
基于PLM的MW级风电增速机脱开方法研究
2018-11-29 01:40张天琦邓水英
新技术新工艺 2018年11期
张天琦,邓水英
(1.三一重能有限公司 研究本院,湖南 长沙 410100;2.湖南交通职业技术学院 机电工程学院,湖南 长沙 410132 )
2018年4月,全球风能理事会发布了《2017年全球风电行业现状年度报告》,分析其中的数据可知,2017年中国新增装机容量近19.7 GW,占全球的37.5%,累计装机188.39 GW,占全球的35%,新增装机容量和累计装机容量均稳居世界第一。但在国内,当前风电行业关注度最高的事莫过于“风火同价,竞价上网”,这对发电企业和风电设备制造企业都是一个挑战。发电企业为保证投资回收期和收益,不到10年的时间,风电主机(下述简称风机)的招标单价已从5 000元/kW降至3 200元/kW,且还有进一步下降的趋势。对风电设备制造企业,在现有成熟技术的基础上降低成本是有限的[1]。据欧洲风电协会统计,风机每千瓦时的运行检修费用占总生产成本的20%~25%,海上风机的运行维修费用更达到35%[2],所以,从产品全生命周期的产品定义、产品设计初始阶段就要进行运维中后期的维修性设计,最大限度地缩短故障维修停机时间和降低维修费用,从而降低风机全生命周期内的度电成本[3],是促进行业健康发展的有效途径之一。本文针对MW级风力发电机增速机与主轴脱开分离工艺存在的问题,开展了基于PLM的MW级风电增速机脱开方法研究,提出了相应的增速机与主轴脱开工艺和工装,以便实现方便、快捷的维修。
1 风机传动系统
在高速双馈发电风机中,传动系统有双主轴承和单主轴承等2种结构形式(见图1)。传动系统是风机中关键的核心部件之一。其主轴为大型合金钢锻造件,加工精度高,并要求深度探伤;因为增速比很大,所以增速机一般为多级齿轮(多级行星+平行轴)传动,其体积庞大,结构复杂,质量在十至几十吨,制造难度大,是故障高发部件(故障率占10%,维修时间占20%)[4];主轴承一般为特制调心(或圆锥)滚子轴承,旋转精度高,并要承受来自风轮复杂突变的巨大弯矩和轴向力。
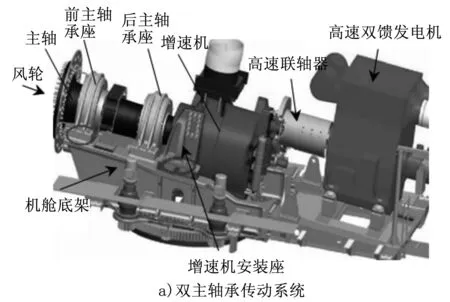
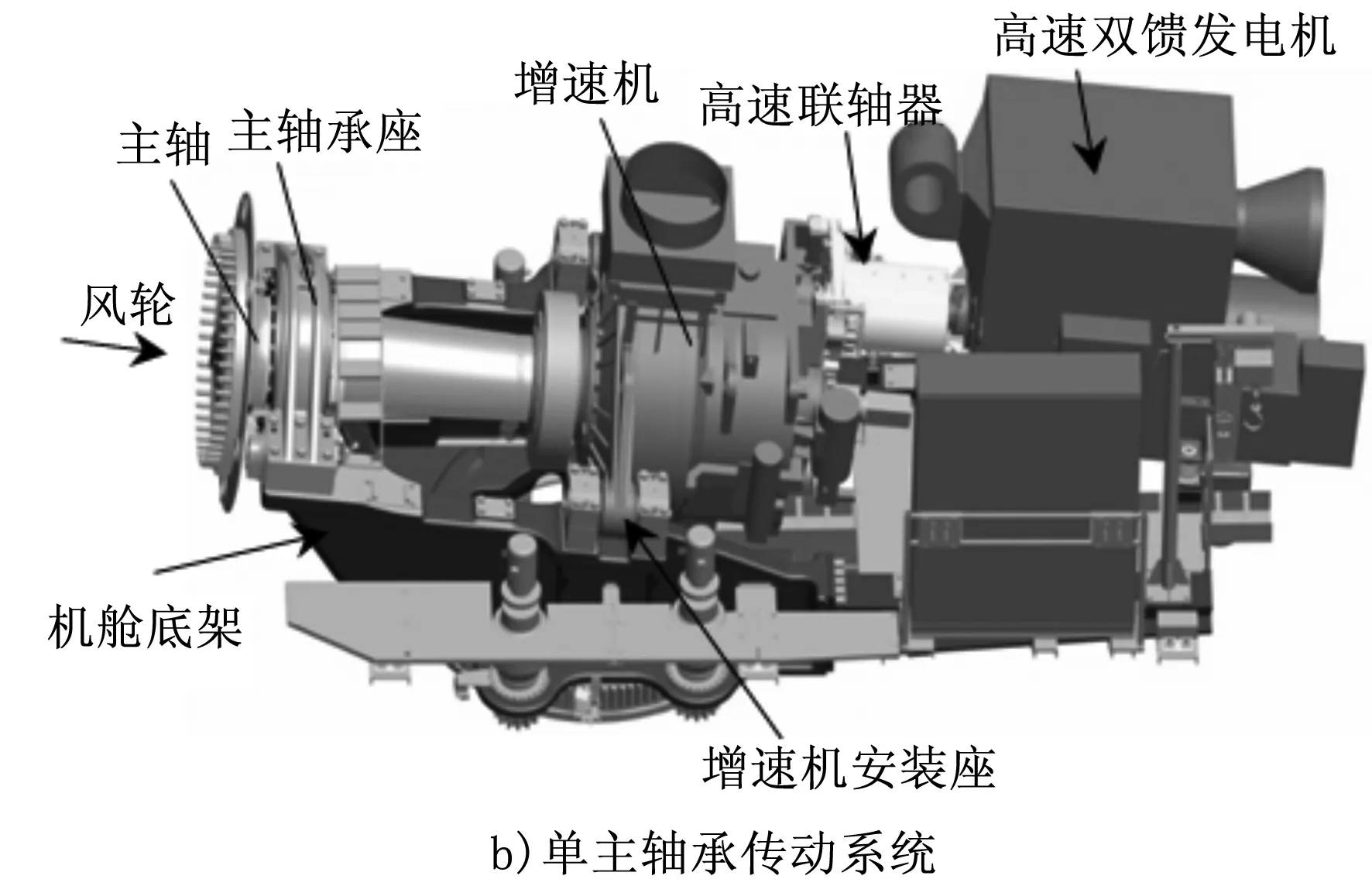
图1 风机传动系统
由此可见,传动系统不但体积质量庞大、制造工艺复杂、价格昂贵,还承受着巨大而又复杂的低速重载、冲击、高温、低温和磨损,所以是故障高发的部件。无论是主轴、主轴承和增速机任何一个发生故障,都需要将增速机与主轴脱离分开。为避免将风轮从高空中吊下塔架产生高昂的吊装费用和漫长的维修时间,应在高空中进行维修更换;所以,研究增速机与主轴的拆卸脱开工艺对传动系统的维修至关重要。
2 增速机与主轴的连接结构
增速机与主轴的连接结构如图2所示。在MW级风机上,无论是双主轴承或单主轴承结构,通常主轴与增速机行星架(下述简称行星架)是通过胀套连接在一起。在自由状态下主轴的外径和行星架的内径是较大的间隙配合,当将螺栓拧紧时胀套向右移动,胀套的锥面和锁紧盘的锥面相互楔紧,挤压行星架抱紧主轴,形成过盈配合,直至此过盈配合能够满足主轴所需要传递的扭矩[5]。
在行星架的内孔内,靠近配合面中部有一宽度为10~20 mm的环形过盈解除槽,该槽与堵头的安装孔相通。在松开胀套的楔紧力后,可以通以高压液压油,使行星架内孔膨胀,从而达到解除过盈配合的目的;并在主轴和行星架相互退出时润滑配合表面,以减少表面拉伤。

图2 主轴与增速机行星架的连接
该连接方式具有如下优点。
1)制造简单。主轴外径轴和行星架的内、外径的加工不像过盈配合那样要求很高的几何公差和表面粗糙度。
2)安装简单。装配时无须加热、冷却或压装设备。因初始状态为间隙配合,只须将螺栓按要求的力矩拧紧即可。
3)调整方便。可以将主轴和行星架沿轴线调整到所需要的位置。
4)强度高,使用寿命长。依靠摩擦传递动力,被连接件没有键槽削弱,无应力集中。
5)过载保护。过载时,被连接部位可瞬间打滑,吸收突变载荷峰值,以保护增速机不受损害。
6)拆卸方便。松开螺栓即可解除楔紧。胀套膨开,消除过盈配合,即可脱开连接件。
目前,这种连接是低速(10~20 r/min)下传递MW级功率理想的连接方式之一,但其中拆卸方便只能体现在无过载打滑的状态。然而,风电载荷的特点之一就是随机且突变性很大,在风速突然变大的瞬间,变桨控制系统尚未响应,收桨降载时就会出现过载打滑,会给增速机与主轴脱开带来很大困难。
3 传统的拆卸脱开方法和问题分析
3.1 正常脱开
3.1.1 脱开方式
在正常情况下,将增速机与主轴脱开的步骤如下:1)拆除增速机的安装座,松开螺栓,向右敲击锁紧盘,这时胀套会向左自动弹出,从而释放楔紧力,解除过盈配合,将行星架连同增速机整体从主轴上脱出;2)若按上述操作无法解除过盈配合,可将堵头取下,安装相应规格的液压管接头,用手动液压泵通入高压油,通过行星架上的环形槽向接合面施加膨胀压力,将行星架内孔胀开解除或减弱过盈;同时,在配合面间形成润滑油膜,以免增速机脱出时拉伤配合表面,再将增速机的行星架从主轴上脱出。
3.1.2 问题分析
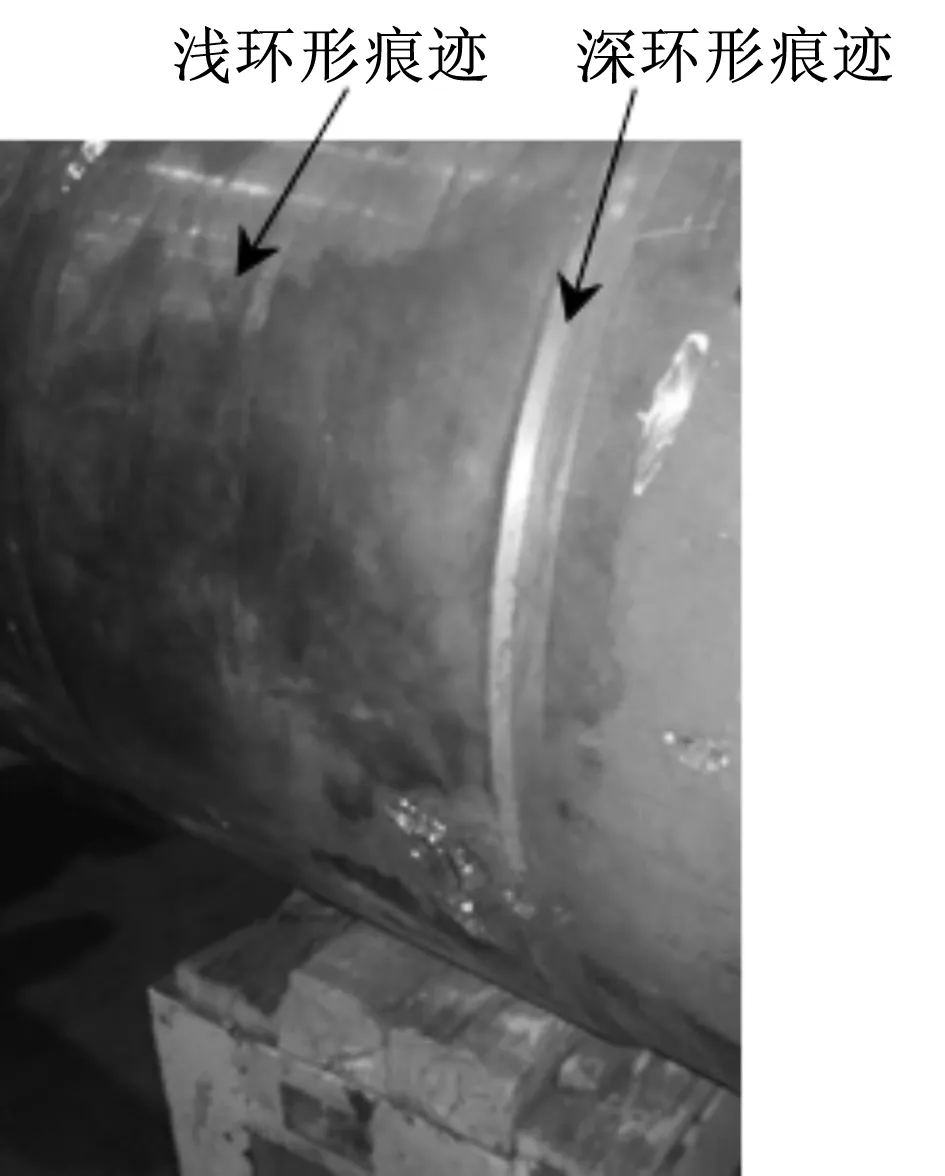
图3 主轴环痕
采用正常的拆卸脱开方式脱离后主轴的形态如图3所示。由图3可以看出,主轴上有很多深浅不一的环形痕迹,这是在过载打滑时造成的。由于过盈量所产生的抱紧挤压应力很大,配合表面线速度较高,容易在配合面造成高温粘合。因不同机位风机载荷、制造精度和安装等的差异,打滑的程度会有差异,粘合的程度就存在差异,有时须采用逐步升级的非正常的脱开方式将其拆卸分开。
3.2 非正常脱开
3.2.1 脱开方式
对于部分风机采用正常脱开方式是可行的,但有时松开螺栓后,向右敲击锁紧盘,无法使胀套向左自动弹出,这是因为行星架、胀套和锁紧盘已牢牢锈在一起。此时应将环形的锁紧盘用火焰切割开来释放楔紧力,从而解除过盈配合;如仍无法将行星架从主轴上脱出,则应在轴承座的两侧各加一垫板,然后用2个千斤顶(>150 t)将增速机向右顶出(见图4);采用上述方式仍无法将增速机与主轴脱开时,可将锁紧盘和胀套全部用火焰切割掉,将行星架沿图5所示“割断处”环割1周,再将套在主轴上的剩余部分的行星架沿轴线切割掉。

图4 采用千斤顶脱开方式
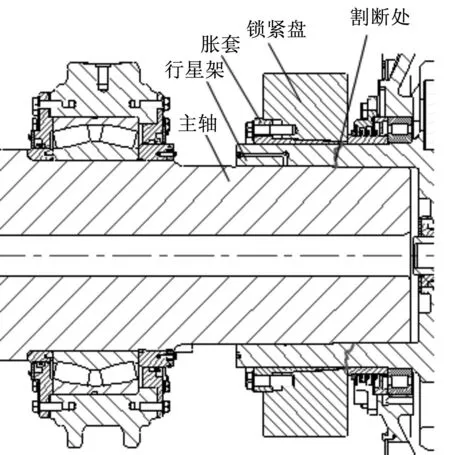
图5 采用火焰切割脱开方式
3.2.2 问题分析
采用火焰切割的方法会出现如下问题:1)大多数风场地处偏远,在近百米的高空中机舱是一个相对密闭的空间,有很多诸如电缆、电线、增速机润滑油等可燃物品,一旦发生火灾,施救的困难要比在地面大几十倍;2)用火焰切割锁紧盘会直接造成其报废,同时伤及胀套,不能被再利用;3)切割胀套和行星架不但会导致这二者直接报废,还会伤及主轴表面,这种损伤在高空中很难修复,即使修复也会影响有效的配合面积,同时会导致应力集中,最终会影响风机的使用寿命,造成这种损伤应将主轴报废,如果主轴报废,就需要将风轮吊下塔,会使整个维修的工程量剧增。
在用千斤顶施顶时,虽然在轴承座处垫上垫板,千斤顶左边的推力由轴承座承受,但推动增速机向右移动时也会带动主轴产生向右移动的趋势,主轴不能移动是因为轴承内圈的阻挡,也就是通过轴承内圈和轴承内的滚动体将该力传递给了轴承外圈,进而再传递给轴承座,此时,轴承内圈、滚动体和外圈承受着和千斤顶产生的一样大小的轴向力。从现场的统计可知,千斤顶一般要顶出300~600 t的推力,而该种轴承能承受的轴向静载的能力只有10~20 t,即使是双主轴承的风机,单个主轴承受到的轴向力远远大于其所能承受的轴向力,导致滚道、挡边、滚动体的接触应力过大而损伤,从而出现振动、异响、加剧磨损和寿命缩短等问题,对风电20年的寿命产生致命的影响。另外,套装在主轴上的任何功能零件损坏更换,都需要将增速机与主轴分离才能进行更换。
综上所述,从正常脱开到非正常脱开逐步升级的维修方式,不但使维修的工作量、维修时间和维修成本成倍增加;同时,还会导致维修过程中对风机无故障零部件造成损伤和对故障零部件的二次损伤。这种现象产生的根本原因之一就是在产品设计过程中对维修性设计缺失所致。如果在设计阶段对维修性考虑不足,会造成产品维修困难和可用度降低,就必须花费更多的时间和费用通过后期更改设计来改善维修性[6]。
4 基于PLM的拆卸脱开方法
产品生命周期管理(Product Lifecycle Management,PLM)的基本思想就是通过管理整个生命周期(包括从产品设计、工艺规划、制造装配、维护服务到报废回收)中所涉及的产品、过程和资源等,实现产品数据有序、设计过程优化和资源共享[7]。
4.1 新产品开发设计时增速机的脱开方案
4.1.1 设计要求
利用PLM的基本原则对增速机的可拆卸脱开性进行设计,使一旦出现需要将增速机与主轴脱开的故障,能够实现易拆、易安装,且所需工装应具有可达性、标准化和互换性等。具体要求如下:1)脱开方案应适应于风机运行的每个阶段,直至风机报废;2)不能减少和削弱相关零部件应有的功能,不能使用火焰切割;3)不能二次伤害主轴承和增速机,不能使主轴承承受>10 t的轴向力;4)从维修费用和维修周期考虑,不能下塔主轴和增速机与主轴的装配组件;5)机舱内人员3~4人,拆卸时间<4 h;6)使用工装应具有方便携带、可达性强以及适应同类风机等特点。
4.1.2 传动系统的结构特点
传动系统的结构特点如下。
1)贯穿主轴和增速机需要一个密封的通道(见图6),用以穿过风轮变桨所需要的动力电缆、控制线缆等。密封是在增速机行星架中心管部位,目的是为了不让增速机内的润滑油沿该通道漏出。中心管与密封法兰焊接在一起,密封法兰与行星架之间由O型圈构成径向密封,这样,主轴的中心孔、行星架和中心管就形成一个密封的通道,在主轴和行星架之间形成一个和密封通道相通的密封压力腔。
2)出于机械加工工艺和消除应力集中考虑,行星架内孔的末端都有一个较大的圆角,主轴插入行星架内孔后两者端部会留有10~20 mm的空间。
3)当胀套锁紧后,主轴和行星架形成很大的过盈量,此过盈量足以使配合表面形成密封。
4)在拆卸脱开主轴前,会将中间通道内的动力电缆、控制线缆等全部拆除,以免其受损,所以该通道是闲置的,可以利用。
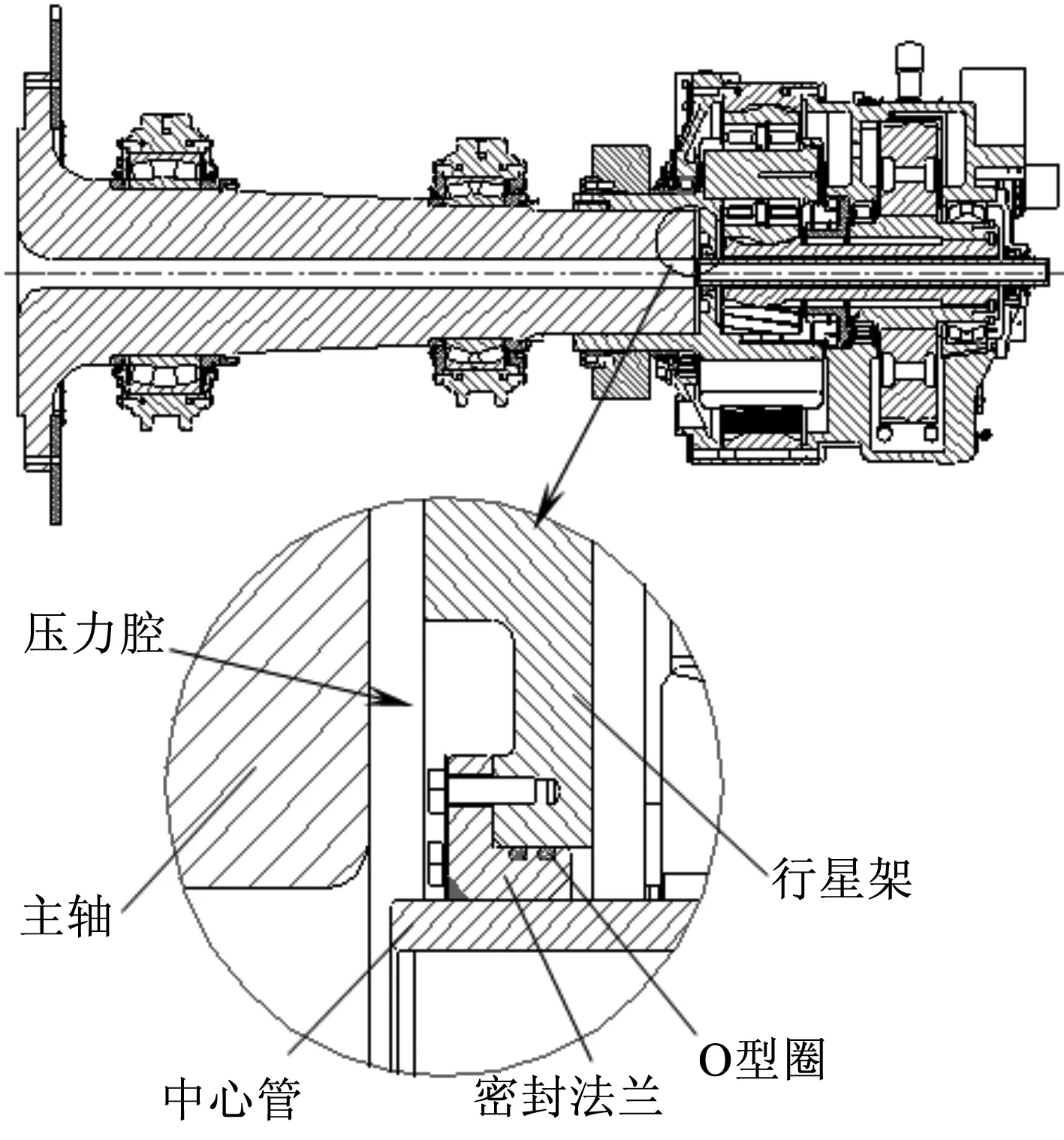
图6 中心管与行星架之间的密封
4.1.3 方案设计
如果在该密封腔内通以高压液压油,且压力足够大,则在主轴右端部和行星架内孔端部就会产生使之相互分离的推力。以2.0 MW的风力发电机为例,主轴与行星架内孔过盈配合的轴径约为φ550 mm,如果通以30 MPa的液压油,将产生710 t的推力,此推力足以将主轴和行星架推开使之分离。
增速机可拆卸脱开性设计的总体方案(见图7)如下:1)按正常方法解除并退出胀套;2)在增速机端的中心管右端安装增速机端密封堵头和三通接头,应能承受30 MPa压力产生的推力,并接手动液压泵和压力表;3)利用主轴风轮端上翘(一般有5°左右的上翘角度)的特点,通过主轴上的内孔向密封腔内预加注液压油,直至加注满,将主轴上的内孔用风轮端密封堵头封住,同样应能承受30 MPa压力产生的推力;4)按正常方法卸去堵头,接上三通接头,安装手动液压泵和压力表,在过盈解除槽内施加≥40 MPa的压力,并保持该压力状态;5)操作增速机端的手动液压泵,逐步加压,期间不断给手动液压泵补足液压油,直至主轴和行星架缓缓相互退出脱开。
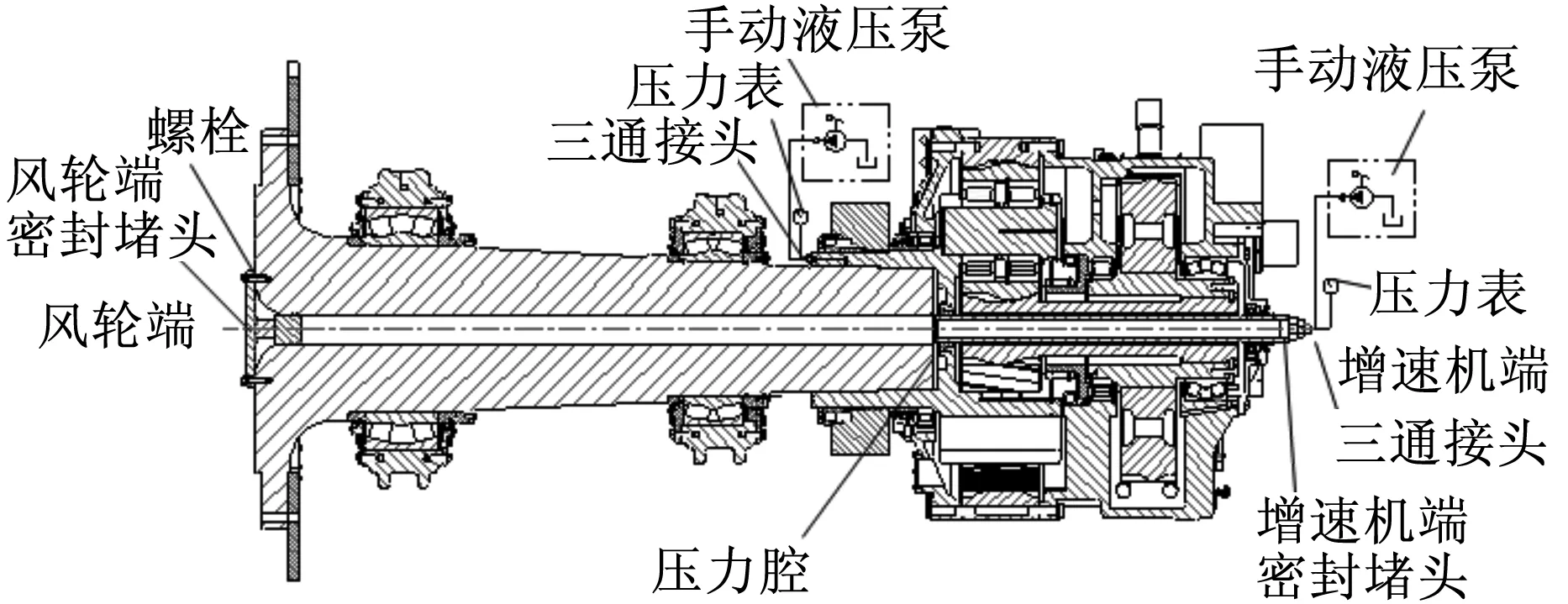
图7 增速机可拆卸脱开性设计总体方案
4.1.4 工装设计
方案涉及到的工装有风轮端密封堵头、螺栓、三通接头、压力表、手动液压泵和增速机端密封堵头。螺栓、三通接头和压力表都是标准件,螺栓的强度级别≥8.8级,三通接头的规格与安装孔和压力表软管接头相匹配,耐压≥70 MPa,压力表的量程≥70 MPa。手动液压泵可以外购,额定压力≥60 MPa,油箱容量≥4 L,为提高效率最好用双泵单回路泵。风轮端和增速机端密封堵头如图8所示,图8中L1、L2应能越过主轴端内孔的圆弧过渡段,使O型圈可靠地密封在直线段上;直径D略小于主轴的内孔径0.5 mm;根据主轴内孔径选用O型圈+挡圈,按O型圈+挡圈的规格和径向密封的设计原则确定O型圈+挡圈的槽型尺寸;L应有足够的长度,以满足承受30 MPa的压力;外螺纹M1和增速机中心管的内径相适应,内螺纹M2和三通接头的外螺纹相匹配。

图8 工装图
对单主轴承结构的传动系统,在增速机和主轴脱开时,要达到不拆风轮的目的,需要在靠近锁紧盘处加以辅助支承工装,以平衡风轮的质量。根据PLM的基本思想,在产品设计时应在机舱底架上预先设计安装工装支座的螺纹孔。
4.2 在运行风机的增速机脱开方案
4.2.1 方案设计
本文以向密封腔内通以高压液压油,产生710 t左右的推力,将主轴和行星架推开为例,进行方案设计。
增速机拆卸脱开方案(见图9)如下:1)按正常方法解除并退出胀套;2)在密封通道内插一可以向密封腔输送高压液压油的工装,在增速机中心管处密封,即从风轮内,沿主轴中心孔插1个带径向密封的后段工装,接1个中段工装和1个前段工装,并当全部工装安装完成后,使后段工装距行星架端面的距离L1大于主轴与行星架的配合长度L;3)通过主轴的内孔向密封腔内预加注液压油,直至加注满;4)将前段工装用螺栓固定在主轴端面,连接好手动液压泵和压力表;5)按正常方法卸去堵头,接上三通接头,安装手动液压泵和压力表,在过盈解除槽内施加≥40 MPa的压力,并保持该压力状态;6)操作主轴端的手动液压泵,逐步加压,期间不断给手动液压泵补足液压油,直至主轴和行星架缓缓相对退出脱开。

图9 在运行风机的增速机拆卸脱开方案
4.2.2 工装设计
该方案涉及的主要工装是前段工装、中段工装和后段工装(见图10)。因为从主轴右端至密封腔的距离约有3 m,工装分成3段后可方便移动和进入风轮,进入风轮后,再按图10c、图10b、图10a的顺序依次通过螺栓将端部法兰联接起来,最后把后段工装的密封头送入图9所示的L1位置。
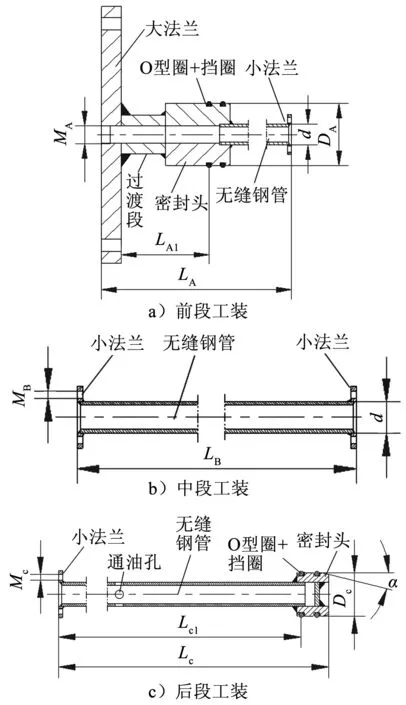
图10 工装图
前段工装的大法兰、过渡段、无缝钢管和小法兰焊接在一起,小法兰的安装孔与中段工装的螺纹MB相适应,无缝钢管外径为30~50 mm,只要主轴内孔允许。中段工装的两端小法兰和无缝钢管焊接在一起,无缝钢管同上。后段工装的小法兰、无缝钢管和密封头焊接在一起,在无缝钢管的壁上开一个直径为6 mm的通孔用以通油;密封头的直径DC略小于增速机中心管的内径0.5~1 mm,安装密封件的槽型尺寸按O型圈+挡圈的相关设计标准执行;端部焊一堵板,且不得漏油。3段的长度按把后段工装的密封头送到增速机中心管位置所需的长度等分,也可按实际需求略有差异。另外,3段工装之间的法兰连接处都在高压油腔内,无需加装O型圈密封。
工装的作用如下:1)将主轴中心孔和增速机中心管内径密封,形成密封腔;2)输送液压油至密封腔内;3)将后段工装的密封头通过狭长的内孔送至增速机中心管指定的位置;4)当通入高压油后,拉住后段工装的密封头不能向右移动,此时工装上的无缝钢管和法兰都会受到较大的拉力。
对于单主轴承传动系统的在运行风机,需要增加辅助支承,并在机舱底架上攻制安装支座的螺纹孔。
5 试验
本文以某风力发电厂2.0 MW的风力发电机为例,按在运行风机的增速机拆卸脱开方案进行试验。
试验步骤如下:1)如图1断开增速机至发电机的高速联轴器,拆除主轴端面及中心孔和增速机中心的电缆、线缆、固定架和电滑环等,用高压气体分别从风轮端和增速机端向中心孔吹入,吹去粘附在孔壁内的赃物;2)如图1a所示将增速机的安装支架螺栓卸掉,使增速机可以向后滑动;3)按图2所示,松开螺栓,向右敲击锁紧盘,这时胀套会向左自动弹出,从而释放楔紧力,解除过盈配合;4)将图10的工装放置在风轮内,在安装左段工装和右端工装时在“O型圈+挡圈”部位涂润滑油或润滑脂,以防止拉伤表面,破坏其密封性;5)按方案设计的步骤进行操作;6)为不拉伤配合表面,当解除楔紧力的手动泵压力降低时,继续泵油加压,直至增速机和主轴脱开或出现泄油建立不起来压力时为止;7)当增速机和主轴将要脱开时,注意用干净的容器将泄出的液压油收集起来。
过盈解除槽压力60 MPa,并保压,当风轮端手动油泵的压力到达26.3 MPa时,伴随瞬间响声增速机开始移动,之后压力快速降低。压力与退出长度的关系见表1。

表1 退出长度与压力的关系
从安装工装开始到增速机与主轴脱开,共耗时3.2 h。
6 结语
基于PLM(产品全生命周期管理)的基本思想提出的使增速机与主轴脱开的方案,施加的力均是直接作用在主轴端面和增速机行星架端面,推动其相互分离,没有偏载和附加弯矩,同时保持一定的过盈解除压力(60 MPa)润滑主轴,减少拉伤。通过风场风机试验证明,这种方案不但可以避免传统方案对主轴、主轴承和增速机的损伤,还可以减少人员配置至3人(一人进入风轮内操作手油泵,一人在机舱内操作手油泵保压,一人巡视观察指挥),脱开分离时间远远少于传统方式。总之,该方案安全、完好、快捷、可行,是目前使主轴和增速机拆卸脱开较理想的工艺方法。
猜你喜欢
机械制造(2022年4期)2022-05-10
电子乐园·上旬刊(2022年5期)2022-04-09
一重技术(2021年5期)2022-01-18
科学技术创新(2020年6期)2020-04-18
太阳能(2019年10期)2019-10-29
重型机械(2019年3期)2019-08-27
中医眼耳鼻喉杂志(2019年2期)2019-04-13
太阳能(2019年1期)2019-02-14
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
