
旋回破碎机主传动弧齿锥齿轮的设计与加工
2018-11-11 09:30袁志高
机械工程师 2018年11期
袁志高
(湖南南方宇航高精传动有限公司,湖南株洲412002)
0 引言
旋回破碎机是利用破碎锥在壳体内锥腔中的旋回运动,对物料产生挤压、劈裂和弯曲作用,进而粗碎各种硬度的矿石或岩石的大型破碎机械[1-5],如图1所示。装有破碎锥的主轴,其上端支承在横梁中部的衬套内,其下端则置于偏心轴套的偏心孔中。主传动弧齿锥齿轮副的大轮安装在偏心轴套上,因此当弧齿锥齿轮副的小轮驱动大轮并带动轴套转动时,破碎锥绕机器中心线作偏心旋回运动,其破碎动作是连续进行的,故工作效率高于颚式破碎机。
由于破碎锥绕机器中心线作偏心旋回运动,因此在旋回破碎机工作过程中,与偏心轴套固连的弧齿锥齿轮副的大轮,其轴线同样绕机器中心线作偏心回转运动,这就造成了齿轮副的大、小轮在工作过程中,其相对位置时刻发生变化。为了保证弧齿锥齿轮副的正常工作,需保证其在不同工作位置时都要有合理的侧隙,避免齿面的卡死。此外,还应保证在不同工作位置时,齿面啮合接触区都位于齿面内,不能产生边缘接触,避免轮齿的受载折断。

图1 旋回破碎机结构图
1 弧齿锥齿轮副基本参数及侧隙的确定
以某矿山设备制造企业生产的旋回破碎机为例,其主传动弧齿锥齿轮副的基本参数为:小轮齿数16,大轮齿数49,大端端面模数17 mm,轴交角90°,压力角20°,中点螺旋角30°,大轮齿面宽125 mm,小轮旋向左旋,齿轮副传递功率220 kW,小轮输入转速490 r/min。工作过程中,大轮轴线绕机器中心线做偏心回转运动,其偏心量为0.65 mm。
对于该弧齿锥齿轮副,根据锥齿轮设计标准,其大端最小法向侧隙值为0.69 mm。由于齿轮副的大轮在工作过程中做偏心回转运动,因此,齿轮副大、小轮之间的相对位置不断产生变化。而相对位置的变化也会造成侧隙的变化。为了保证齿轮副在不同位置啮合时都具有合适的侧隙,将齿轮副的工作位置分为图2所示的8种情况,图2中0所在的位置表示大轮轴线位于理论安装位置,而数字1~8所代表的位置分别表示大轮实际轴线绕机器中心线偏心回转时所处的不同位置。

图2 齿轮副工作位置的8种情况
当大轮的实际轴线处于图2中1~8所代表的8个不同位置时,则齿轮副大、小轮之间的位置相对于理论安装位置产生了偏差。用V、H表示相对位置的偏差量,如图3所示,图中H表示小轮沿其轴线相对于大轮的位置偏差量,远离大轮轴线为正值;V表示小轮沿与其轴线相垂直的方向相对于大轮的位置偏差量。

图3 位置偏差的示意图
根据图2中所确定的8个位置以及图3所定义的位置偏差量,利用锥齿轮设计分析专用软件KIMoS[6],通 过 反 复试算并考虑一定安全裕量的情况下,将齿轮副在理论安装位置的侧隙值设定为1.05 mm,则可以计算得到8个位置所对应的V、H值以及侧隙值,如表1所示。
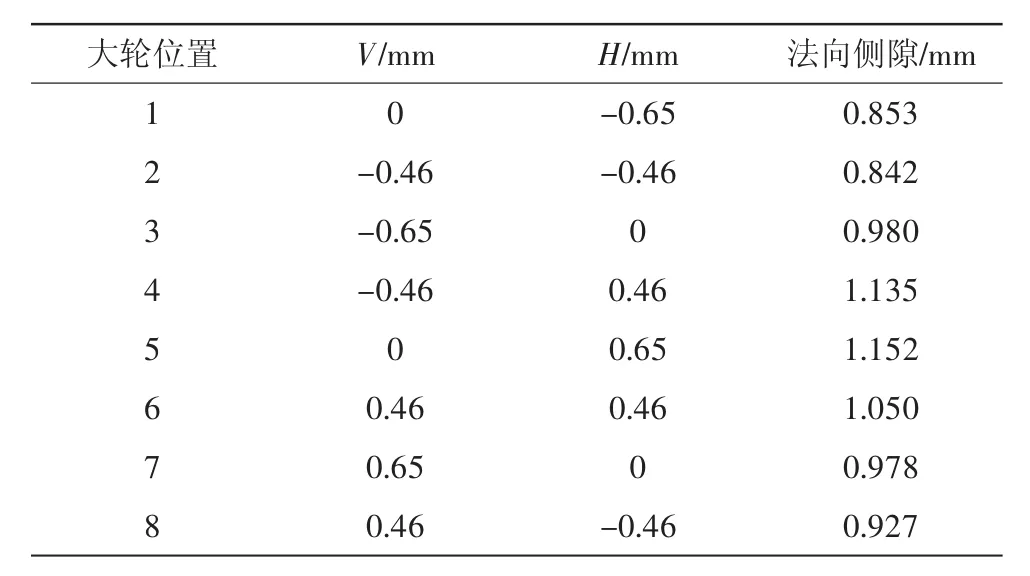
表1 8个位置的位置偏差及侧隙值
从表1中可知,当大轮的轴线运动到8个不同的位置时,齿轮副的侧隙值都大于0.69 mm,因此,满足齿轮副正常工作的侧隙要求。
2 齿轮加工机床调整参数的确定
对于传统的弧齿锥齿轮副,在确定齿轮加工机床调整参数时,只要保证齿轮副在理论安装位置有合适的接触区即可。但是对于旋回破碎机的弧齿锥齿轮副,由于工作过程中大、小轮之间的相对位置时刻发生变化,因此,确定齿轮加工机床调整参数时,就需要保证齿轮副在不同位置啮合时,其接触区都应位于齿面内,而不应位于齿面边缘或溢出齿面。
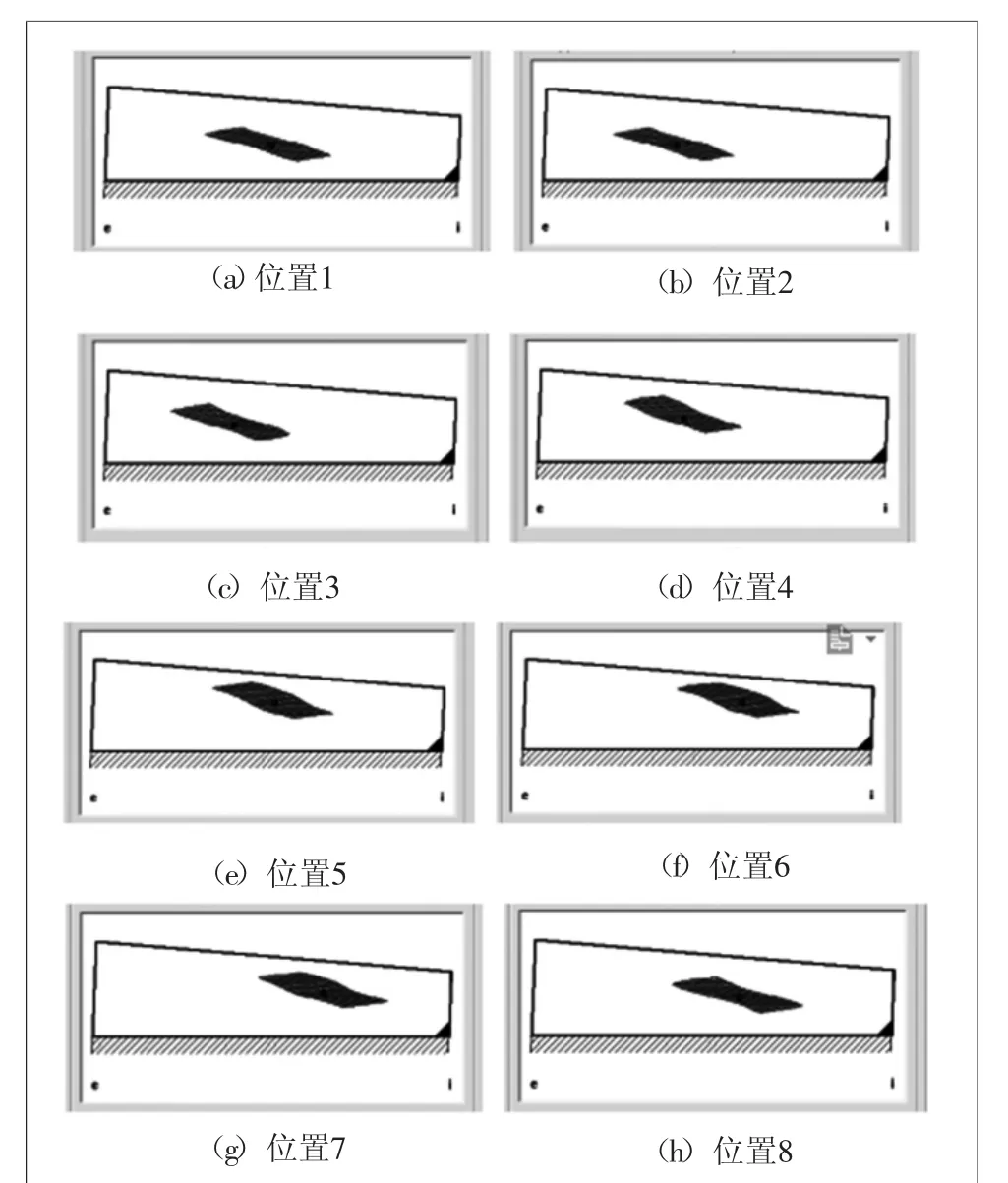
图4 8个位置的齿面啮合接触区

表2 大轮的切齿/磨齿加工机床调整参数
对于旋回破碎机的弧齿锥齿轮副,为了确定合理的切齿加工机床调整参数,充分利用了KIMoS软件的齿面修形功能以及齿面接触分析和齿面加载接触分析功能[6]。通过修改齿面的一阶和二阶修形参数,可以修改小轮齿面的修形量,包括压力角修形量、螺旋角修形量、齿长曲率修形量、齿高曲率修形量、短程挠率修形量,进而通过齿面接触分析功能模块和齿面加载接触分析功能模块,观察齿轮副在不同工作位置时的啮合接触区的大小、方向、位置。当不同工作位置的接触区满足设计要求时,即可输出相对应的切齿加工机床调整参数。
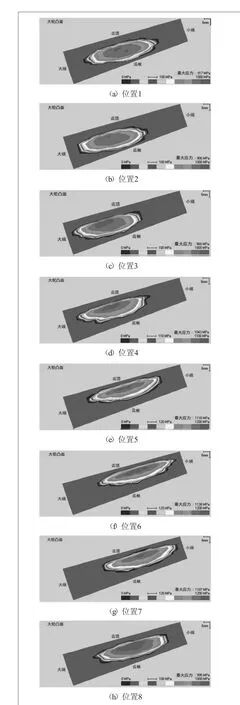
图5 8个位置的齿面加载啮合接触区
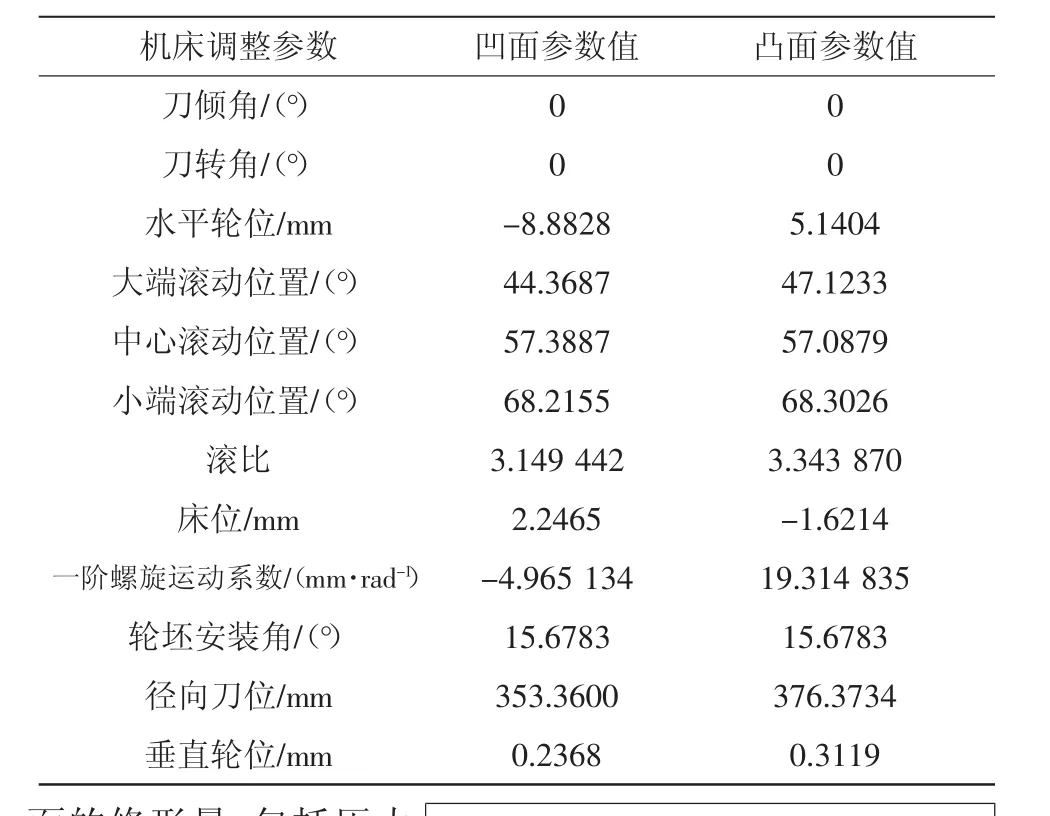
表3 小轮的切齿/磨齿加工机床调整参数

图6 齿轮副接触区的检验
图4是经过多次修正调整后得到的、在不同工作位置时的小轮凹面与大轮凸面的齿面啮合接触区。图5是齿轮副满载时在不同工作位置的、小轮凹面与大轮凸面的齿面加载啮合接触区。从图4和图5中可知,无论是轻载还是满载,齿面的啮合接触区都位于齿面内,不存在边缘接触的情况。表2和表3分别是软件计算得到的、切齿/磨齿加工大、小轮的机床调整参数。
3 齿轮切齿加工
基于以上的软件设计计算结果,在国产H2000C型数控螺旋锥齿轮铣齿机上进行了大、小轮的实际切齿加工,在国产H2000G型数控螺旋锥齿轮磨齿机上进行了大、小轮的热后磨齿精加工,并在H2000T数控螺旋锥齿轮检验机上进行了接触区检验,如图6所示,齿轮副的实际接触区与软件分析结果基本一致,满足旋回破碎机生产厂家的要求,目前所加工的齿轮副已投入实际应用。
4 结 论
1)针对旋回破碎机主传动弧齿锥齿轮副的工作特性,将其工作位置分为8种情况,并计算了8个位置的位置偏差。
2)根据工作位置的8种情况,确定了齿轮副的大端法向侧隙以及齿轮加工的机床调整参数。
3)基于软件设计计算结果所加工的齿轮副满足旋回破碎机生产厂家的要求且已投入实际应用。
猜你喜欢
数字制造科学(2019年3期)2019-10-10
制造技术与机床(2019年8期)2019-09-03
机械研究与应用(2018年6期)2019-01-18
中国自行车(2018年10期)2018-11-30
北京汽车(2018年4期)2018-09-08
中国设备工程(2017年14期)2017-08-01
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2017年3期)2017-05-19
制造技术与机床(2015年10期)2015-04-09
企业文化·中旬刊(2014年6期)2014-09-23
