
基于气压传动的灯头标识自动移印机的研发
2019-01-14 06:57,,
液压与气动 2019年1期
,,
(1.三明医学科技职业学院 机械电子系,福建 三明 365000; 2.三明恒顺印刷机械有限公司,福建 三明 365001)
引言
灯头的标识印刷是节能灯产品生产的组成部分,激光打标、喷墨、丝网印、热转印、移印等方法在生产中均有得到应用,满足了产品的要求。采用移印技术印刷的产品由于其色彩清晰、艳丽,有较强的立体感,油墨固化迅速等优点得到更为广泛的重视。目前,大多数采用移印方式的印刷均需借助夹具用手工操作,劳动强度大,工作效率低,质量得不到保证。为此提出了开发基于气压传动和 PLC 控制的灯头标识自动移印机,设备用PLC控制,借助气压传动完成灯头的分步给料、传送、定位、转位、卸料,结合控制移印机的印刷及各动作,实现了节能灯头标识的全自动印刷。设备采用气压传动,气源易得,对环境无污染[1];用PLC进行控制,编程简单,动作容易实现,运行可靠。
1 总体方案
1.1 行业现状
国内灯头标识印刷最常见的方法有激光打标、喷墨、丝网印、热转印、移印等[2]。激光打标和喷墨方法的图文变换速度快,但生产效率较低,图文色彩较单一,因此常在印件数量较少的情况采用。在印件数量较多时,大多还是采用丝网印、热转印、移印等方法,因为其印刷速度快、效率高,更能满足产能要求。
丝网印、热转印、移印是目前最常见的几种印刷方法,但也有不同的特点和适用场合[3]。丝网印刷方法可印图文面积更大,但对灯头形状有一定限制,更适合圆柱面或大弧面,另外印刷的图文不能快速固化,需要对图文油墨进行干燥;热转印方法图文色彩艳丽,但转印时需要热源,对灯头材料有一定耐热要求,对灯头形状也有与丝网印刷方法相同的限制。相比较而言,采用移印方法印刷的产品越来越受到厂家的青睐,移印图文能快速固化,各种凹凸曲面都能进行印刷,因此国内灯头标识印刷更多采用移印方法[4]。
目前多数厂家不管采用什么方法都是用印刷单机,人工进行操作,个别用户为提高印刷效率,设计配备一些能加快印刷速度的灯头夹具或附属装置,市场还没有出现针对灯头的自动化印刷设备。因此,针对用户的要求和移印技术的特性,在传统移印机基础上,进行灯头标识印刷自动机的设计,既能保持原有移印机稳定的印刷效果和质量,满足市场的需求,又符合用户机器适中的价格定位。
1.2 总体设计及工作原理
根据灯头生产工艺状况,灯头标识印刷要求在产品完成装配前进行,图文印刷在灯头大端外圆的两处弧面,位置要求统一和固定,大端内腔有一个能进行位置定位的小凸台,其外形如图1所示。
原采用移印方法时,灯头人工装卸、定位,1,2两处分别使用2台移印机分别印刷,操作者劳动强度大,安装定位误差率高,生产效率低。
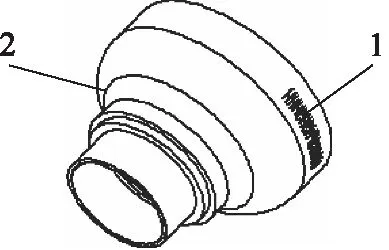
图1 灯头外形示意图
研发的灯头标识自动移印机的整体结构如图2所示,它主要是由自动供料部分(振动式给料器、进料槽、阻料气缸、限料气缸)[5];传送部分(起升气缸、接料传送板、推送气缸、落料槽和支持运动的导轨组件);定位部分(定位气缸、转位气缸、以及由齿轮齿条构成的转位组件和由伺服电机驱动的定位组件);移印机部分(上墨气缸、水平气缸、印刷气缸、换位气缸);卸料部分(夹料气缸、取料气缸、卸料传送带)等组成[6]。
其中,自动供料部分将灯头输送至槽口,并保证灯头逐个落入传送板的卡槽中;传送部分将灯头送至印刷位置,并且同步将印刷后落入落料槽的灯头送到取料位;定位部分对灯头进行顶紧、定位,并进行两个印刷位置的转换;移印机部分对灯头两个不同位置进行二次转换印刷;卸料部分将印刷后的灯头从落料槽取出,放到运行的卸料传送带。
各气缸执行如下动作,完成相应功能:
(1) 灯头由振动式给料器按固定姿态沿进料槽连续输送至槽口,阻料气缸执行动作1(水平往复运动)阻止灯头前行;
(2) 限料气缸执行动作2(水平往复运动)限制后一个灯头前行,阻料气缸则回位,灯头落入接料传送板的卡槽中;

图2 总体结构
(3) 起升气缸执行动作3(垂直往复运动)使灯头表面底于进料槽口,推送气缸执行动作4(水平往复运动)将灯头送至印刷位置;
(4) 定位气缸执行动作5(水平往复运动)对灯头顶紧,随后定位组件由伺服电机带动旋转[7],当组件上的定位块与灯头上的定位小凸台啮合时继续旋转,将灯头转到设定的第一印刷位置;
(5) 印刷气缸执行动作6(垂直往复运动),完成灯头的第一次印刷。接着换位气缸执行动作7(水平往复运动)使图2的印刷胶头移至灯头上方;
(6) 转位气缸执行动作8(水平往复运动)通过转位组件使灯头与定位块一同摆转,将灯头定位于第二印刷位置,印刷气缸再一次执行动作6(垂直往复运动)完成灯头的第二个图文印刷;
(7) 结束印刷后,水平气缸执行动作9(水平往复运动)将印刷胶头移至沾墨位,同时上墨气缸执行动作10(水平往复运动)完成印刷钢板图文上墨和刮墨,以准备下一循环的沾墨;
(8) 在执行动作9和动作10的过程中,定位气缸与定位组件退出对灯头的顶紧,灯头落入与接料传送板相连接的落料槽的定位口;
(9) 下一个灯头传送时,落料槽定位口上的灯头被同步移送至卸料位,取料气缸执行动作11(垂直往复运动),将夹紧气缸送至最低位置,夹紧气缸执行动作11(开合运动)将灯头夹紧[8];
(10) 取料气缸回复至最高点位置,此时落料槽随接料传送板退回,取料气缸又一次下降至最低点位置,夹紧气缸退出对灯头夹紧,灯头落到运行的卸料传送带上,被传送带送至规定位置,直此完成了灯头标识的自动印刷。
2 气压传动系统设计
2.1 气路设计
设备的气动系统如图3所示,图中1为分水滤气器、减压阀和油雾器组合的三联件,它为系统提供清洁干净、润滑质量高和压力稳定的气源;2为阻料气缸、3为限料气缸,其作用是让连续传送的灯头能分步落入接料传送板的卡槽;4为起升气缸,其主要是完成灯头由进料槽到接料传送板卡槽的转接;5为推送气缸,其主要作用是将灯头送至印刷位;6为定位气缸,其主要作用是将灯头定位夹紧、维持印刷时的支撑;7为转位气缸,其作用是借助齿轮齿条机构完成灯头两个印刷位置的转换;8为取料气缸,9为夹紧气缸,其主要作用是相互配合将印刷完成后落入落料槽的灯头夹紧取出,并放入卸料传送带;10为印刷胶头的换位气缸,其主要作用是将一次沾墨后的两个印刷图文分别移动到灯头的对应印刷位;11为印刷气缸,其主要作用完成灯头的二次印刷和胶头印刷图文的沾墨;12为水平气缸,其主要作用是完成印刷胶头在印刷位和沾墨位的转换;13为上墨气缸,其主要作用完成印刷图文的上墨和刮墨,为印刷提供保障。

1.气动三联件 2.阻料气缸 3.限料气缸 4.起升气缸 5.推送气缸 6.定位气缸 7.转位气缸 8.取料气缸 9.夹紧气缸 10.换位气缸 11.印刷气缸 12.水平气缸 13.上墨气缸 14.二位五通电磁换向阀 15.调速阀图3 气动控制回路
气动系统由二位五通电磁换向阀实现气缸的方向控制,而各气缸的运动顺序则由PLC控制[9]。各个气缸的进气和排气回路连接有调速阀,容易实现气缸运动速度的调节[10]。
2.2 工作程序
灯头标识自动移印机设计了手动和自动模式:手动模式主要用于设备的调整和试机,工作时选择控制面板的功能开关,PLC接收开关按钮信号,通过电磁阀控制相应的气缸运动完成相关动作;选择自动模式时,设备则由传感器提供信号,PLC执行自动程序,通过电磁阀控制相应的气缸按自动程序运动,其动作顺序如图4所示。
3 PLC 自动控制系统设计
3.1 PLC的型号
PLC是面向工业控制领域的专用设备,应用广泛,根据PLC的特点及灯头传送控制和印刷动作的要求,本控制系统需要输入点数为16个,输出点数为12个。由于输入输出点数较少,选用性价比较高的PLC,配置如表1所示[11]。
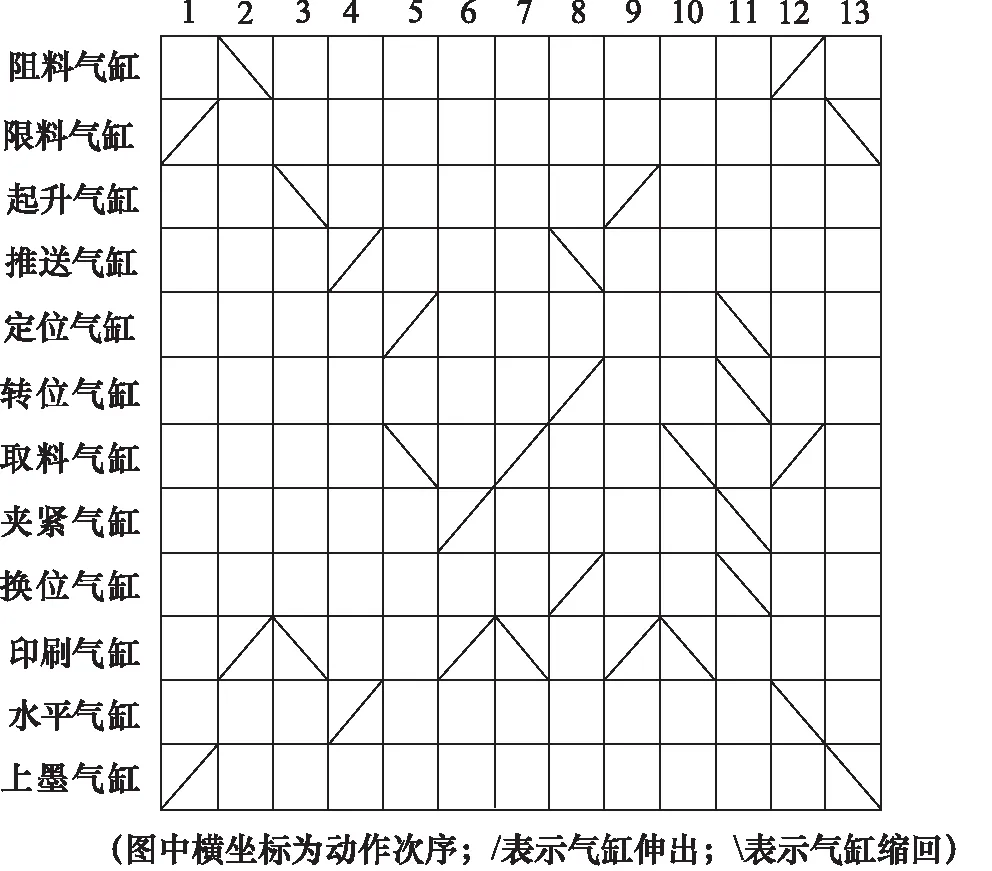
图4 系统工作程序

表1 PLC选型
3.2 I/0地址的分配
根据灯头标识自动移印机控制系统的要求,PLC的输入、输出的地址如表2所示。
3.3 控制电路设计
根据控制要求,该灯头标识自动移印机控制系统的硬件框图如图5所示。
4 样机验证
基于气压传动的灯头标识自动移印机在福建省三明恒顺印刷机械有限公司研制成功,并已在浙江阳光集团股份有限公司投入使用,与人工操作的移印单机印刷相比可得到结果如表3所示。
由此可以得出所研发的设备具有如下特点:
(1) 由每小时印刷1000件提高到1200件,提高了工作效率;
(2) 由3~4人操作改为1人操作,节省了劳动力,提高了经济效率,降低了生产成本;
(3) 克服了原有设备中定位困难、印刷位置不准确的问题,提高了产品合格率;
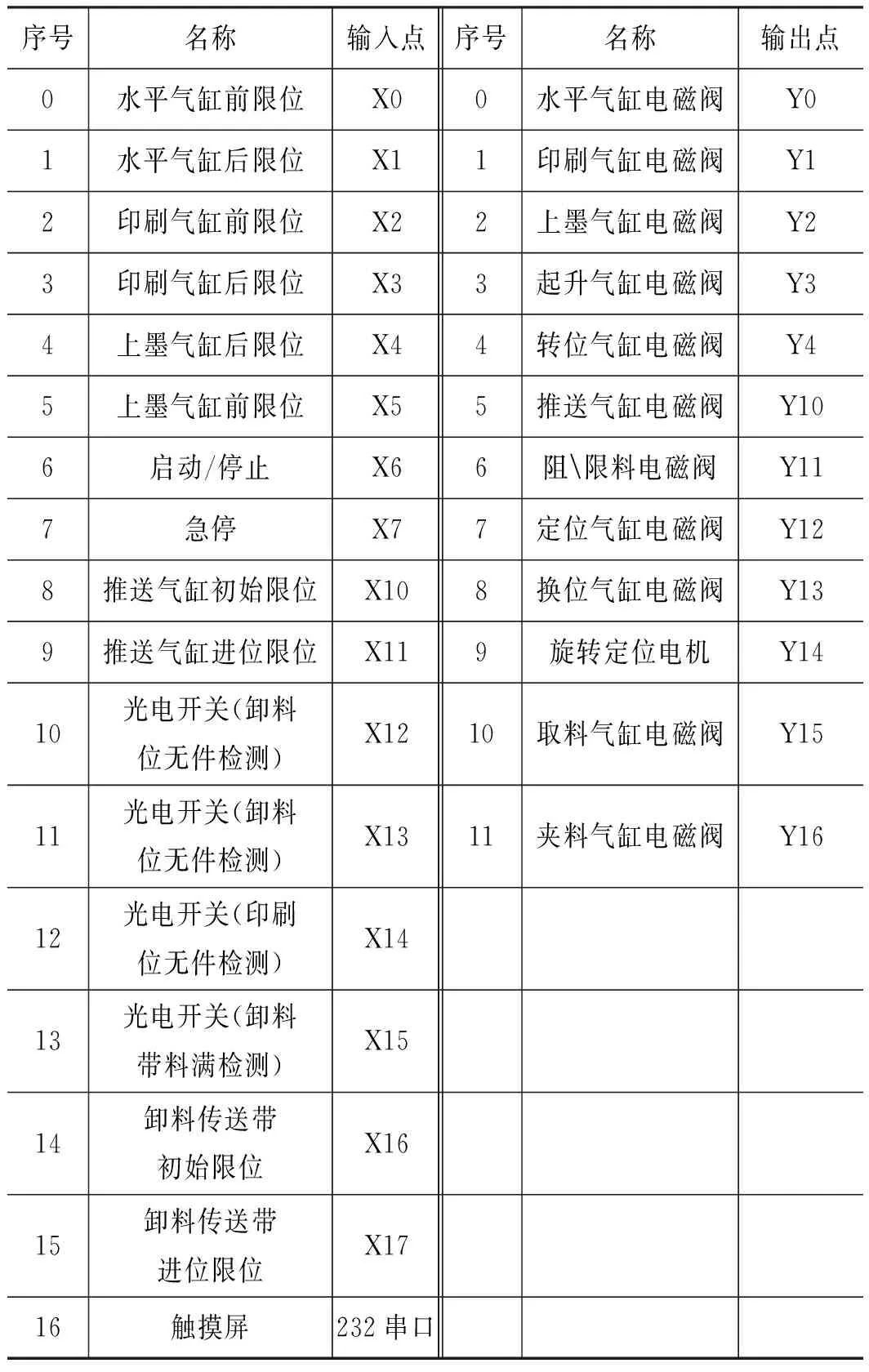
表2 PLC的输入、输出点分配表

图5 控制系统的硬件框图

表3 人工操作和现灯头标识自动移印机对比
(4) 设备运行可靠,自动化水平明显提高,系统稳定性好[12];
(5) 易于扩展,可进行二次开发,容易与节能灯生产线配套。
经过厂家的连续使用证明,灯头标识自动移印机稳定性好、生产效率高、使用成本低。
5 结论
基于气压传动的灯头标识自动移印机,采用振动式给料器进行自动供料;应用气压传动的各机构完成灯头的传送、定位、转位及卸料;运用PLC的自动控制系统保障各机构和移印机之间动作的协调。灯头标识自动移印机设计具有针对性,其结构紧凑、自动化程度高、经济实用,对于同类自动化设备的设计与改进具有借鉴和参考价值。
猜你喜欢
氯碱工业(2022年3期)2022-07-04
文萃报·周二版(2022年3期)2022-01-20
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
摄影之友(2016年12期)2017-02-27
摄影之友(2016年12期)2017-02-27
三联生活周刊(2016年35期)2016-08-29
科技创新导报(2016年9期)2016-05-14
汽车与新动力(2014年4期)2014-02-27
海外英语(2013年9期)2013-12-11
