HRBF400E细晶粒抗震钢筋的生产实践
2018-11-09 11:11曾圣明伍从应高长益
四川冶金 2018年3期
曾圣明,伍从应,王 劼,谢 祥,高长益
(1.首钢水城钢铁(集团)有限责任公司炼钢厂,贵州 六盘水 553028; 2.首钢水城钢铁(集团)有限责任公司技术中心,贵州 六盘水 553028)
1 引言
HRBF400E细晶粒抗震钢筋是一种较传统钢材组织更为细化,同时强度和韧性的配合更为合理的钢材产品。是对传统建筑钢铁材料性能的全面升级,符合社会可持续发展战略。为加快水钢螺纹钢筋产品的更新换代,2001年,水钢与东北大学着手钢筋控轧控冷工艺的研究,开发了高性能钢筋;2004年至2008年,与重庆大学联合进行高强度抗震热轧带肋钢筋的研发,2008年四川汶川地震第一时间将产品运到灾区,支持其灾后建设。2011年水钢开始着手 HRBF400E高性能细晶粒抗震钢筋的研制,结合多年来对钢材性能强化工艺的研究,通过不断优化成分、工艺的设计,成功开发出此钢种,并申办国家生产许可证。
2 HRBF400E的成分和性能要求
最新颁布的将于2018年11月1日起执行的GB/T 1499.2-2018《钢筋混凝土用钢 第2部分:热轧带肋钢筋》标准规定的HRBF400E的熔炼化学成分见表1,力学性能见表2。水钢根据自身的工艺流程特点和多年生产建筑螺纹钢筋的经验,为了使钢筋的质量和性能满足标准和用户使用要求,规定了内控成分,见表1。

表1 HRBF400E的熔炼化学成分(质量分数,%)
注:*:GB/T1499.2-2018标准规定,根据需要,钢中还可加入V、Nb、Ti等元素。
**:GB/T1499.2-2018标准规定,碳当量Ceq值可按如下公式计算:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15。

表2 GB/T1499.2-2018标准规定的HRBF400E钢筋的力学性能
3 生产工艺
3.1 工艺设计思路
传统螺纹钢筋工艺生产模式主要采用合金强化来提高钢材的性能[1],在提高钢材强度的同时伴随一定程度的塑性指标降低。水钢HRBF400E细晶粒抗震钢筋主要是通过控制钢的熔炼化学成分,通过控轧控冷技术来控制成品钢筋的组织形态和晶粒度,从而达到钢筋性能指标的优化,核心技术是细化晶粒。根据相关资料可知,晶粒细化一个数量级,钢材的强度可提高一倍,同时仍然保持良好的塑性和韧性[2-3]。从而实现了在不增加或尽量减少合金元素的前提下, 依靠细化晶粒使钢材具有高强度、高韧性和良好的加工性能。
钢材强度与晶粒尺寸的关系,符合Hall-Petch公式[4-5]:
ReL=R0+k·d-1/2
(1)
式中:ReL为材料屈服强度,R0为位错在晶粒内滑移时的摩擦阻力(内摩擦力),k为与晶界对滑移传播阻碍有关的常数,d为晶粒的平均直径。
材料的韧脆转变温度与晶粒尺寸的关系符合Petch公式[4]:
βTc=B-lnd-1/2
(2)
式中:Tc为韧脆转变温度,β、B 为常数,d为晶粒的平均直径。
由此可知,随着材料晶粒尺寸减小,材料的屈服强度不断提高,材料的韧脆转变温度变得越低,材料的韧性越好。
实现钢铁材料的晶粒细化最根本的条件是获得足够高的晶核形核率和较低的晶粒长大速度。关键在于低温轧制和低温快速冷却,控制较低的精轧温度, 辅之轧后的控冷, 使奥氏体在轧制的过程中发生动态再结晶,利用变形诱导铁素体相变和铁素体动态再结晶的基本原理,控制冷却速度使奥氏体向铁素体转变的相变温度降低,增大过冷度,增加铁素体的形核率,促使晶粒细化,从而大幅度地提高钢材的综合性能。
水钢开发的HRBF400E细晶粒钢筋是通过合理控制钢中碳、硅、锰等化学成分,采用中轧后预穿水工艺,降低精轧温度,实现控制轧制及精轧后控制冷却工艺,控制钢材高温奥氏体组织以及控制相变过程,最终控制钢材的组织类型、形态和分布,控制晶粒长大,可以在避免塑性降低的前提下提高强度。金相组织控制目标:晶粒度不粗于9级[6];钢筋横截面上基圆外围出现不连续、局部回火组织;钢筋横截面上,离试样边缘2 mm处布氏硬度与中心布氏硬度之差不大于40 HB。
3.2 工艺实施
1)工艺流程
铁水+废钢→100 t顶底复吹转炉冶炼→挡渣出钢→脱氧合金化→钢包吹Ar→连铸(方坯断面160 mm×160 mm,全保护浇注)→控制轧制→控制冷却→剪切→打捆→入库。
2)过程关键参数控制
(1)炼钢工序
冶炼终点,出钢钢水[C]=0.08%-0.12%、[P]≤0.025%。出钢时间不小于2.5 min(这是出钢口状况良好的标准),出钢过程采用双挡渣出钢工艺,严禁出钢口下渣。
(2)钢包软吹Ar时间不少于5.5 min,渣面微微涌动而不裸露钢液面,吹开黑渣面直径不大于500 mm,以达到均匀成分、均匀温度、钢中夹杂物上浮到渣中的目的,从而提高钢的质量。
(3)连铸工序
中间包钢水温度为1520~1545 ℃(连铸开浇第1包钢水可提高20℃ ,第2~3包钢水可提高10 ℃),正常连浇时控制钢水过热度不大于30 ℃。采用全保护浇注,中间包使用Al-C质水口,稳定铸坯拉速为2.5~3.0 m/min。
(4)轧钢工序
严格控制加热温度,开轧温度不大于1080 ℃,进精轧机组温度不大于(850±10)℃,轧后上冷床温度为 680~720 ℃。为保证控轧工艺的稳定及性能合格,轧制速度必须控制在一定范围。优化各架轧机的料型控制,严格控制各架轧机的堆拉钢系数,执行更为严格换辊换槽制度,采用滚动导卫替代滑动导卫等措施,保证产品通条尺寸稳定及表面质量合格。
4 产品质量
4.1 力学性能
1)拉伸及冷弯性能
各种规格的HRBF400E钢筋的拉伸及冷弯性能见表3。将表3中数据与GB/T 1499.2-2018标准要求的表2中数值比较可知性能合格。
2)显微硬度
对试样横截面进行显微硬度测试,边部硬度测量位置要求在距离螺纹钢外表2 mm处,中心硬度测量位置要求在螺纹钢横截面中心点处,结果见表4。

表3 φ12~28 mm HRB400E钢筋的拉伸及冷弯性能
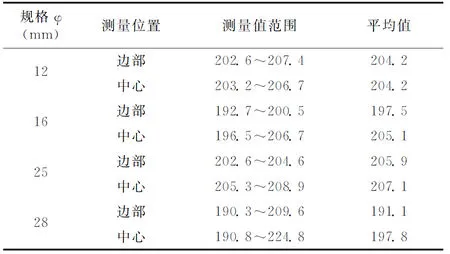
表4 φ12~28 mm HRB400E钢筋横截面的显微硬度(HB)
4.2 金相组织
φ25 mm 钢筋横截面形貌见图1,穿水层厚度为0.71~1.16 mm;穿水层组织为回火索氏体,见图2;1/2半径处组织为铁素体+珠光体,珠光体约占49%,晶粒度为10级,见图3。由此可知,钢筋的组织正常。
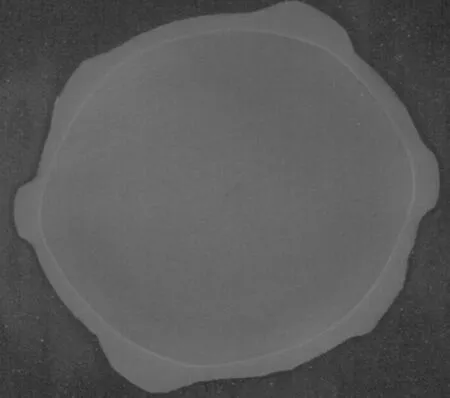
图1 φ25 mm HRBF400E钢筋横截面形貌
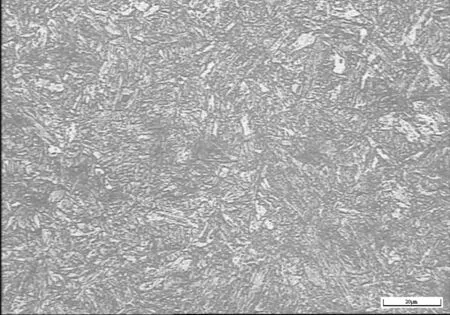
图2 φ25 mm HRBF400E钢筋穿水层组织
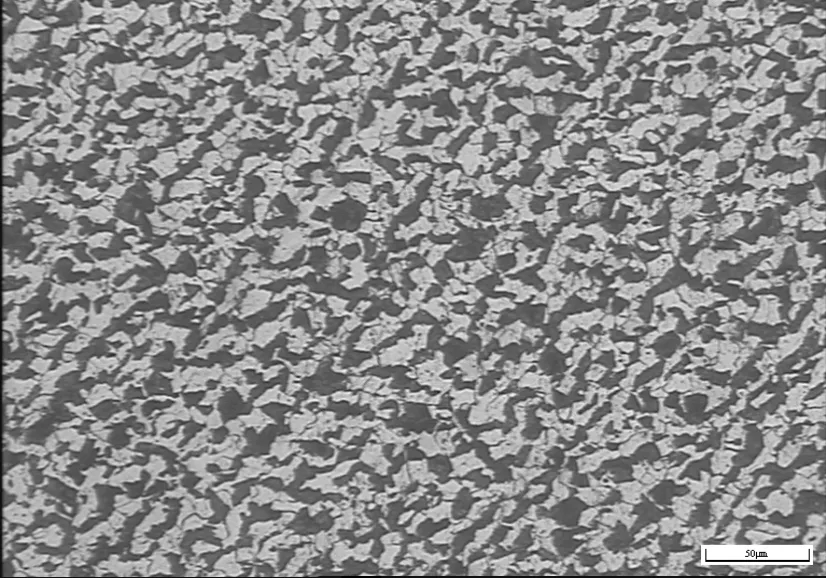
图3 φ25 mm HRBF400E钢筋1/2半径处组织
5 结论

猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
大众投资指南(2021年35期)2021-02-16
失效分析与预防(2021年6期)2021-02-15
四川冶金(2018年1期)2018-09-25
劳动保护(2018年5期)2018-06-05
华人时刊(2018年23期)2018-03-21
中华建设(2017年3期)2017-06-08
新疆钢铁(2016年3期)2016-02-28
装备环境工程(2015年4期)2015-02-28