空心辐板机匣的深孔加工工艺研究
2019-01-17 02:08:08黄立林
机械管理开发 2018年12期
黄立林
(中国航发成都发动机有限公司, 四川 成都 610500)
引言
深孔加工技术产生于枪炮管的制造过程,以其高难度、高成本和神秘性而闻名于制造业,成为制造技术中的一朵奇葩。少数跨国公司迄今仍垄断着世界深孔加工装备市场,使深孔加工技术成为制造技术门类中成本最昂贵的技术之一。由于大多数企业无法承受进口装备昂贵的价格和深孔刀具的高售价和高使用成本,因此先进深孔加工技术和高性能价格比的深孔加工装备的短缺,已成为制约我国装备制造发展的瓶颈。
深孔加工技术不仅在轴类零件的加工中涉及较多,在航空发动机空心辐板结构机匣的加工中也涉及到该技术。如某型发动机中介机匣,他是发动机最重要的承力机构,其上支板内部有油路孔用于给轴承输送润滑油。这些油路孔的加工涉及深孔加工工艺。因此,这类机匣加工的难点主要集中在机匣高精度尺寸的控制及深孔的加工工艺上。本文着重研究航空发动机空心辐板结构机匣深孔加工技术,这也是中介机匣这类零件加工技术提升的关键所在。
本文通过对空心辐板结构机匣的深孔加工研究,掌握了深孔加工技术,解决空心辐板结构机匣制造中深孔加工的难题,为空心辐板结构机匣这类零件制造技术的提升奠定良好的基础。
1 深孔加工的特点
在机械加工中,长径比≥5的孔为深孔。深孔加工不仅在轴类零件的加工中涉及较多,在空心辐板结构机匣的加工中也有所涉及。深孔加工对各方面的要求都比较高,比如刀具的选择、机床的转速、冷却液的注入和切屑的处理,其加工方法和效果,对空心辐板结构机匣的加工质量有着重要的影响。因此,深孔加工技术也是中介机匣这类零件加工的关键技术之一,其加工特点在于:
1.1 加工状态不可视
深孔加工过程中,加工操作人员所处的环境都比较特殊,一般情况下,都是封闭式加工,加工时不能直接观察到刀具的切削情况,这就在一定程度上增加了深孔加工的难度。在这样的情况下进行加工,操作人员很难掌握刀具切削的实际过程和实时效果,只能凭经验,听声音、看切屑形态以及观察机床负荷等外部的现象来判断刀具磨损与实际切削过程是否正常。
1.2 排屑难度大
在深孔加工过程中,因加工的非敞开性,排屑非常困难,所以深孔钻排屑一直是比较棘手的问题,处理起来难度非常大。在一定程度上,排屑的顺畅程度直接影响着机械加工的质量和效率。一方面由于排屑的空间有限,在排屑过程中,稍不留神切屑阻塞,就可能造成刀具的损坏[1],要求操作人员在加工中必须用强制性的手段将切屑排除加工区。另一方面,在强制排屑的过程中,由于深孔的形状、长度等不同,造成切屑存在很大差异,影响其排屑效果,要求操作人员在加工中必须具有可靠的判断力来对切屑的形状和长短进行控制。
1.3 切削散热难
深孔加工的主要特点是排屑困难和排屑通道长,零件加工处于封闭切削状态,加工条件恶劣,加工切削热不易散出,且对刀具和零件造成影响,因此,排屑过程中,采取有效的冷却方式来降低切削区温度是关键所在。
1.4 刀杆刚性差
深孔的长径比大,导致深孔钻刀具细长,其刚性差,振动大,会出现钻孔容易走偏的现象[2]。中介机匣上的深孔最大长径比高达64,且使用的钻杆又细又长,刀杆刚性极差、加工时刀杆在切削力的作用下容易产生振动和变形,从而在加工中产生走偏,被加工孔偏斜,孔的尺寸、位置精度及表面粗糙度难以保证。
2 空心辐板机匣深孔加工分析
2.1 深孔的分布
某型发动机中介机匣为空心辐板机匣,材料为铸镁合金ZM5,零件最大直径近1400mm,高度近350mm,零件模型如图1所示,由整体铸件加工而成。
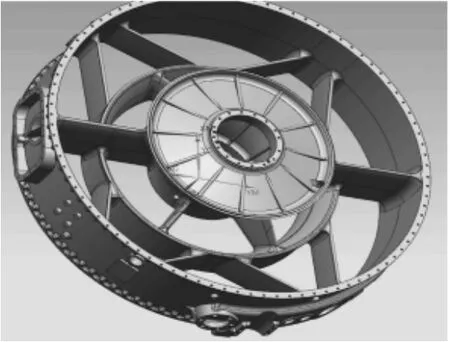
图1 空心辐板机匣模型
在零件支板内部有三处油路孔,均属于深孔,深孔具体位置如图2所示,深孔的表面粗糙度为12.5μm。孔①孔径Φ6mm,深度384mm,长径比为64;孔②孔径Φ8mm,深度125mm,长径比为15.6;孔③孔径Φ5mm,深度289mm,长径比为57.8。
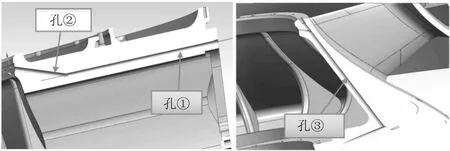
图2 深孔位置分布
2.2 深孔加工工艺分析
三组深孔相互贯通交汇,长径比大于20,最大的长径比高达64,在加工深孔时,极易把孔口钻大和把深孔方向钻偏,而且ZM5铸镁合金在加工过程中不能用冷却液,所以,在加工深孔时,加工温度比较高,容易断刀和钻偏,影响零件的加工质量。
2.3 深孔加工方法
上述分析可见,机匣上的三组深孔均属于小直径深孔。对于小直径深孔的加工,常规考虑选用的方法有采用改进的普通麻花钻与采用枪钻两种。
第一种方法采用改进的普通麻花钻来加工小直径深孔,传统的麻花钻加工存在着很多问题。如刀具横刃太长、轴向阻力大、定心差、主刀刃长等,在排屑过程中,切屑较宽、造成大量卷屑,使排屑困难。因此,就需要对麻花钻的结构参数进行不断完善。同时,根据中介机匣的结构特点和材料特点,对深孔加工考虑选用手动进给的方式,钻头加工到适当深度后,从零件孔中退出,对于铸镁合金在加工中不能用冷却液的中介机匣来说,不仅可以有效的排出切屑,而且可以对工作环境进行有效冷却,之后再开始进行加工。
第二种方法用枪钻来加工小直径深孔,这种采用深孔钻头进行深孔加工的方法比较适合批量生产,可以很大程度地提高效率。对于小直径深孔来说,枪钻是一种可以优先选择的加工方法。不过这对零件的要求相对较高。在枪钻加工的过程中,操作人员都会采用一次进给的深孔钻削方式,不仅要求钻预制孔,同时还要求预制孔的表面粗糙度很高。但是,在枪钻钻深孔的过程中,切屑是被具有一定压力和流速的冷却液冲走的,这个过程是人力无法控制的,很容易造成压力不均,而导致切屑不能及时排出。另外,在加工过程中经常出现枪钻断裂的情况,主要是由于枪钻采用的是自动进给方式,操作者的视线范围受到限制,无法直观地感知切削的进展情况。根据中介机匣的结构特点和铸镁合金材料在加工过程中不能用冷却液,此种方法不适合中介机匣的深孔加工,但适合于其他材料机匣上的深孔加工。
2.4 工艺路线设计
对于结构复杂的空心辐板机匣,除了深孔加工方法的选择之外,在加工过程中,工艺路线的设计十分重要。针对机匣的结构特点和材料特性,在深孔加工工艺路线的设计时,应考虑对深孔加工过程进行分阶段加工,不同的加工阶段,所需要的工艺也有差异,这就需要根据中介机匣零件的实际情况,设计出合理的工艺线路。
通过对机匣的结构和深孔分布位置进行分析,设计出如下深孔加工的工艺路线:
铣平面→钻镗引导孔→钻深孔→扩深孔。
设计该工艺线路的主要思想和各工步的目的如下:
1)铣平面:深孔②和深孔③均属于斜孔,相当于在斜面上钻深孔,为了保证深孔位置的准确性,在钻深孔前,必须对切入端进行一些预加工,如需要先铣加工一个与深孔轴线相垂直的平面,为钻深孔做准备。
2)钻镗引导孔:在钻深孔前先在零件需要钻深孔的切入端,先钻镗一个与被加工深孔直径相同的浅孔作为钻深孔时引导钻头用。
3)钻深孔:在实体材料上粗加工钻深孔,孔直径小于最终尺寸,为精加工留足够的余量,目的是去除孔内大部分余量,为进一步加工做准备。
4)扩深孔:扩孔有纠正孔位置的能力,在粗加工钻深孔的基础上扩深孔,进一步去除全部余量,纠正其位置度,达到设计图要求的尺寸。此工步对于机匣类的深孔可以作为最终精加工。
3 深孔加工难点
解决深孔加工技术的三大难题:钻深孔时出口偏移、连续自动排屑、自动冷却润滑,对于材料是ZM5铸镁合金,加工过程中不能使用冷却液,所以重点解决前两个难题至关重要。
3.1 钻深孔时出口偏斜
根据机匣结构和材料分析,选择采用钻削的方法加工深孔。由深孔钻加工出来的深孔,发生偏斜是难以避免的。该中介机匣深孔的长径均大于20,尤其是孔①的长径比高达64,这说明孔深直径小,导致刀杆细而长,刚性极差,加工时刀杆在切削力的作用下容易产生振动和变形,在加工中产生引偏,极易把深孔方向钻偏斜[3];加之长径比较大,入口处孔轴线微小偏移,到出口处轴线偏移的总误差就很大。且机匣各组深孔是相互贯通交汇的,一旦发生的偏斜会影响零件的加工精度,因此如何防止钻深孔加工的出口偏移是一大技术难题。
3.2 排屑问题
深孔加工在封闭的环境下进行,排屑是否顺畅是实现深孔钻削顺利进行的关键。深孔加工过程中,切屑在孔内,孔深越深切屑排出经过的路线就越长,越不便于排屑,也就越容易发生堵屑现象。一旦出现堵塞,容易产生刀具损坏或钻杆折断,而且会严重影响孔表面质量,降低生产效率,增加加工成本。深孔钻问世以来,排屑问题始终困扰着深孔钻刀具的设计者和使用者,几乎所有的设计方案都是围绕解决这一关键问题展开的。
4 加工工艺研究
机匣的各组深孔相互贯通交汇,对于这些深孔的加工主要需解决钻深孔过程中的偏移和排屑问题。
4.1 深孔偏移的技术解决措施
4.1.1 制定合理的工艺路线
根据机匣的结构特点制定合理的的工艺路线:铣平面→钻引导孔→钻深孔→扩深孔。
1)铣平面。在斜面上钻深孔前为了保证孔位置精度,避免钻头的初始位置走偏,必须对切入端进行一些预加工,先铣加工一个与深孔轴线相垂直的平面,为钻深孔做准备。这项准备工作质量的好坏,对防止钻头的走偏起重要作用。
2)钻引导孔。在铣过的平面上先钻中心孔,再用硬质合金钻头在切入端加工引导孔。在加工引导孔时,为了防止孔位置偏斜,先用长度为10mm的硬质合金钻头加工引导孔,然后再用长度为80mm的硬质合金钻头加深引导孔;引导孔的孔径应稍大于钻头直径,但间隙不可过大;引导孔应通过镗加工,校正其位置精度,确保其与深孔同轴线;引导孔深度至少应覆盖钻头导向部分的1/2。
3)钻深孔。用高速钢的双刃深孔钻头选用合理参数加工钻深孔。在钻深孔时,利用引导孔作为导向加工,此种钻削加工适宜于深孔加工初期的粗加工阶段。
4)扩深孔。机匣试加工时,三组小直径深孔直接采用双刃深孔钻削至最终图纸要求的尺寸,加工后发现,三组孔的孔口均出现孔径变大,孔内表面出现锥形孔的现象。在后续正式零件加工中增加扩深孔工步,减少粗加工留下的加工误差,纠正深孔位置,保证深孔加工精度。
4.1.2 增加钻杆的刚性
选择扭转刚性和弯曲刚性均较高的材料制作专用的刀杆,以提高钻杆的刚性。
4.1.3 减少切入进给量
深孔钻头的钻杆与钻套之间存在间隙,钻杆在进给力的作用下产生弯曲,使钻头切入工件时发生倾斜,导致钻削一开始就产生了钻头走偏。因此,在刚切入工件时,应尽可能采用小的进给量,以降低进给力,避免钻头走偏。
4.1.4 改进的钻头的几何参数
由于机匣的深孔尺寸精度要求较高,有3组孔的尺寸精度为0.18mm,这对钻头的刃磨要求较高,尤其是最后一次扩孔钻头的刃磨,扩孔有纠正位置精度、防止偏斜的能力。因此,钻头磨得好不好直接影响着最后扩孔的尺寸精度和孔表面粗糙度。所以要改进钻头的几何参数:一是两主切削刃上修磨出第二锋角,并在外缘刀尖角处粗糙度达Ra0.4 μm以上,研磨出两边R0.2~R0.5mm圆弧过渡刃,并要求高度保持一致,且两个过渡刃相互对称,以增大刀尖外缘处的强度和耐磨度,减少孔壁残留面积的高度;二是将前端棱边磨窄,改善散热条件,只保留0.1~0.2mm宽度,并用320号以上油石研磨,减少棱边与孔壁的摩擦;三是修磨副切削刃、前刀面和后刀面,最好用400号以上油石研磨各部位光洁度,并达到钻头的各几何参数。
4.2 排屑问题的技术解决措施
4.2.1 采用手动进给的方式加工
深孔加工的非敞开性,排屑更加困难,机匣的结构特点和铸镁合金材料在加工过程中不能用冷却液特点,选择用强制性的手段将切屑排除加工区,手动进给的方式加工,每次都钻削相对适合的深度(这个深度根据加工情况可进行调整),对于中介机匣的加工,当钻头每进刀3mm深度后,需将刀具从零件中退出,排屑并停顿冷却刀具,之后再开始继续循环进行加工。这样对于镁合金材料的中介机匣来说,不仅可以有效排出切屑,而且可以对工作环境进行有效冷却,同时操作者在加工时注意观察刀具的温度变化,若温度太高需等刀具冷却后再加工。
4.2.2 改善切屑形态
深孔加工切削排屑困难,在加工时必须对切削的长短和形状进行控制。要想让切屑顺利地排出,切屑必须具有适当的轮廓尺寸,而且切屑的形态规律一致。通过对机匣铸镁合金材料反复地加工试验发现,其钻孔的切屑一般呈碎末状,加之该材料在加工过程中不能使用冷却液,所以只能采用按一定规律循环地反复进刀、退刀来进行强制排屑。
在不锈钢、钛合金和高温合金等材料的零件上钻削加工深孔时,在各种可能产生的深孔钻的理想切屑形态,如图3所示。其中,以“C形”、“锥状形”片状切屑两种为最佳,其次为短螺卷状。

图3 深孔钻的理想切屑形态
为了获得上述理想的切屑形态,可采取以下三种措施:
1)分屑措施:将外刃形成的切屑分割为2~4条,即把切削刃后刀面磨成台阶,使切屑宽度相对减小,在操作时可依据钻孔直径大小来确定其分割刃的数量,保证排屑顺利。
2)断屑措施:在前刀面上磨出断屑台,让切屑按规律断成小段,使切屑长度相对减小,并受到限制,以便切屑顺利排出。
3)在钻头进给方向施加周期性的脉冲振动,以获得理想的断屑效果。
4.2.3 其他排屑技术措施
在不锈钢、钛合金和高温合金等其他材料的零件上钻削加工深孔时,还可以采用是用枪钻来加工小直径深孔,其切屑是在枪钻的钻削加工深孔过程中被具有一定压力和流速的切削液冲走的;若是用深孔钻来钻削大直径的深孔,还可以采用高压内排屑深孔钻或喷吸钻钻深孔加工技术来解决排屑问题。
5 结语
深孔加工要比一般孔的加工都要困难和复杂,尤其对于空心辐板结构的机匣零件,其孔的长径比大,刀杆细长,刚性差,钻削抖动会使钻头产生偏移。由于材料特殊,钻深孔时必须进行无数次退刀排屑,如稍有疏忽,就会造成切屑在孔中堵塞,切屑和孔壁摩擦力增大,影响孔径精度。通过对空心辐板结构机匣的深孔加工技术研究,掌握了加工小直径深孔技术,解决空心辐板结构机匣的深孔加工难题,为空心辐板结构机匣零件制造技术的提升奠定良好的基础。但由于此方法加工效率较低,今后仍需继续开发更为先进的钻深孔技术,提高深孔加工效率。
猜你喜欢
北京航空航天大学学报(2021年9期)2021-11-02 08:24:28
中国材料进展(2021年7期)2021-09-18 08:25:20
航空发动机(2020年3期)2020-07-24 09:03:24
水电站设计(2020年4期)2020-07-16 08:23:40
航空维修与工程(2020年3期)2020-04-10 08:14:06
科技视界(2015年27期)2015-10-08 14:50:16
制造技术与机床(2015年10期)2015-04-09 07:06:06
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:59
振动工程学报(2014年2期)2014-03-01 01:15:23
振动、测试与诊断(2014年1期)2014-03-01 01:13:57