EM12K焊接用钢盘条的研制开发
2018-11-09 08:23张秀香蒋艳菊吴东明
现代商贸工业 2018年34期
张秀香 蒋艳菊 吴东明
(本钢集团棒线材研究所,辽宁 本溪 117017)
EM12K盘条是制作埋弧焊丝的原料,北营公司结合以往生产焊线经验,通过精炼进行成分微调、全程保护浇注、控轧控冷等工艺,成功研制出埋弧用焊接用钢盘条EM12K。
1 工艺流程
DS→LD→LF→CC(电磁搅拌)→加热→高线→检验→包装出厂
2 冶炼工艺控制
2.1 化学成分控制要求
埋弧焊丝钢为了保证焊接和焊缝的质量以及后续保证拉拔过程生产效率,要求盘条成分均匀、较低的成分偏析指数。为使钢的化学成分能够满足最终产品质量要求,化学成分内控要求见表 1。

表1 化学成分/%
2.2 脱氧及精炼控制
在转炉吹炼过程保证合适的供氧时间和吹氧量,由此保证合金元素的收得率和钢水的成分控制。在出钢过程实现合金化,且保证脱氧程度,采用挡渣法出钢, 通过减少出钢带渣量来控制非金属夹杂物的含量。防止钢水过渡氧化,稳定钢水的含氧量,精炼炉加入合适的合金及脱氧剂进行合金微调及进一步的脱氧,保证最终的氧含量。
LF炉通过吹氩搅拌钢水,微调合金成分,三相电极电弧使钢水升温、造渣去硫等操作,以达到对钢水精炼目的,通过 LF 精炼炉进行钢水成分微调,保证盘条拉拔性能和焊丝焊接性能。实际生产熔炼成分与盘条成品样成分波动幅度为: C±0.01% , Mn±0.03% , Si±0.02% , P、S≤0.012%。
2.3 气体和夹杂物控制
钢中气体含量高容易产生焊缝气孔、白点等缺陷, 同时也容易造成焊缝冷热裂纹,所以, 气体含量需要控制在最低限度: [O]≤70×10-6, [N]≤70×10-6, [H]≤2×10-6。钢中的夹杂物不仅会使线材的拉拔性能变坏,而且会影响埋弧焊丝的使用性能和焊缝质量, 而且容易造成焊缝金属缺陷。
为了保证钢水的洁净,北营公司采取了有效控制措施。(1)大包至中间包、中间包到结晶器采用全过程保护浇注措施, 同时中间包采用中性低碳覆盖剂和碳化稻壳双层保温,防止钢水二次氧化;(2)精炼造白渣,软吹氩, 实现钢水进一步脱硫、脱氧、去夹杂,保证精炼出站钢中氧含量小于70ppm,[P]、[S]≤0.030%;(3)采用电磁搅拌技术促进气泡的上浮去除;(4)精炼采用微正压。最终产品的气体及夹杂物情况见表2。

表2 盘条夹杂及气体
2.4 控制结晶器液面波动及二冷水冷却制度保证铸坯质量
结晶器液面波动直接带来了铸坯的各种缺陷,为保证铸坯质量,控制结晶器的液面波动为首要条件,北营公司采取了各种有效控制措施:(1)浇注过程采用自动液面控制装置进行液面控制调节;(2)保证合适的吹氩量,防止液面翻滚;(3)侵入水口深度适当,保证在80mm-100mm;(4)使用合适的保护渣,保证其适合的粘度和润滑;(5)保证合适的浇注温度(过热度);(6)采用恒定拉速连铸方式。
铸坯在连铸过程采用了合理的冷却制度,使得钢水在水冷结晶器中形成足够厚且均匀的坯壳,保证了铸坯出结晶器不拉漏;同时也保证了铸坯内部细晶粒区的数量和整体铸坯质量。具体的铸坯低倍检测结果见表3。
表3 EM12K铸坯低倍检测结果
3 控轧控冷
3.1 加热温度控制
钢坯在加热炉内进行了合适的预热、加热和均热。在奥氏体化过程中实现了成分均匀与合适的晶粒大小,为后续的组织转变奠定基础。
3.2 轧制温度控制
根据EM12K奥氏体化过程温度,决定了开轧温度,详见图1。
埋弧用焊丝EM12K为低碳钢,其相变前奥氏体晶粒大小影响后期相变的组织形式和物理性能,是该钢种质量控制的关键,如果终轧温度过高,导致相变终了线右移,可能导致中温贝氏体或低温马氏体组织出现,导致最终性能不合和不利后续拉拔加工,所以其终轧温度不宜过高,进精轧温度曲线详见图2。
图1 盘条EM12K开轧温度曲线
图2 盘条EM12K进精轧温度曲线
3.3 吐丝温度控制
北营公司生产EM12K过程,根据该钢种的相变温度设定了此钢种的吐丝温度,保证了其相变开始时间,并避免了不良组织的形成,实现的最终的良好组织形式铁素体和珠光体,达到降低线材抗拉强度的目的,有利于后续工序拉拔制深加工。实际吐丝温度曲线详见图3。
3.4 冷却过程控制
低碳埋弧用焊丝EM12K理想的组织形式铁素体和珠光体。为实现其良好组织形式,冷却速度控制在1°/s以下,辊道的速度设定在0.09m/s;风机全部关闭;保温罩全关。合适的冷却速度保证了奥氏体的分解转变温度与时间,并保证了奥氏体晶粒尺寸,最终实现了良好的组织形式和理想的性能要求。显微组织形式见图4。
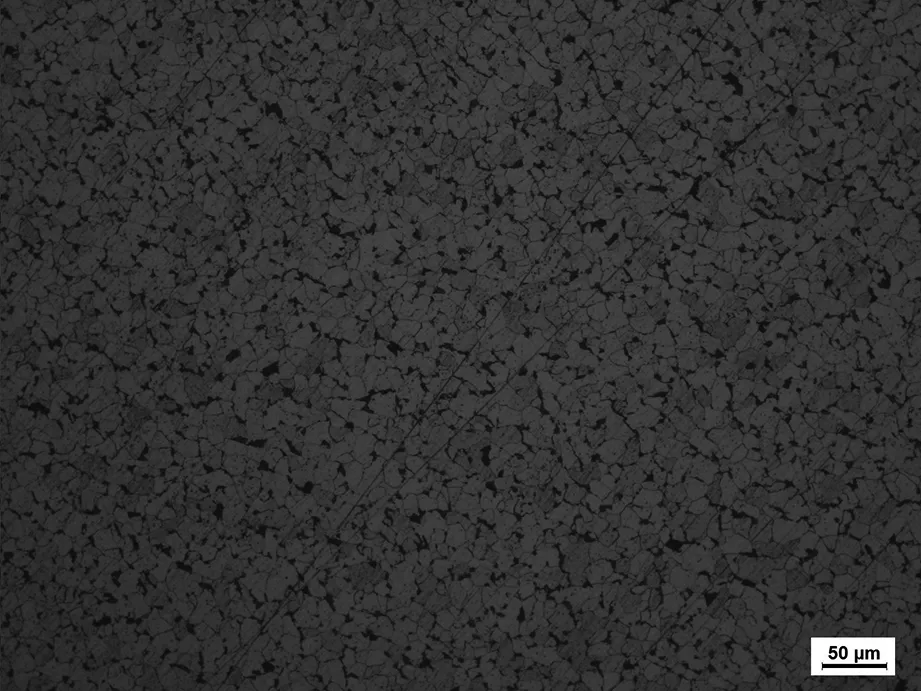
图3 盘条EM12K吐丝温度曲线
图4 盘条EM12K组织形态F+P(200倍)
3.5 尺寸精度控制
北营公司通过轧机、轧辊和导卫精度控制,以及张力大小、 孔型优化、加强设备维护和调整等手段, 保证了最终盘条的尺寸精度控制在B级。且通条尺寸波动小, 保证了后续的拉拔加工。
4 质量评定
北营公司生产的 EM12K 焊接用钢盘条,化学成分控制严格, 波动小,盘条的化学成分见表4; 金相组织均为铁素体加珠光体, 无不良显微组织,晶粒度均为9.5级。 盘条通条性能均匀稳定,具体强度控制情况见表5。整体的组织和性能控制良好,尺寸精度高,且盘条无废品。

表4 盘条化学成分

表5 盘条力学性能
EM12K盘条强度适中、塑性高、通条性能稳定, 产品各项性能指标完全符合用户要求。
猜你喜欢
山东冶金(2022年2期)2022-08-08
昆钢科技(2022年1期)2022-04-19
安徽冶金科技职业学院学报(2020年2期)2020-08-04
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
山东冶金(2018年5期)2018-11-22
上海金属(2016年2期)2016-11-23
上海金属(2015年4期)2015-11-29
新疆钢铁(2015年3期)2015-11-08
天津科技大学学报(2015年4期)2015-04-16