
30Cr13马氏体不锈钢焊接工艺评定
2018-11-26 06:16:06,
机械制造文摘(焊接分册) 2018年5期
,
(森松(江苏)重工有限公司,江苏 南通 226000)
0 前言
3Cr13钢属于马氏体类型不锈钢,机械加工性能好,经热处理(淬火回火)后,具有优良的耐腐蚀性能、较高的强度以及较好的耐磨性,用于力学性能要求较高、耐蚀性能要求一般的零件上,如弹簧、汽轮机叶片、刃具、喷嘴、阀座、阀门/水压机阀等,也常用来制造测量器械、医用工具。2017年,森松(江苏)重工有限公司承接了煤矿设备制造项目,焊接结构的母材涉及有30Cr13马氏体不锈钢,由于含碳量高,在具有较高的强度、硬度和淬透性的同时,其焊接性能较差。为保证产品质量,进行了多次焊接工艺试验,最终确定了焊接材料和焊接工艺参数,通过了焊接工艺评定的要求。
1 焊接性分析
30Cr13马氏体不锈钢的含碳量较高,同质焊缝及热影响区焊接后均为硬而脆的马氏体组织,温度超过1 150 ℃的热影响区内,晶粒会显著长大。因此,焊缝和热影响区易产生粗大的马氏体组织,在较大焊接残余应力作用下,易产生冷裂纹[1]。为了防止焊接接头的淬硬组织,控制冷裂倾向,除了选用合适的焊接材料外,还应采取焊前预热和焊后缓冷措施,改善焊接接头的组织和力学性能。
图1是用30Cr13马氏体不锈钢制造的典型部件结构,由上、下法兰和筒体构成,筒体由两块30Cr13板材经过温压成形和组对拼焊而成。不难看出,成形和焊接后筒体上方4个顶角处是主要应力集中点。
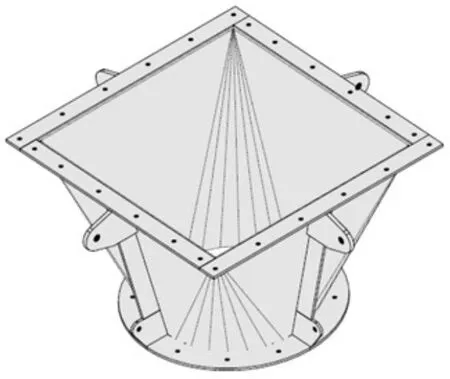
图1 典型部件的焊接结构
2 评定试验及焊接工艺
2.1 试验材料
通常采用等强度原则选择焊接材料。试验用30Cr13板材厚度为12 mm,其化学成分和力学性能的技术要求值及实测值见表1和表2。根据GB/T 4237—2007《不锈钢热轧钢板和钢带》的要求,30Cr13母材的化学成分和力学性能均满足技术要求,但碳当量(CEV=3.03%)较高,焊接性较差。
焊接材料的选择是焊缝质量优劣的重要条件,综合考虑该产品实际结构特点、设计要求,主体材料类别及板材厚度等因素确定焊接材料类型。为了保证焊缝金属的塑性、韧性和焊接接头的抗裂性,选用适用于异种钢焊接的309奥氏体不锈钢焊接材料,以得到综合性能良好的焊接接头。试验采用的两种焊接材料的化学成分和力学性能见表3和表4。由表4可以看出,焊接材料的全焊缝金属的抗拉强度和断后伸长率满足30Cr13母材的性能要求。
2.2 焊接工艺试验
试验采用30Cr13板材的尺寸为500 mm×150 mm×12 mm。因30Cr13为马氏体不锈钢,有较大淬硬倾向,且产品实际拘束预应力较大,尽管采用塑性较好的奥氏体不锈钢焊接材料,考虑到母材与焊接材料为异种材质,采取焊前预热和焊后热处理的措施,以防止由于冷却速度过快导致冷裂纹的形成。

表1 30Cr13钢的化学成分(质量分数,%)

表2 30Cr13钢的力学性能
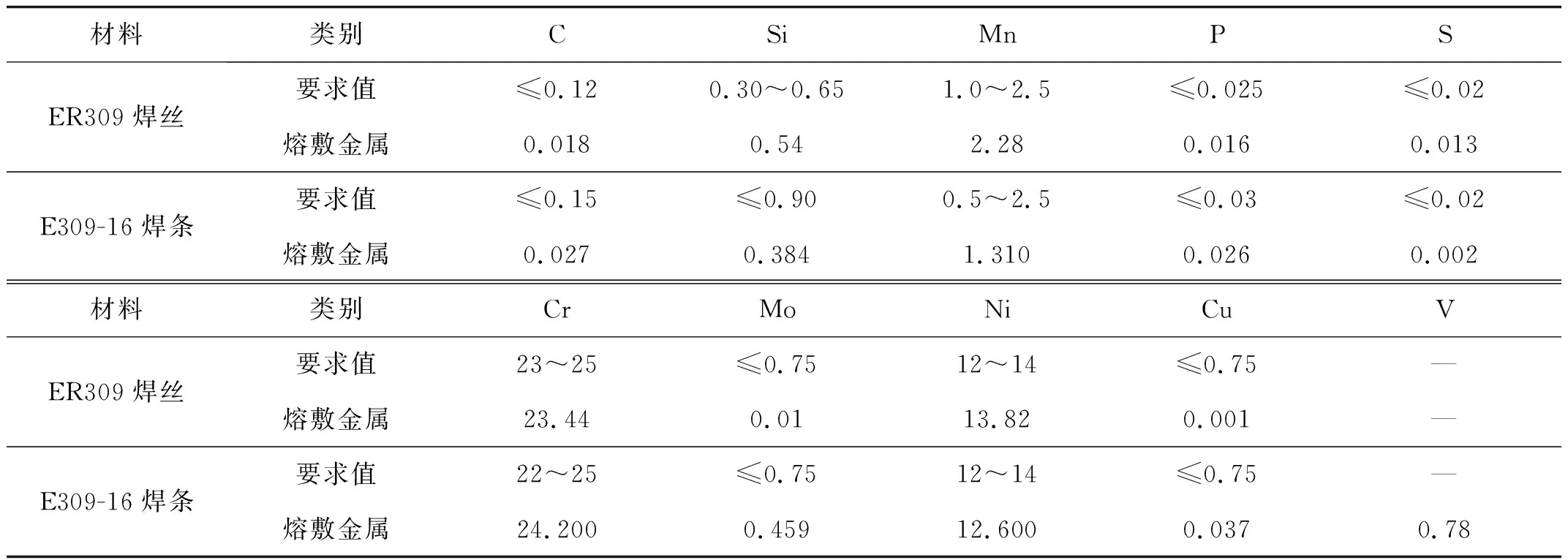
表3 ER309焊丝和 E309-16焊条化学成分(质量分数,%)
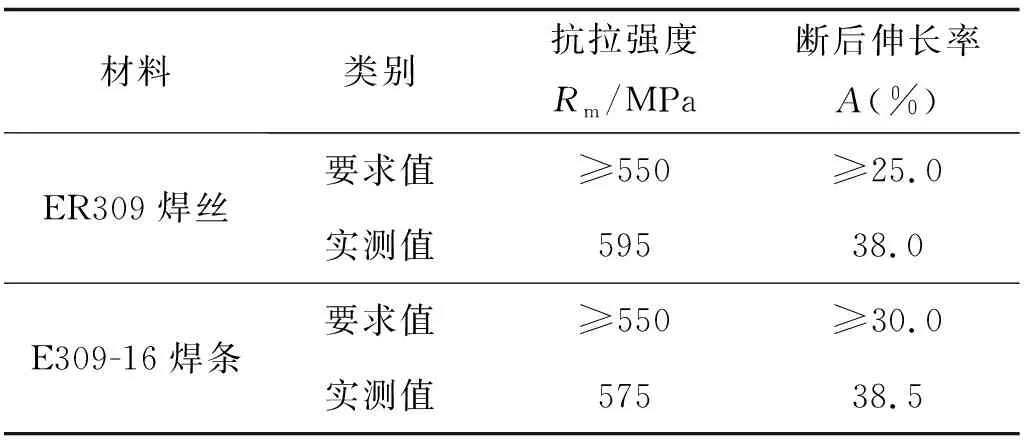
表4 ER309焊丝和 E309-16焊条力学性能
考虑到筒体内部作业空间狭小,且焊前预热温度较高,采用接头形式为单面60oV形坡口,采用氩弧焊(GTAW)打底和焊条电弧焊(SMAW)进行填充的焊接方法,在筒体外侧进行施焊。焊接时,应避免使用较大的焊接热输入,以减小热影响区的宽度,注意控制层间温度,进行多层多道焊[2]。经过多次焊接工艺试验,确定预热温度和层间温度均为300~400 ℃,其它焊接工艺参数见表5。
焊接过程中,为尽可能地模拟实际焊接结构情况,将试板提前刚性固定以增加焊缝的拘束力,然后再施焊。焊后立即采取保温缓冷措施,以降低冷却速度,防止产生冷裂纹。结合现场实际使用工况,为消除焊接筒体残余应力并降低出现裂纹的可能性,将焊接筒体进行了焊后整体消除应力热处理。消除应力回火处理的温度为635~665 ℃,控制升温速度在56~205 ℃/h,进炉温度≤315 ℃,保温60~75 min,出炉空冷。焊后消除应力的热处理工艺曲线,如图2所示。

表5 焊接工艺参数
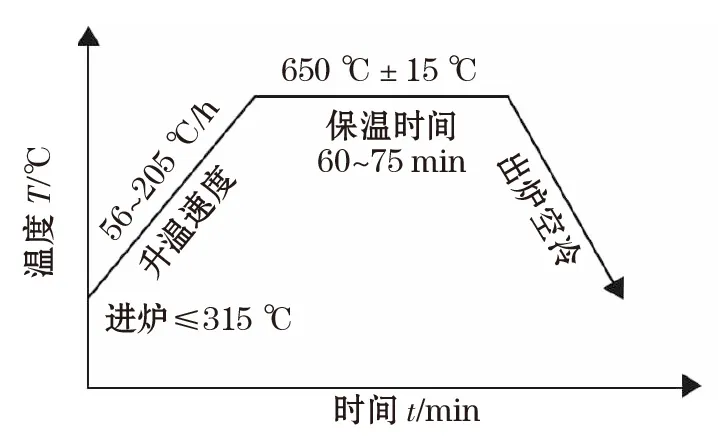
图2 焊后消除应力热处理工艺曲线
3 焊接工艺试验结果
为了验证焊接材料的选择是否合适和焊接工艺参数是否合理,对30Cr13马氏体不锈钢焊接筒体进行了100%的PT+RT检测。考虑到母材具有一定的延迟裂纹倾向,故在焊接完成48 h后安排进行无损检测,还安排在消除应力热处理后再次进行无损检测。无损检测结果显示,焊后以及热处理后的焊接筒体均合格,未产生该类母材常见的延迟裂纹、气孔、夹渣等缺陷,焊接工艺性良好。
按照AWS D1.6/D1.6M-2007《不锈钢焊接规范》要求,拉伸试验试样的抗拉强度不低于母材抗拉强度最小值,弯曲试验试样沿任何方向不得有单条长度大于3 mm的开口缺陷。为验证所焊焊接接头的力学性能是否能满足产品需求,对焊接筒体试板的力学性能进行测试。取横向拉伸试样2件,侧向弯曲试样4件,测得焊接接头的强度、弯曲试验结果见表6。

表6 力学性能测试结果
从表6的力学性能测试结果可以看出,使用奥氏体不锈钢焊接材料焊接30Cr13马氏体不锈钢,焊接接头的抗拉强度大于母材最低540 MPa的要求;经180°侧弯试验后,未见肉眼可见开裂,未发现有延迟裂纹出现。由此也证实了焊接材料、焊接工艺参数及热处理工艺参数的选择较为合理。
4 结论
(1)选用309奥氏体不锈钢焊材,采用氩弧焊+焊条电弧焊方法对30Cr13马氏体不锈钢板材进行焊接工艺试验,试验结果达到了实际产品技术要求,可以制订焊接工艺规程,进行产品试制。
(2)采用较小的焊接热输入进行多层多道焊接,配合焊接预热,焊后保温及消除应力回火热处理工艺措施,焊接筒体和接头的无损检测和力学性能测试均满足要求。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:20
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
装备制造技术(2020年1期)2020-12-25 05:18:00
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
