肯尼亚蒙内铁路EMALI制枕场总体规划设计研究
2018-12-29 07:58周明生陈红丽
铁道标准设计 2018年1期
周明生,陈红丽
(1.中交二公局铁路工程有限公司,西安 710065; 2.中国路桥工程有限责任公司,北京 100011)
肯尼亚蒙内铁路EMALI制枕场总体规划设计研究
周明生1,陈红丽2
(1.中交二公局铁路工程有限公司,西安 710065; 2.中国路桥工程有限责任公司,北京 100011)
基于肯尼亚新建蒙巴萨至内罗毕标轨铁路Emali制枕场生产项目,探讨建设科学合理、物流顺畅、经济高效的现代化轨枕预制工厂。从制枕场生产参数确定、生产工艺选择、工艺方案布置、流水节拍设计以及设备配置等方面进行详细研究,优化工艺流程和设备配置方案。为了轨枕生产中各工序衔接顺畅,生产厂房按照车间跨度的划分进行工艺布置和流水节拍控制,避免各台位之间相互干扰,有效提升轨枕生产效率。实现轨枕厂建设规模化、标准化、规范化的目标,也为海外标轨铁路项目的制枕场规划设计提供参考。
蒙内铁路;制枕场;规划设计;工艺布置;机组流水法
1 概述
肯尼亚蒙内铁路正线全长471.65 km,站线136.258 km,港区联络线7.25 km;全线采用中国国铁Ⅰ级标准设计,1 435 mm标准轨距,Emali制枕场承担了DK254+000至DK468+638.41共214.638 km范围内48万根预应力混凝土轨枕的预制施工任务。混凝土轨枕预制场在总体规划设计阶段需要将枕厂生产参数确定、生产工艺选择、流水节拍设计、设备配置及其他辅助设施设计统筹考虑,使得轨枕预制的信息集成能力突出、技术含量高和重复性较强,从而达到现代化预制工厂规模生产的要求。
为了合理配置生产资源,最大化减少投资成本、最大程度实现轨枕生产标准化,针对肯尼亚新建蒙巴萨至内罗毕标轨铁路Emali制枕场生产项目,探讨如何将轨枕预制规模化、标准化、程序化引入制枕场总体规划设计研究当中,努力建设轨枕精品工程,服务海外铁路运输安全。
2 混凝土轨枕生产参数确定
制枕工程根据轨枕种类和生产任务确定控制性关键参数,轨枕生产的控制性关键参数包括生产效率、制枕周期、存枕时间、码放方式等,其中存枕时间和码放方式等可根据技术和经济因素统计得出。需要注意的是,对生产效率有着直接性影响的还有当地的气候条件,肯尼亚位于非洲东部,赤道横贯中部,主要为热带草原气候和热带季风气候,沿海地区天气湿热,高原气候比较温和。蒙内铁路沿线年均气温为18~30 ℃,平均最高气温24~36 ℃,平均最低气温12~24 ℃;年平均降水量300~1 400 mm,年均蒸发量为1 450~2 400 mm。
2.1 轨枕生产工艺确定
混凝土轨枕生产过程一般采用两种方法,即长线台座法和机组流水法。采用长线台座法几何形状容易布置和控制,构造简单,施工生产过程较易控制,脱模后,不必立即把轨枕转运至存放区,同时偏差不会累积,对于已制轨枕形成的偏差可以通过下一个块件及时调整,而且还可以多点同时匹配预制,加快施工进度[1]。机组流水法生产工艺一般采用多联轨枕模具,利用布料机填料、振动台振捣、带模静置养护、蒸汽养护增强,轨枕强度达标时,脱模后堆垛。空模经回模输送线返回,布料机进行下一次布料。在回模输送线上设置清理、喷脱模剂、张拉、钢筋、箍筋等工位,实现环线流水生产。机组流水法生产工艺适用于各种预应力混凝土轨枕的生产,机械化、自动化程度高,生产效率高[2,3]。
机组流水法和长线台座法两种生产工艺各有优缺点,相对而言,长线台座法具有占地面积大、整体基础要求较高、综合投入较大等不利因素,结合移动式轨枕预制设备的特点,综合考虑肯尼亚蒙内铁路EMALI制枕厂实际情况,拟采用机组流水法生产工艺。
2.2 制枕厂生产参数确定
蒙内铁路全标段轨枕预制工程约为48万根,考虑到实施性施工组织设计的安排,混凝土轨枕预制工期约为15个月,由于海外铁路施工建设的特殊性,不能完全套用国内生产班次选择,即可考虑按照最大两班制生产;工作时间按照国际通用时间8 h/d或7.5 h/d;模具类型设置为1×5、2×3、2×5等3种类型;养护窑的规格设置为6×16、6×20、8×18等3种类型;根据蒙内铁路沿线气候条件及当地实际情况,年生产天数可取240、260 d及280 d。据此预应力混凝土轨枕产能计算见表1。
(1)混凝土轨枕年产量计算
标段内轨枕预制总数量约为48万根,生产工期约为15个月,可知,制枕场年生产轨枕数量为48/1.25=38.4万根,考虑蒙内沿线气候影响,年需轨枕生产量应增加1%,即38.4×(1+1%)=38.78万根。
(2)模具类型及数量确定
由于国内大量应用的轨枕模型是2×5或2×4联组合模具,尺寸分别为13 600 mm×860 mm×340 mm、11 500 mm×860 mm×340 mm,这种长尺寸轨枕模具可有效减少预应力钢筋的工艺损耗,大大提高劳动生产率。其他小尺寸的轨枕模具,虽然施工灵活方便,构造形式不必采用大截面槽钢的组合结构,有效控制了轨枕模具的垂直变形,但所需数量较多,同样增加了模具自重和耗钢量,增大了轨枕生产线和机械设备的负荷,综合考虑,选择2×5模具类型比较适宜蒙内铁路轨枕生产。
混凝土轨枕生产以24 h为一循环,生产模具的数量直接影响轨枕的生产效率,混凝土轨枕标准长度为2.5 m,每月按照工作日22 d计算,轨枕模具数量确定公式为
式中M——模具数量;
S——轨枕供应里程;
n——单线n=1,双线n=2;
T——生产工期,月。
(3)蒸汽养护窑尺寸确定
蒸汽养护窑是制枕场轨枕生产中采用较多的一种养护设施,养护窑应具备较好的保温、防潮和防漏汽的特点,结构强度应能抵抗起吊轨枕模具对养护窑坑壁的碰撞作用力。混凝土轨枕生产一般采用深度较大的半地下式养护窑结构,模具吊装及池盖开合使用配置自动吊架的桥式天车,养护窑断面尺寸根据轨枕模具尺寸及其码放方式确定[4],每个养护窑可设计堆放2排模具,每排设计9层模具,养护窑净空长15.6 m、宽2.5 m、高4.2 m,养护窑在地面以上的高度为1.2 m,深入地下的深度为3 m,养护窑沿纵向方向侧壁上安设竖向轨道,以防止桥式天车起吊轨枕模具时,碰撞养护窑内壁混凝土和蒸汽管道,同时还能对起吊模具的自动吊架有导向作用。
(4)轨枕码放区空间确定
轨枕吊移至湿养区需进行洒水养护10 d,需要预留足够的码放空间,轨枕码放时,在每层轨枕的承轨槽外侧填垫木条,两端外露不得超过50 mm。木条放置位置在承轨槽外底角处。Ⅱ型轨枕用垫木条尺寸为50 mm×50 mm×1 200 mm,岔枕用垫木条尺寸为55 mm×55 mm×650 mm。不同枕型的木条不可混用。码放时,每垛最高不得超过7层,每层4根轨枕间要挤紧,上下层要对齐,整垛轨枕两端对齐,偏移不超过20 mm。轨枕在存放期间,工程部要对轨枕实时监控,以确保轨枕在存放期间不产生因存放引起的缺陷[5,6]。
肯尼亚蒙内铁路制枕场总体规划应考虑海外铁路施工建设的特殊性,生产班次选择可考虑按照1.5班制设计生产能力,工作时间按照国际通用时间8 h/d,模具类型根据实际情况选择2×5联轨枕模具,养护窑的规格设置为8×18,即按照8台2×9型式的养护池尺寸设计生产能力,根据蒙内铁路沿线气候条件及当地实际情况,年生产天数保守选取260 d,因此年轨枕生产能力设定值宜选取39万根/年。
3 机组流水法轨枕生产工艺布置及流水节拍
3.1 轨枕生产工艺布置
混凝土轨枕生产车间的工艺布置,基本的设计原则是按照车间跨度划分和布置。为了避免车间内部吊装作业的相互干扰,通常情况下采用1个跨间设置1条流水线[7],轨枕生产车间暂定长度120 m、跨度24 m的单层工业厂房,混凝土轨枕生产车间的工艺布置按照流水生产的原则,根据布料、振捣、张拉、钢筋、箍筋、清理等工序,在各输送线设置相应工位,使得各工序衔接顺畅,既能满足产能需要,又能有效提升自动化程度。
高强螺旋肋钢丝通过钢筋定长下料机切断后,安装分丝隔板并定位,将挡板分布在轨枕合适的间隔位置并放入模具,在横移张拉台位上完成初张拉,然后安装橡胶隔板、箍筋、螺旋筋,通过模具横移小车进行横移操作,到达灌注工艺台位,通过纵向升降辊道传送到初振工艺台位,进行普通振动及压花振动,拆卸橡胶隔板并清理后,用桥式吊车吊入蒸汽养护窑进行蒸养,待轨枕混凝土的放张强度达到45MPa后,放张预应力,切断两端的突出钢丝,用翻转脱模机将轨枕从模具中脱出,送至成品输送工艺台位,与此同时,进行模具清理、喷涂以及检查工艺操作,进入到下一次的流水循环作业[8,9]。轨枕生产车间工艺布置方案见图1。

图1 轨枕生产车间工艺布置方案(单位:mm)
轨枕生产流水线是一个完整的闭环操作系统,各环节衔接要顺畅,规划布局合理利用空间,轨枕生产车间工艺布置3种方案中,方案1将清理模具、喷涂和检查工艺台位设定为一个独立的空间,与其他工位衔接不畅,而初振、压花、清边及拆除配件工艺台位设定为横向布置,根据生产线的走向分布,并不适宜长条型车间的轨枕生产,因此方案1可以排除;方案2虽然将清理模具、喷涂和检查工艺台位无缝衔接到其他工序中间,但是设定为横向布置不利于轨枕模具循环使用,增加了操作难度,降低了施工效率;方案3规避了前两个方案的不利因素,将初振、压花、清边及拆除配件工艺台位设定为纵向布置,同时清理模具、喷涂和检查工艺台位与其他工位衔接顺畅,全部工位按照生产线的走向进行了合理的分布,因此,轨枕生产车间工艺布置方案3为最优方案。
3.2 机组流水法工艺流水节拍
通过对轨枕生产流水线上各个作业工序的时间节点控制以及持续时间的控制,使得轨枕模具在环线流水生产过程中能够均衡、有节奏的循环利用,从而有效提高轨枕成品的产出效率,这通常称为“流水节拍的控制”[10,11]。流水节拍时间是通过轨枕生产工艺流程中的各个生产工序的操作时间及辅助生产时间平衡而得出。流水节拍的控制从根本上就是将产品生产工艺流程进行科学编制和合理分解,为每个作业工序规定相同的节拍时间,从而达到均衡环线作业的目的。
为了增加生产能力,缩短流水节拍时间,需要在尽可能满足实际施工条件下,采取简单有效的生产工序,增加关键作业工序的台位数,改进生产工艺和生产设备以提高生产效率。按照前文确定的轨枕年产量39万根的目标,理想的流水节拍时间应控制在5 min以内,因此,需要精确掌握流水机组法传送工艺的规律,采取合理的措施分解复杂工序,提高轨枕模具在环线流水上的通过能力,为此,拟将规划中的Emali制枕场采取如下措施:
(1)模具由桥式吊车吊运至车间的各工位,实行辊道传送,经过设备改进,将辊道速度从30 m/min提高到60 m/min;
(2)张拉工序采用大型油泵站,进一步提高张拉作业的工效;
(3)从原材料供货工序入手,改进预应力钢丝的材料性能,使得钢丝编组作业加快;
(4)将振动成型工序分解为普通振动和加压振动两个工序,提高轨枕模具的通过能力;
(5)桥式吊车采用自动吊架设备,缩短模具出入养护窑的时间,降低劳动强度。
轨枕按照机组流水法进行轨枕生产时,每个工序的作业时间是控制轨枕生产效率的重要指标,在一些关键工序上采用了以上改进措施,使得机组流水法各工序实际使用时间控制在合理范围,如图2所示。Emali制枕场拟采用2×5联组合模具,其生产线完全能够满足年产量39万根的要求。

图2 机组流水法主要工序时间节拍控制
4 制枕场配套设施及生产设备配置
混凝土轨枕制造采用工厂化生产,精度要求较高,制造工艺复杂,制枕场配套设施及生产设备配置种类较多。在整个制枕场的建设过程中,配套设施及生产设备购置费用占了将近整个建场费用的65%左右,设备配置是否合理,直接影响到轨枕的生产效率及投资成本[12]。因此,根据枕场的规划布局进行配套设施及生产设备的合理配置成为制枕场建设的重要环节。
4.1 制枕场配套设施
轨枕生产车间拟采用钢结构厂房,长度设计值120 m,跨度24 m,厂房内设置2台10 t桥式吊车,起升高度不小于7 m。厂房内设置养护窑,养护窑根据生产工艺及产量具体设计,初定尺寸为12.5 m×4.2 m×3.75 m,配置蒸汽锅炉,锅炉蒸汽供气量不小于2 t/h。厂房地面硬化采用C20混凝土,生产线振动台区及脱模区基础特殊处理。
对于采用2×5联轨枕模具生产,年生产规模在39万根混凝土轨枕的混凝土搅拌站,配套采用生产能力为9~14 m3/h的混凝土搅拌站,采用行星式搅拌主机可确保拌制混凝土的质量,搅拌主机内设置温度和稠度传感器。由于肯尼亚当地天气气温较高,考虑添加生产降温搅拌水的设施。根据原材料供应情况需配置相应能力的骨料库,同时根据骨料具体情况配置洗石机等设施。搅拌站供料方式可根据实际情况采用皮带机输送或高架小车的方式。无论采取哪一种方式,均需考虑皮带机输送或高架小车的清洗问题[13]。
4.2 钢筋加工设备配置
钢筋加工区主要承担钢筋的定长切断、钢丝穿束、钢丝镦头、钢丝编组入模及预应力筋检验验收等功能,毗邻混凝土浇筑区而设置。相对制枕场其他功能区来说,钢筋加工区配套设备相对较少,购置成本较低。设备配置如表2所示。
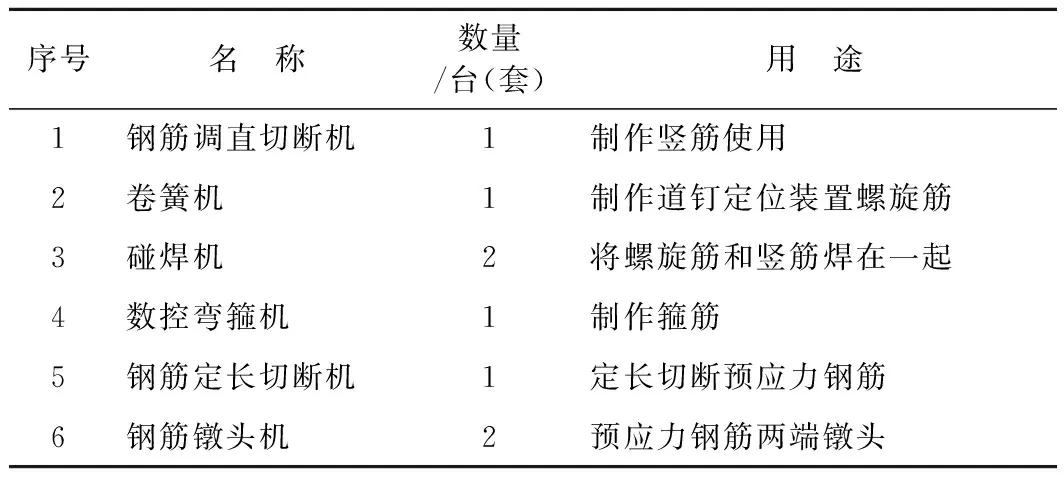
表2 枕场钢筋加工设备
4.3 混凝土制备运输设备
混凝土制备运输设备主要包括混凝土搅拌站、洗石机及砂石料清洗输送设备,均为工程常用设备,混凝土运输车以及混凝土料斗是非标设备。混凝土搅拌站的生产能力可根据轨枕生产线数量及轨枕模具数量确定[14]。混凝土制备运输设备配置见表3。

表3 混凝土制备设备
4.4 轨枕生产专用设备配置
机组流水法轨枕生产区是整个混凝土轨枕预制的核心区域,该区域所需的专用设备及工装类型较多,包括布料机、振动台、压花装置、翻转机、预应力张拉设备及其他起重运输设备,该系列专用设备属于非标机械,因此,在枕场规划设计阶段,施工单位需同设备设计人员、业主、当地相关代表进行充分沟通,相互了解各自意图,为混凝土轨枕生产线的高效运作打下良好基础。枕场轨枕生产线专用设备配置见表4。需要注意的是,混凝土振动台为机械激振式,是由5个振动单元组成的长尺寸组合式振动台,其方案如图3所示。
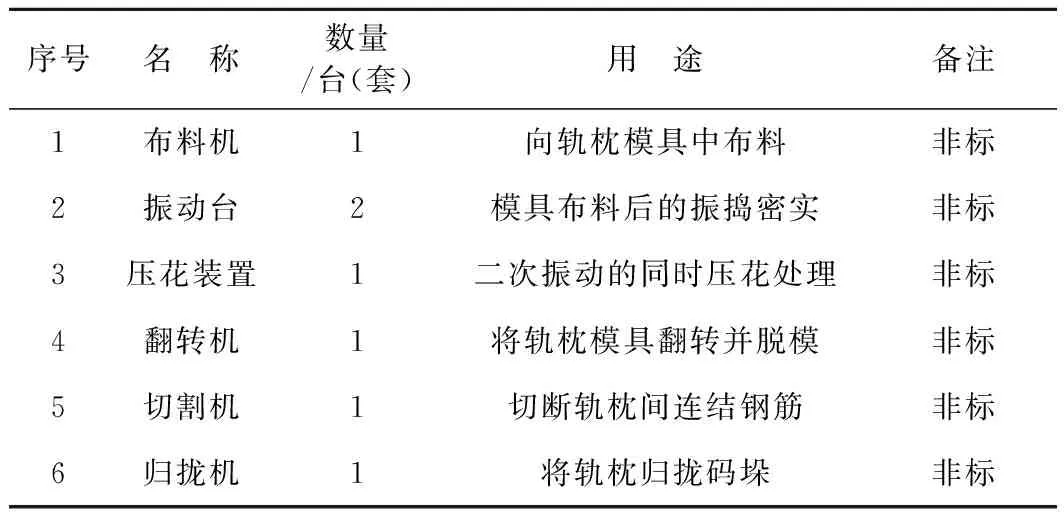
表4 枕场轨枕生产线专用设备

续表4

图3 混凝土振动台布置
预应力混凝土轨枕生产设备配置的区别不大,但由于各个制枕场的规划布局和物流组织各不相同,其设备配置均有所差别,特别是与规划布局及物流组织有关的模具倒运设备、轨枕张拉设备以及一些辅助设备的配置方面,这些设备的配置需要与具体的枕场规划布局结合,在满足生产条件的情况下,通过合理规划以减少设备的综合投资成本[15]。
5 结语
现代化轨枕预制工厂的规划设计,需要合理配置各种生产资源,同时结合非洲标轨铁路项目所在地的实际情况,对规划设计阶段的生产参数确定、生产工艺选择、流水节拍设计、设备配置及其他辅助设施进行深入分析,总结相关项目的轨枕生产经验,优化工艺流程和设备配置方案,使得制枕场的规划建设达到科学合理、物流顺畅、经济高效的目标,为今后海外标轨铁路项目的制枕场规划设计提供参考。
[1] 贾峰.关于节段桥梁的设计及施工技术解析[J].江西建材,2015(22):167.
[2] 高玉光,汪加蔚.混凝土轨枕的台座法生产工艺[J].混凝土与水泥制品,2008(3):32-34.
[3] 朱勇战.铁路双块式轨枕预制场建场设计技术研究[J].铁道标准设计,2013(12):54-57.
[4] 颜海建,丛义营,刘勇,等.贵广铁路双块式轨枕预制场建设综合技术[J].铁道建筑技术,2013(7):95-98.
[5] 汪加蔚,白玲.我国预应力混凝土轨枕生产工艺综述[J].混凝土世界,2013(8):38-49.
[6] 胡金波.浅析双块式轨枕预制场建设规划[J].铁道建筑技术,2015(S1):292-295.
[7] 伍旭凤.CRTSⅠ型板式无砟轨道无砟过渡段轨枕生产技术[J].铁道标准设计,2009(12):27-30.
[8] 秦虎利.窄轨铁路混凝土轨枕的质量控制[J].铁道建筑技术,2010(S1):179-181.
[9] 王浩.CRTSⅡ型轨道板场的设备配置研究[J].铁道标准设计,2012(07):5-8.
[10] 王旭.武广客运专线无砟轨道制枕场总体建设方案的思考[J].铁道建筑技术,2008(S1):6-9.
[11] 肖鸿章.长线台座法轨枕生产工艺探讨[J].铁道建筑技术,2005(1):91-93.
[12] 刘勇.轨枕环行法生产制枕场总体设计与轨枕预制配套设备研究[J].铁道建筑技术,2008(05):14-16.
[13] 周明生.浅谈机组流水法预应力混凝土轨枕生产施工工艺[J].工程技术,2016(3).63-65.
[14] 马记,张兵,管强,等.肯尼亚蒙内铁路新Ⅱ型轨枕机组流水法预制施工技术[J].中国铁路,2016(9):56-61.
[15] 王伟.双块式无砟轨道混凝土轨枕生产设备配置方案及工艺[J].建筑机械,2013(9):52-55.
Research on General Planning and Design of Kenya Mombasa Nairobi Railway EMALI Sleeper Factory
ZHOU Ming-sheng1, CHEN Hong-li2
(1. CCCC-SHEC Railway Engineering Co., Ltd., Xi’an 710065, China; 2. China Road & Bridge Engineering Co., Ltd., Beijing 100011, China)
The general planning and design of Emali concrete sleeper factory according to the need of Kenya new Mombasa Nairobi standard rail is expected to be a scientific and modern sleeper factory with smooth logistics and economic efficiency. This paper conducts a detailed study in terms of production parameters, production process selection, process layout, production running time and equipment allocation, and optimizes process flow and equipment configuration. Production workshop is arranged according to the division of the workshop span, the process layout and production flow control for smooth connection of each process in production to avoid interference between each process and improve effectively production efficiency. The goal to build large scale, standardized and normalized sleeper factory is fulfilled and references are provided for the planning and layout of similar overseas sleeper factory projects.
Mombasa-Nairobi railway; Sleeper factory; Planning and design; Process layout; Machine-stand flow method
1004-2954(2018)01-0028-06
2017-03-26;
2017-04-06
中国路桥建设股份有限公司科技研发项目(2010-ZJKJ-11)
周明生(1979—),男,高级工程师,2000年毕业于石家庄铁道学院交通土建专业,工学学士,E-mail:396257590@qq.com。
U213.3
A
10.13238/j.issn.1004-2954.201703260001
猜你喜欢
铁道勘察(2022年5期)2022-09-21
文苑(2020年10期)2020-11-07
铁道标准设计(2020年8期)2020-07-28
福建基础教育研究(2019年4期)2019-05-28
同济大学学报(自然科学版)(2019年4期)2019-05-09
中国港湾建设(2017年11期)2017-12-19
天津诗人(2017年2期)2017-11-29
中国铁路(2017年6期)2017-09-03
中国交通信息化(2016年4期)2016-06-06
视野(2015年6期)2015-10-13