
数控转塔冲床直角剪切的可分度模具组合系统
2018-09-13 01:45张建设魏志国廉德萌莫云霞李玉佳
锻压装备与制造技术 2018年4期
张建设,魏志国,路 坤,廉德萌,莫云霞,李玉佳,宫 宁
(1.济南铸造锻压机械研究所有限公司,山东 济南 250306;2.小松(山东)工程机械有限公司,山东 济宁 272073)
数控转塔冲床是金属板材冲压加工的关键设备,作为对加工好的零件从板材上取下来,传统的方法为用普通的模具沿着零件的外边线冲压,最后拿下零件,另一种方法为用一个剪刀模具沿着零件的外边线进行剪切,但是普通的剪切模具与常用的剪刀类似,因为需要加工的板材为金属材质,在剪切时必须从整张板材的最外边进行剪切,然后剪切到加工好的零件之后,再沿着零件的外沿进行剪切,剪切完毕之后如果不再继续剪切的话,就会留下一个剪切的凸包痕迹,造成零件的损伤。
通过以上叙述可知,以上的方法不仅加工效率低下,并且会产生大量的废料,对板材造成极大的浪费,在接缝处接痕比较明显,如果加工工艺编制不完善,会造成加工件成为废品。
本文介绍了一种用于数控转塔冲床上的直角剪切可分度模具组合系统,用于无痕剪切和无废料下料。
1 系统的组成
该系统主要依托于济南铸锻所自主研发的变连杆式主传动系统、模具分度驱动装置、多子模装载装置和成型模具组组成。
1.1 变连杆式主传动系统
根据转塔冲床的工艺特点,把伺服主传动的曲柄连杆机构进行优化设计,把连杆分成两部分,中间 通过一个气缸带动垫块的进出来改变连杆的长度,在不动曲轴的情况下就能够实现滑块位置的改变,这两种位置在转塔冲床上统称为换模位(上死点)和预压位(打击位)。
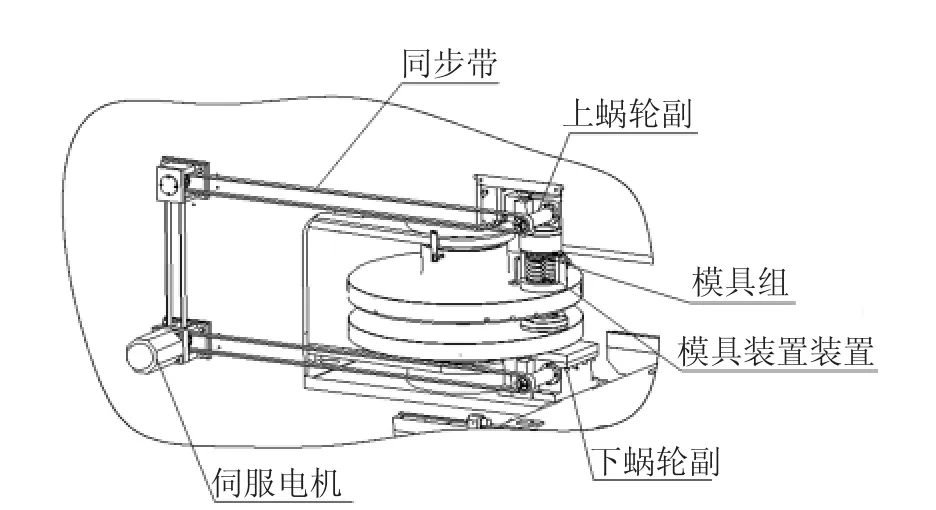
图1 系统组成
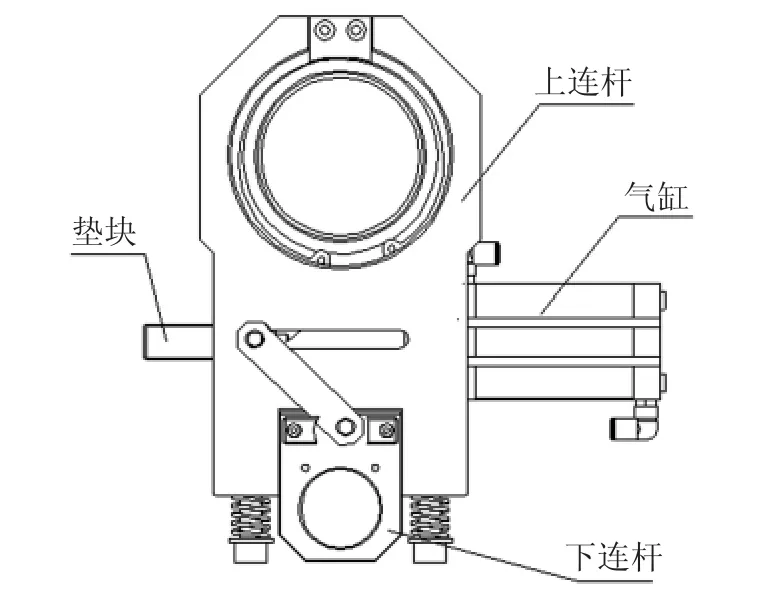
图2 变连杆结构

图3 模具分度驱动装置

图4 多子模装载装置和成型模具组
1.2 模具分度驱动装置
模具分度驱动装置主要包括上蜗轮副和下蜗轮副,两个蜗轮副通过同步带驱动,保证两个蜗轮副的同步性,精度能达到0.01°。
1.3 多子模装载装置
多子模装载装置是在标准的单工位转模的基础上改进,能够实现对6个标准的A工位或者3个标准的B工位进行装载。工作时可以选择任何一个模具,并且该模具能够实现360度不同方向的冲压,方便了用户应用,增强了机床功能。
1.4 成型模具组
成型模具组是一个剪切成型角的切角模具和两个剪切边的切边模具的组合。
2 工作原理
成型模具组安装在多子模装载装置中靠模具分度驱动装置带动旋转并选择模具冲压,在冲压时先选择切角模具切出一个角,然后选择另外两个切边模具分别沿着已切出的角的两边进行剪切,靠模具分度驱动装置来控制剪切的方向,直到剪切一个闭环,这样零件剪切下来,完成加工过程。
用户实际应用时只需要安装公司二次开发的后置编程软件,只需要把加工图形导入到软件中,设置好所需要的参数,软件会根据所导入的图形进行自动的编排顺序,编译成加工程序,无需用户过多的干预,导入机床就能够实现加工。
3 有益效果
首先是提供了一种可以装载标准模具,借助模具回转装置实现了对多子工位的复合模具分度冲压,并且再装配了一套剪切成型模具系统之后,组成了一个无痕剪切模具系统即实现数控转塔冲床直角剪切的可分度模具组合系统,与传统的成型模具系统相比,这个剪切系统先由切角模具剪切一个角,可以在板材的任意位置剪切角,这样解决了传统的无痕剪切模具只能剪切边,并且只能从没有板材的外边缘向里剪切的问题,在切角模具剪切成一个角模具之后,形成了一个剪切角,然后分别选用其他的两个模具沿着形成的角的两边进行剪切,最后把零件剪切下来。这样解决了第一刀无法剪切的问题,做到要哪儿剪哪儿的目的,大大的减少了板材的浪费,并且只需要沿着零件的外边剪切,大大的提高了效率。剪切模具是装在转模工位,在工作时靠蜗轮轴的旋转,剪切模具可以旋转任意角度,这样可以加工任意形状的零件,极大的增加了机床的功能。

图5 样件示意
另外,可以把剪切模更换为普通的模具,把剪切模系统作为普通的多子模来使用,这样就能够增加转盘装载模具的数量,从而丰富数控转塔冲床的工艺性能。
4 结束语
该系统能够合理的提高原材料的利用率,减少浪费,加工出来的零件不用二次处理。剪切模具是装在转模工位,剪切模具可以旋转任意角度,这样可以加工任意形状的零件,极大的增加了机床的功能。可以把剪切模换为普通的模具,把剪切模系统作为普通的多子模来使用,这样就能够增加了转盘装载模具的数量,丰富了转塔冲床的工艺性能。
猜你喜欢
曲阜师范大学学报(自然科学版)(2021年3期)2021-08-26
南宁师范大学学报(自然科学版)(2021年1期)2021-04-27
激光与红外(2021年3期)2021-04-07
广西民族大学学报(自然科学版)(2020年3期)2020-12-15
造船技术(2020年2期)2020-05-18
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
工业设计(2016年7期)2016-05-04
制造技术与机床(2014年11期)2014-04-23
河南科技(2014年4期)2014-02-27
