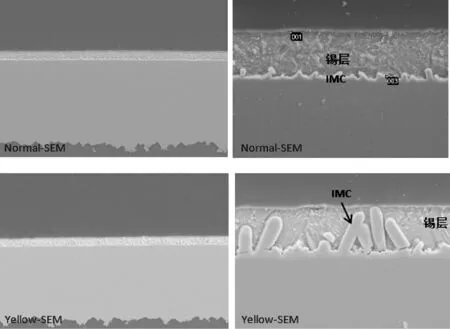
图3 SEM(扫描电子显微镜)焊锡剖面形貌

表2 EDS(电子扩散X射线能谱仪)图谱
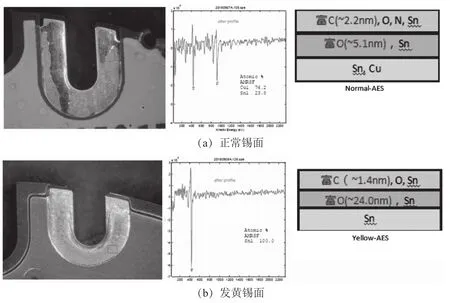
图4 AES(线歇电子能光谱)图谱
测试可见,发黄位置C、O元素含量增多,失效位置的富氧层(氧化层)比正常位置厚很多,表面锡的表面已经氧化。锡的氧化分为常温自然氧化和高温状态氧化,此种锡面层处在不同高温条件下,也会产生不同的氧化程度。因此经过回流焊后,锡面形貌发生了改变,可能是锡面氧化所致,也有可能是锡中间夹着这有机物高温下分解所致。同时锡面回流变色与锡氧化层厚度有很大关系,随着时间的推移以及回流高温次数的增加,发黄程度越来越严重。此外发黄表面EDS-Cu元素,表明存在高温下的合金层生长过快,已生长至锡层表面。
尽管目前下游组装厂为了抑制锡面的氧化程度,回流焊加入惰性气体氮气作为保护气体,但因为产品本身的成本因素,仍然希望上游PCB厂商对于锡面的抗氧化性进行改良。
3 锡面高温下抗氧化弱的原因探讨
3.1 印制板涂覆焊锡厚度
参考美国国家标准ANSI/IPC-SD-320B,其2.10、2.1涂层厚度要求,应以焊料涂层的可焊性为原则。对于锡厚的要求,提高锡厚对于改善锡面发黄问题确实无良好改进,也容易导致SMT(表面安装技术)生产中锡膏熔化的瞬间所形成的表面张力巨大差异,最终导致元件出现立碑效应。(锡厚过薄,IMC(界面合金化合物)向锡面表层迁移。
高温状态下,Cu原子扩散速度要快于Sn原子,加之焊锡槽本身含有Cu,加剧此种现象发生,某种意义上而言,锡面发黄为锡面合金的颜色。下游组装厂商为了延长PCBA(印制电路板组装件)货架寿命,再后续时间进行最后加工焊接,焊盘不允许任何变色。有些上游PCB厂商为了应对此种特殊情况,完成一定锡厚的产品通过高加速寿命试验来观察锡面在持续变化的特定环境的稳定性,为热风整平焊锡质量改善过程中提供参考数据。故需要对焊锡涂覆层的厚度有规定,不能偏薄,一般建议涂覆焊锡层厚度4~5 μm左右。
3.2 添加微量Ge元素
尽管三元合金成分Sn-0.7Cu-0.05Ni复合焊料性能比Sn-Cu优越,但为了进一步提供其复合性能,有研究者往往加入部分微量稀有元素Ge,以此来改良它的润湿性能,融化特性以及力学性能。如下为某大型PCB厂商实际添加Ge焊料的影响,后续将Ge元素列入SPC(统计过程控制)重点管制(见图5)。

图5 添加Ge为0.0078%的焊料试验
进行Ge含量0、0.0027%和0.0078%的试验,Ge为0.0078%的焊料没有锡面发黄。试验表明Ge元素具有表面偏析的特性,当微量元素Ge浓度达到一定范围时,它会在液态Sn 表面高度富集,并形成一种致密的保护性氧化膜,从而提高Sn的抗氧化能力。避免了锡表面与高热空气状态下形成氧化亚锡。焊料供应商推荐水平Ge应达到0.005%~0.008%。
此外,Ge焊料的添加能够较低被金属化合物吸收,让焊料微观组织明显细化,IMC相晶粒尺寸减小到约10 μm,当继续微量添加到质量分数0.1%时,细化的金属化合物均匀分布在晶界处。总之在研究Sn-Cu-Ni焊料过程中,往往希望通过添加第四中元素来改善合金系的各项性能,内部组织得到细化,IMC的生长得到抑制。
3.3 助焊剂残留
对于助焊剂残留类型有极性和非极性残留物,这些残留物经过高温回流焊,不可避免发生氧化分解反应,引起锡面发黄变色。PCB水洗的过程同样是一个稀释的过程。热风整平焊锡后水洗过程控制方面:水的水质(DI水或者自来水或循环水)、水洗的方式(高压水洗或者热水)、水量、时间(可以理解为后处理链速)及水洗后的干燥都需要严格的规范。
有某厂商提供PCB在回流焊后发黄,使用橡皮擦拭后,长时间放置空气无发黄问题。后续查询生产记录,要求后处理SOP(标准作业程序书)速度4~7 m/min,实际6.9 m/min,清洗速度太快,导致助焊剂清洁不尽风险。后续修改MI(生产信息)指示,明确界定此款产品后处理速度为4 m/min,避免助焊剂残留,后续不再发生此类发黄问题。
4 总结
无铅焊锡的锡面回流焊后发黄因素还存在着其它方面几个因素:锡槽换缸频率过长,锡槽除Cu方法频率不足,开缸焊锡杂质多或所补充添加锡条纯度低,助焊剂的抗氧化性差,在高温分解残留或者锡表层由于助焊剂活性弱而发生氧化反应等等。从产生的原因及解决的方法考虑,我们既要从焊锡的组成纯度入手,提供其抗氧化性,也要从热风整平焊锡制程的各个管控点去把握。希望通过此次案例及时分享给同行。如存在不足之处,请不吝赐教,
猜你喜欢
云南科技管理(2022年4期)2022-09-14
机械工业标准化与质量(2022年7期)2022-08-12
陶瓷学报(2021年3期)2021-07-22
机电工程技术(2020年8期)2020-09-25
再生资源与循环经济(2019年5期)2019-01-20
流行色(2018年7期)2018-12-17
科技风(2018年31期)2018-07-09
机械工程材料(2018年1期)2018-01-19
电子制作(2017年20期)2017-04-26
有色金属材料与工程(2015年2期)2015-12-18
