
海洋石油平台钢结构制造质量控制方法解析
2018-10-25 05:42张欢欢
电焊机 2018年9期
张欢欢
(海洋石油工程股份有限公司,天津300452)
0 前言
海洋石油开采是一项高成本、高技术、高风险的作业活动,对开采装备的质量要求非常高。本研究主要是对海洋石油工程钢结构制造过程中的各种质量控制要素进行解析。
1 项目投标阶段质量控制要素
项目投标阶段,招标方(项目业主或者总承包商)的标书中提出的每一项质量要求都会对项目成本、施工难度等造成影响,因此风险分析和技术澄清是投标阶段的两个重要质量控制要素。
1.1 风险分析
进行项目风险分析时,首先应仔细阅读招标文件,对筛选出来的风险进行分类,然后描述具体的风险事件及其对项目的潜在影响,最后找出缓解策略及方法。风险分析的目的是找出潜在风险项,避免不合理的报价对公司造成的重大经济损失。某投标项目风险分析如表1所示。
1.2 技术澄清
进行项目技术澄清时,需要找出询问的参考章节、条款,具体描述出需要澄清的内容。技术澄清的目的是找出招标方技术文件中难以理解的条款,让业主给出清晰明确的回答,由此判断项目的运行可行性和成本。某投标项目技术澄清表如表2所示。

表1 某投标项目风险分析
2 质量控制文件的控制要素
质量控制文件主要包括检验程序和ITP(检验与试验计划)。

表2 某投标项目技术澄清表
检验程序主要描述的是项目施工过程控制方法,从材料到货开始,包括下料、组对、焊接、外观、NDT、热处理、热调直、现场硬度实验,到组件释放等,每个环节应当如何进行质量控制。
ITP是项目运行过程中,预先设置质量控制节点,当施工进行到此节点时,质量人员进行检查,合格后才能继续进行下一步工作。编制ITP时主要设置好质量控制点,达到既能控制好项目质量,又便于现场施工,同时得到业主和第三方的认可。主要质量控制点的定义、类别及适用范围见表3。
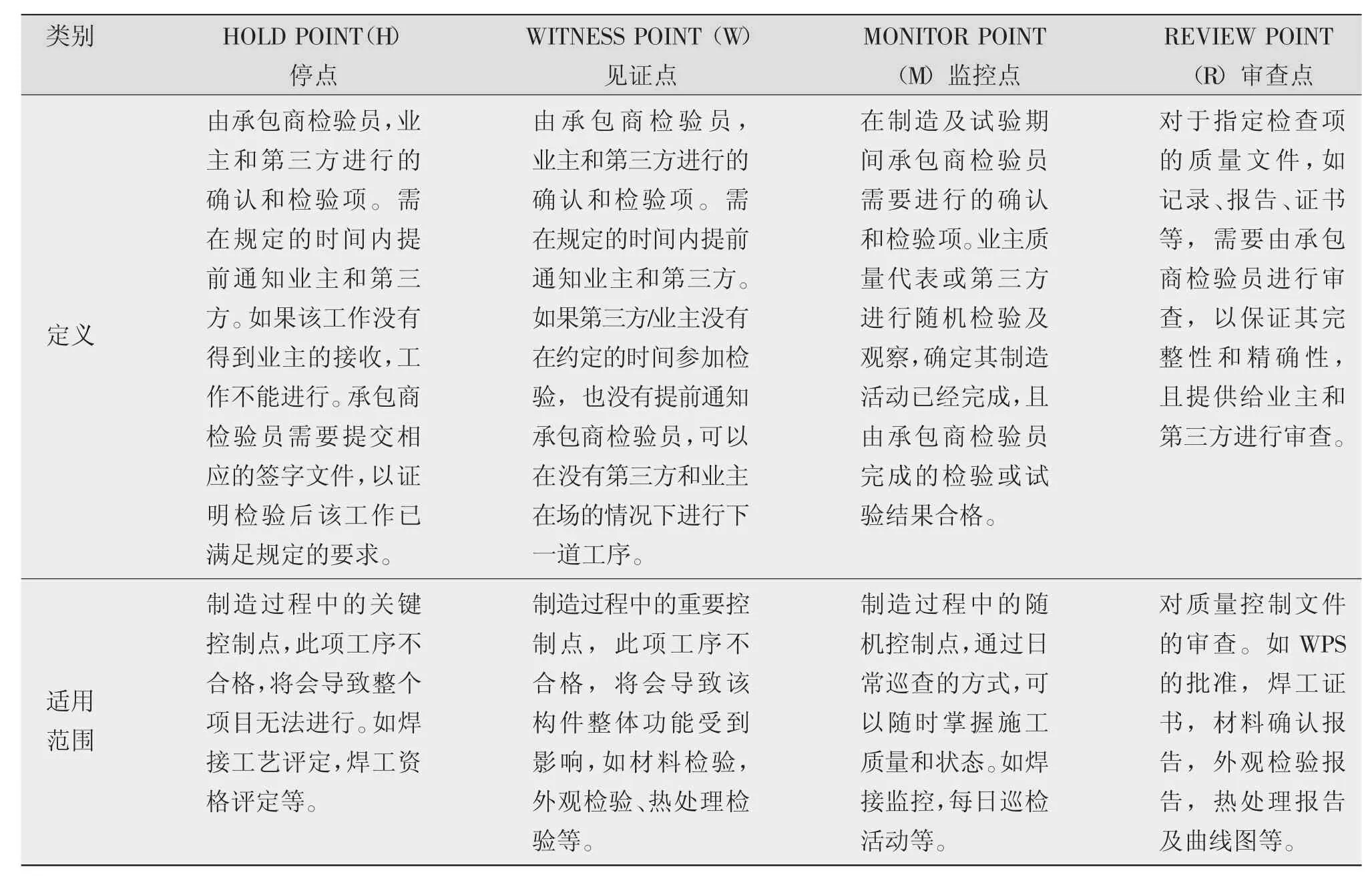
表3 主要质量控制点的定义、类别及适用范围
3 现场施工工序质量控制要素
建造现场施工工序主要包括材料检验、组对检验、焊接过程监控、外观检验、NDT、热处理检验、现场硬度试验、组件释放等。各工序质量控制要素如表4所示。
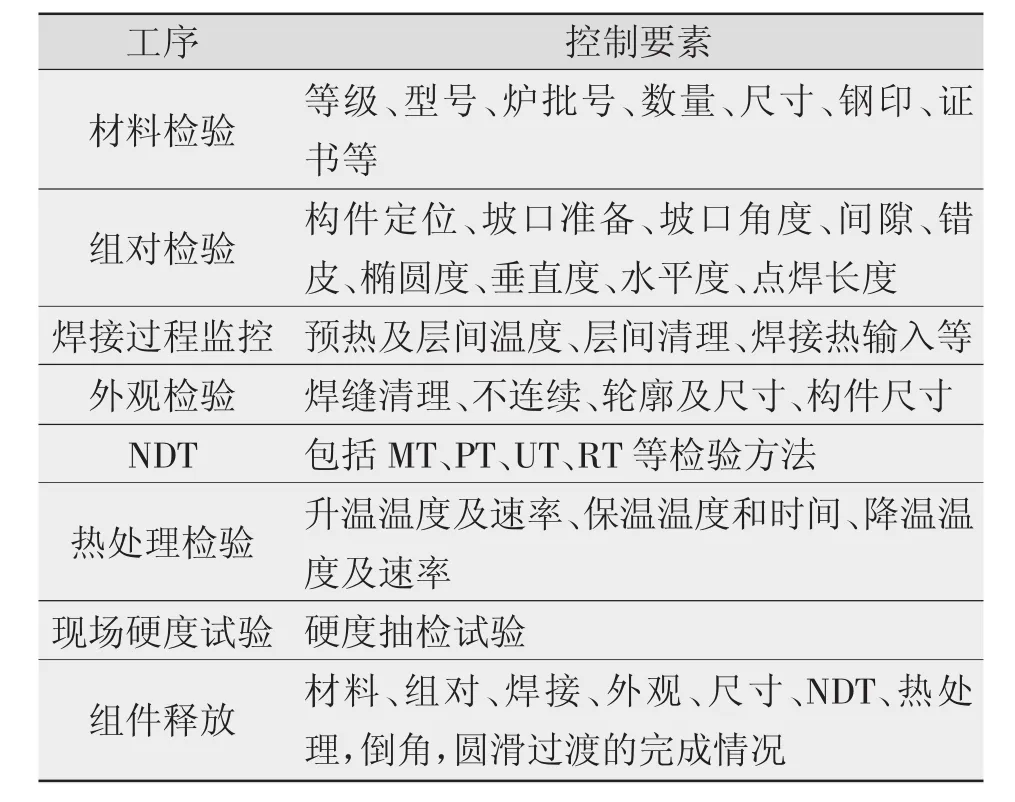
表4 各工序质量控制要素
3.1 材料检验质量控制要素
材料检验包括到货检验、下料切割前材料确认、切割后材料跟踪。
材料到货检验时,检验员应依据到货清单和材质证书检查等级、型号、炉批号、数量、尺寸等,发现不合格材料时,及时进行标记并存放在指定区域[1]。
下料切割前,应依据图纸划好切割尺寸线,确认好材质、尺寸,切割后,将原始钢印包括炉批号、杆件号等信息转移至切割后的各杆件。
核对钢板表面炉批号,如图1所示,使用超声波测厚仪检查材料厚度,如图2所示。
图1 核对钢板表面炉批号

图2 检查钢板厚度
3.2 组对检验质量控制要素
组对检验时,首先应依照WPS检查接头节点型式(包括坡口角度、钝边、间隙、错皮等情况)是否在偏差范围内;其次,检查构件装配尺寸,包括直线度、椭圆度、垂直度等[2]。
检查组对间隙,如图3所示,测量装配尺寸,如图4所示。

图3 检查组对间隙
图4 检查装配尺寸
3.3 外观检验质量控制要素
对焊道进行外观检验时,首先应检查焊道表面的不连续(包括裂纹、气孔、咬边等)情况是否超出验收标准的要求;其次,检查焊缝轮廓和尺寸(包括凸度、凹陷、焊角、焊瘤、焊喉、余高等[3])是否满足验收标准的要求。
表面电弧击伤如图5所示,测量焊角尺寸如图6所示。
3.4 NDT检测质量控制要素
NDT检测主要是严格按照验收规范的要求进行缺陷判定,检验员应持有规定级别的证书,有秉公执法的态度和责任心,严格按照操作程序和步骤进行检测。
MT检验员检查发现的裂纹如图7所示。

图5 表面电弧击伤
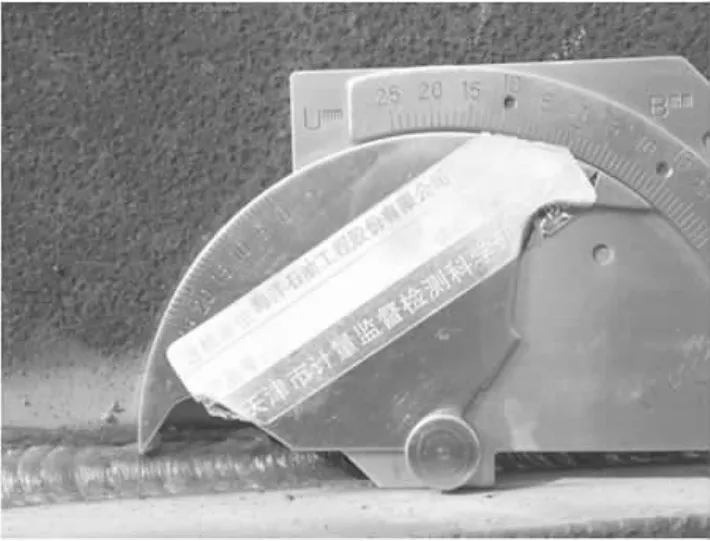
图6 测量焊角尺寸
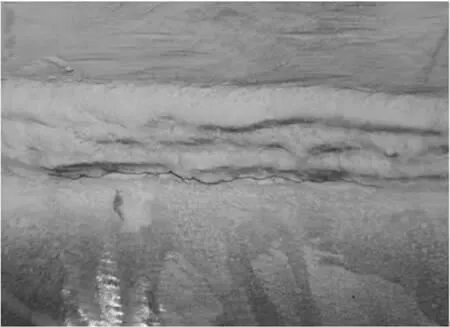
图7 MT发现的焊缝表面裂纹
3.5 热处理质量控制要素
焊后对焊缝进行热处理是消除焊缝内部应力和扩散氢的重要措施,只有保证操作方法和步骤正确,才能够保证应力消除和扩散氢的释放[4]。
检验员首先应查看热电偶及温度记录仪的校准,热电偶是否与被加热接头紧密接触,分布是否均匀,数量是否充足;开始升温后,检验员需使用红外线测温枪等测温工具,测量起始温度和保温温度,并记录保温时间,依据焊缝厚度,保证充分的热处理时间,并保证不超过允许的升温及降温速率。吊点板热处理检验如图8所示。
3.6 现场硬度试验

图8 吊点板热处理检验
现场硬度试验通常用于多次或严重受热影响的焊道及母材区域,例如进行过热处理、热调直、电弧击伤、返修焊道等。这些区域受热影响后,焊缝组织容易发生相变,产生一些淬硬组织[5]。
硬度检测仪在使用前,QC检验员必须确保其在计量有效期内。硬度测试的方法必须参考厂家推荐的手册。每次硬度测试前,检验员必须使用试块进行现场校订。
需测试的表面必须依据ASTME92要求仔细准备,以避免焊接和打磨影响到硬度测试。试样区表面应清洁、光顺、平坦、无氧化物,渗碳、渣质及锈蚀。油漆、氧化膜、坑或其他表面涂层应完全移除。准备测试的表面必须按照厂家推荐的要求进行打磨圆滑和磨光。
由于硬度测试是一种平均测试,通常检验员在同一区域进行3次测试,获得3个测试值。计算这3个测试值的平均值,并将其作为该测试区域的最终硬度值。
4 结论
总结海洋石油平台钢结构制造各工序质量控制要素,为今后相关企业进行生产制造、发现潜在风险、控制产品质量提供借鉴和参考。
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
山东冶金(2022年1期)2022-04-19
军民两用技术与产品(2021年8期)2021-11-24
模具制造(2019年10期)2020-01-06
中国纤检(2019年2期)2019-04-04
科技与创新(2016年12期)2016-06-25
企业技术开发·中旬刊(2016年5期)2016-05-14
焊接(2016年2期)2016-02-27
山东冶金(2015年5期)2015-12-10
组合机床与自动化加工技术(2014年12期)2014-03-01
