高耐热PBT合金的制备与性能研究
2018-09-13 02:23:06彭永陈王选伦
重庆理工大学学报(自然科学) 2018年8期
杨 静,刘 玲,彭永陈,王选伦
(重庆理工大学 材料科学与工程学院, 重庆 400054)
随着汽车保有量的增加,节约资源和减少环境污染是目前汽车工业有待解决的问题。减轻汽车自身质量从而降低燃油消耗和减少排放污染是目前一种有效的解决途径,因此汽车轻量化研究成为目前汽车技术的前沿和热点[1-2]。随着汽车轻量化发展,塑料在汽车上的用量日益增加,而其中聚对苯二甲酸丁二醇酯(PBT)在汽车上的开发与应用以明显的优势一直是汽车和塑料工业的焦点,尤其是在汽车领域非受力型部件方面替代金属材料、改性尼龙、聚碳酸酯及其他性能工程塑料[3]。通过各种改性加工手段获得改性PBT材料比如各种增韧、阻燃、增强PBT及PBT合金材料可以满足汽车部件的不同功能要求,而且还有新的改性技术不断地应用和创新。
聚对苯二甲酸乙二醇酯(PET)和聚对苯二甲酸丁二醇酯(PBT)为同系热塑性聚酯,其中PET结晶速度慢但成本较低,PBT结晶速度快但成本较高,所以PBT和PET可以采取熔融共混方法制备聚酯合金,以达到取长补短提高综合性能的效果[4]。制备的聚对苯二甲酸乙二醇酯(PET)/聚对苯二甲酸丁二醇酯(PBT)合金既可用于工程塑料中,又可用于纺丝。熔融共混制备的PET/PBT合金因具有良好的电绝缘、介电性能和耐化学腐蚀性能,已被广泛应用于开关变压器等电气部件及车灯装饰圈、烟灰缸、雨刷器等汽车内外饰[5]。电气部件要求材料阻燃、绝缘,汽车内外饰比如车灯外壳、汽车门锁系统等都要求材料应具备高耐热,但PET/PBT合金的力学性能很差,限制了对其的应用[6]。寻求新型相容剂、阻燃剂配合使用,制得力学性能、阻燃性能均优的聚酯合金体系,这对于PET/PBT合金的实际应用有巨大意义[5]。由于本文中改性所用的原料为再生料PBT,它的性能和PBT新料有一定差别。所以笔者选用PET对回收料PBT进行共混改性,提高它的性能。
PBT/PET合金仍然存在结晶速率慢、熔融温度高、成本较高、加工困难等问题,可以通过加入第三组分来降低PBT/PET合金的熔融温度,降低加工成本并扩拓宽应用范围。其中添加无机填料不但可以提高PBT的热变形温度,还能降低制品的成型收缩率,提高制品的尺寸稳定性和表面光泽度,降低成本[5]。比如,P.R.Rajakumar等[7]将纳米粘土与PBT和PET混合可以加速结晶过程和改善热稳定性。所以,笔者选用具有耐高温性能的云母粉作为无机填料,通过熔融共混制备了不同配比的PET/PBT合金,并研究了合金的性能,以进一步提高PBT/PET合金的耐热性。
1 实验
1.1 主要原材料
回收料PBT:3025NC,重庆多隆科技有限公司出品;PET:CR-8863,东莞永昌塑胶原料有限公司出品;绢云母:CF-A3,青岛优索化学科技有限公司出品;亚磷酸三苯酯:CAS-101-02,成都市科龙化工试剂厂出品。
1.2 主要设备及仪器
同向双螺杆挤出机:TSE-30A/500-11-40型,南京瑞亚佛斯高聚物装备公司出品;注塑成型机:EM90-SVP/2型,东华机械有限公司出品;热变形、维卡软化点温度测定仪:XRW-300型,承德市金建检测仪器有限公司出品;差示扫描量热(DSC)仪:DSC-Q20型,美国TA仪器公司出品;热重分析(TG)仪:TGA-Q50型,美国TA仪器公司出品;扫描电子显微镜(SEM):JSM-60LV,日本电子株式会社;电子万能拉伸试验机:微机控制CMT5105型,深圳市新三思材料检测有限公司出品;悬臂梁冲击试验机:XJU-5.5型,承德市金建检测仪器有限公司出品;电子万能试验机:CMT6104型,美特斯工业系统(中国)有限公司出品。
1.3 试样制备
将回收料PBT、PET和云母粉于120 ℃下干燥4 h,然后将回收料PBT、PET和云母粉按照一定配比在双螺杆挤出机上挤出造粒,挤出机喂料转速为12 r/min,螺杆转速为300 r/min,螺杆各段温度为220、240、245、250、250、250、250、250、240、230、220 ℃。然后将挤出粒料于120 ℃下干燥4 h后在注塑机注塑成标准样条。注射压力为40%、注射速度为60%,冷却时间为20 s,温度设定为:第1段为255 ℃,第2段为245 ℃,第3段为235 ℃。具体配方见表1。
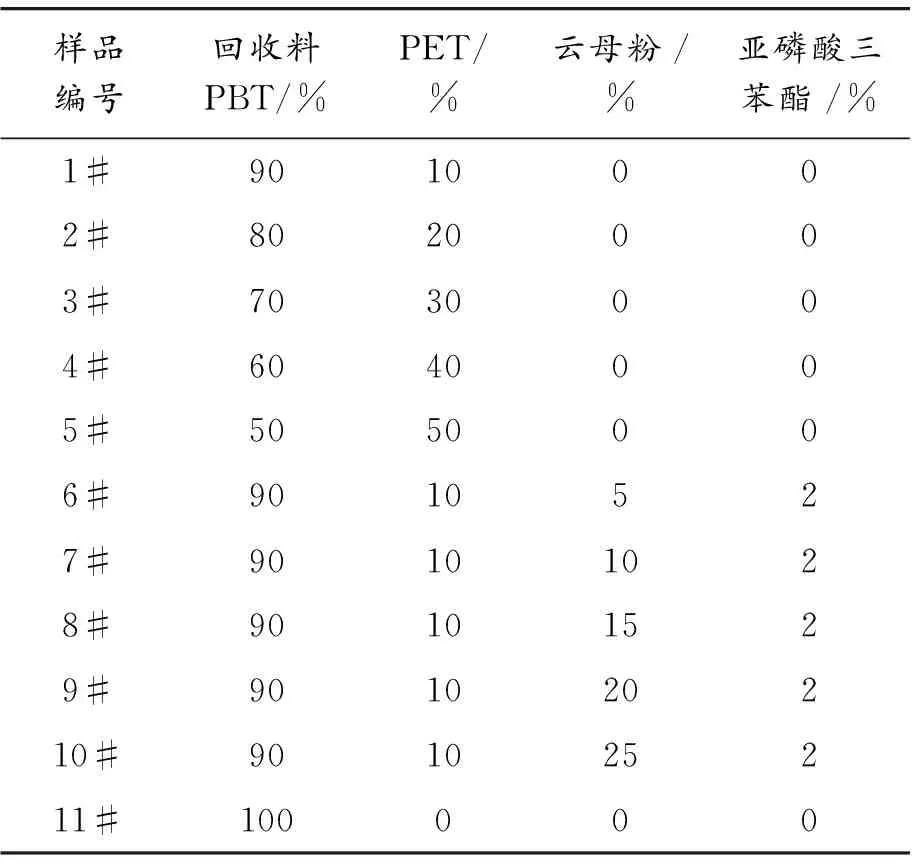
表1 PET/PBT合金的配方(质量分数)
1.4 性能测试与表征
按GB/T 1040—2006测试拉伸性能,拉伸速率为20 mm/min。按GB/T 1043—2008测试悬臂梁缺口冲击强度。按GB/T 1634—2004测试热变形温度,测试载荷为0.45 MPa。DSC分析:称取3~5 mg试样,在50 mL/min的氮气保护下以10 ℃/min的速率从初始温度40 ℃升温至250 ℃,再将样品以10 ℃/min的速率降温至40 ℃,然后再以10 ℃/min的速率升温至250 ℃。热重分析(TGA):称取3~5 mg试样,在50 mL/min的氮气保护下以15 ℃/min的速率从50 ℃升温至650 ℃。SEM分析:将冲击样条制成的样条,在液氮中浸泡20 min,取出淬断,进行表面喷金处理,观察断面形貌。
2 结果与讨论
2.1 热变形温度分析
2.1.1PBT与PET配比对合金热变形温度的影响
王建国等[8]研究表明:因PBT与PET体系中存在酯交换反应,PBT及PET不同比例对PBT/PET合金的热变形温度有影响。由于本文中所用的PBT原料为再生料,其性能和结构与纯PBT原料有所差别,因此在未加入云母粉之前先考察了PET含量对PBT/PET合金热变形温度的影响,结果见图1和表2。从图1和表2可以看出:① 随着PET含量的增加,PBT/PET合金的热变形温度逐渐降低,而且制品很脆,表面有白色的条纹,表面光泽度不好,容易发生翘曲变形。这是因为PBT的酯键在高温下双螺杆挤出机的剪切作用下,发生水解或者酯交换反应。而且对于PBT和PET而言,羧基的存在使其水解更严重,造成分子链的长度下降,导致体系黏度降低。同时在PBT和PET熔融共混时,两者之间也会发生酯交换反应,最后生成无规共聚物,导致热变形温度降低。这也表明了酯交换反应速率与组分的含量成正比。② 当PBT与PET的配比为90∶10时,PBT/PET合金的热变形温度最高且为94.54 ℃。
总体来看,在未加入云母粉之前,PET能提高PBT合金的热变形温度但都不高,且随着PET含量的增加反而降低。为了进一步提高PBT合金的耐热性能,采用云母粉作为无机填料进一步改性PBT/PET合金。
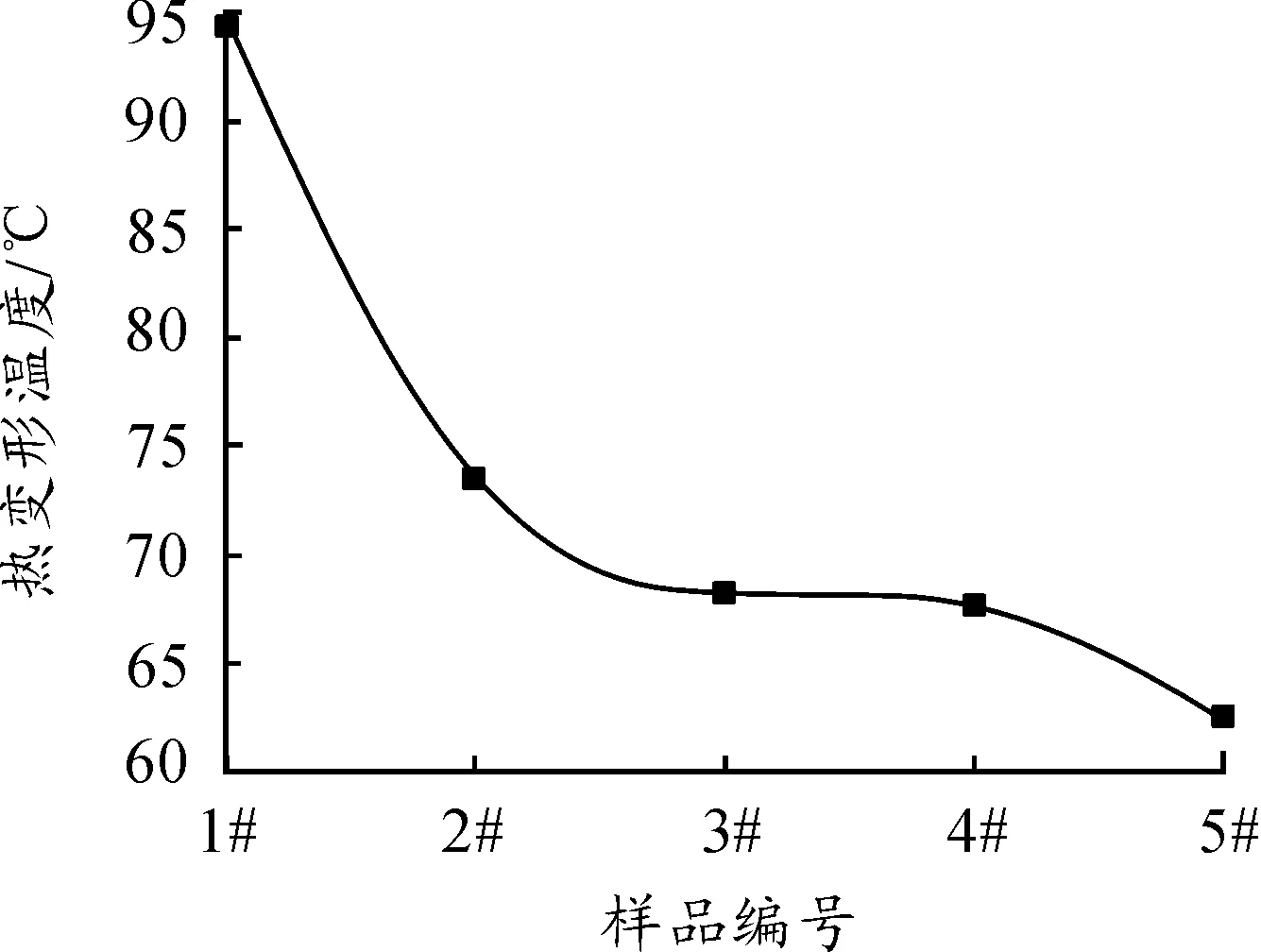
图1 PBT与PET配比对PBT/PET合金热变形温度的影响

表2 不同配比的PBT/PET合金的热变形温度
2.1.2云母粉的用量对合金热变形温度的影响
固定PBT与PET的配比为最佳配比90/10,在共混物中加入亚磷酸三苯酯和无机填料云母粉,其中亚磷酸三苯酯的用量也固定为2%,再考察云母粉含量对PBT/PET合金的热变形温度和力学性能的影响。图2为云母粉的用量对热变形温度的关系曲线,表3为含有不同质量分数的云母粉的合金对应的热变形温度。
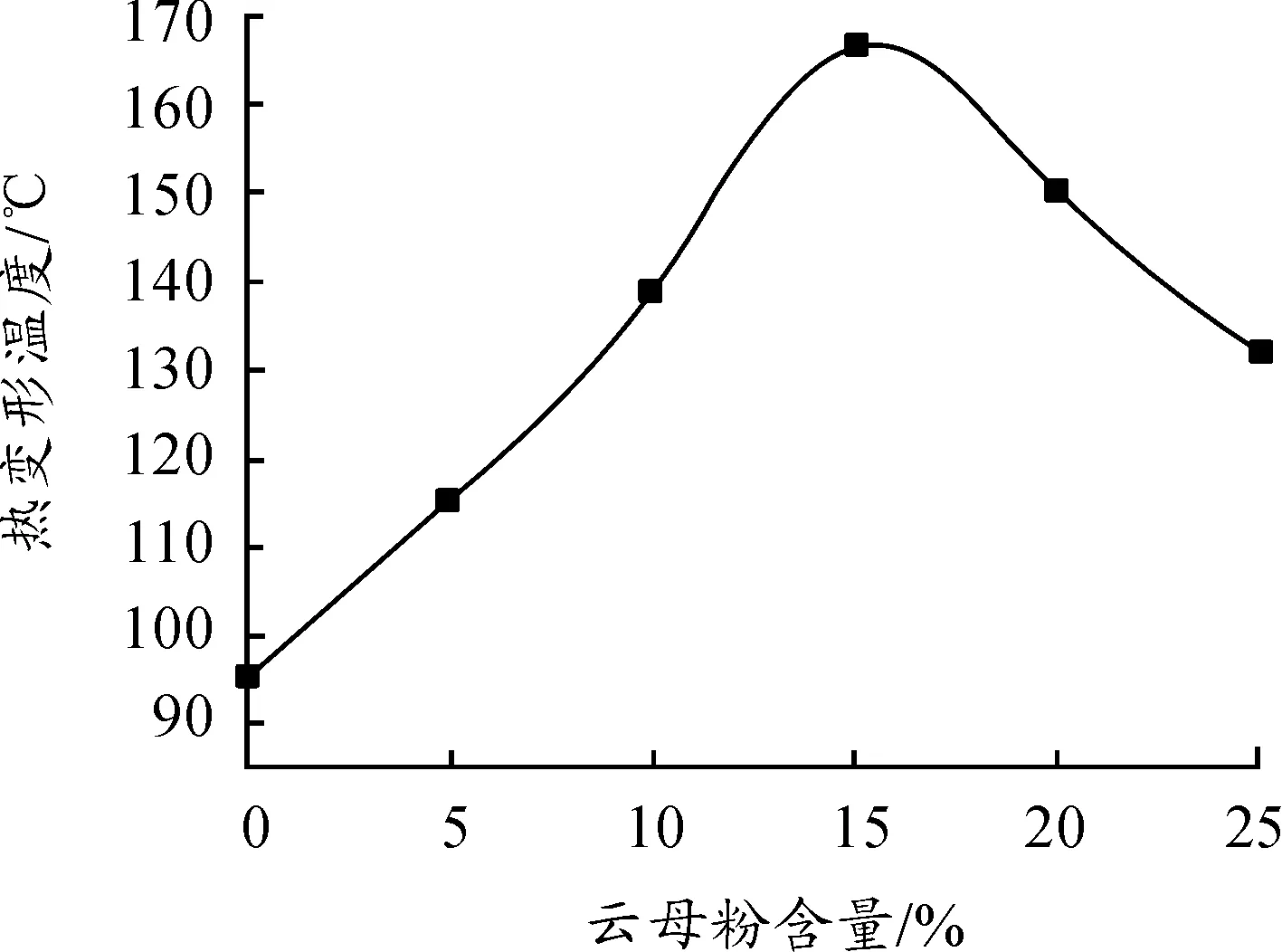
图2 云母粉的添加量对合金热变形温度的影响
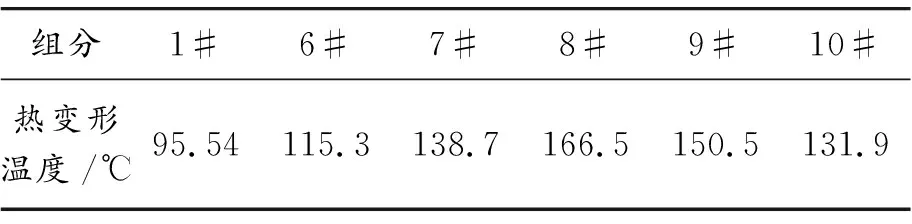
表3 不同质量分数的云母粉的合金的热变形温度
从图2和表3可以看出:① 添加云母粉和亚磷酸三苯酯后,PBT/PET合金的热变形温度有明显地提高。这是因为在共混物中加入云母粉和亚磷酸三苯酯都有抑制酯交换反应的作用。② 随着云母粉用量的增加,合金的热变形温度总体趋势是升高的。这是因为云母粉是片状的刚性填料,具有很高的模量,可以使聚合物在二维方向得到增强,使合金拥有很高的热变形温度。云母粉主要含有SiO2,细小的SiO2表面具有高活性的羟基基团,抑制了PBT与PET体系发生酯交换反应,所以热变形温度升高。③ 随着云母粉用量的增加,合金的热变形温度先逐渐升高后降低。当添加量达到15%后,热变形温度达到最高值为166.5 ℃。然后继续增加云母粉的用量,热变形温度又逐渐降低。这说明体系中羟基含量是发生酯交换反应的影响因素,通过控制体系中端羟基的含量可以控制体系发生酯交换反应的程度。其他研究也表明,共混体系中羟基的含量影响酯交换反应的发生[5,9]。
2.2 力学性能分析
从表4、图3和图4可以看出:加入云母粉和PET后,使PBT合金的拉伸性能有所下降,且和云母粉的添加量关系不大。但是,PBT合金断裂伸长率和冲击强度有明显的降低。在云母粉添加量为20%时,断裂伸长率和冲击强度相对较高。PET/PBT共混物的最大缺点就是缺口敏感性强,缺口冲击强度低[10]。冲击性和拉伸性的强弱与很多因素有关,这里是因为:① PET脆性较大,缺口冲击性能差,结晶速率慢,与PBT中的极性酯基官能团发生反应,分子间作用力减小,分子链的柔性增加,导致冲击性能和拉伸性能都有所下降;② 生成了嵌段共聚物,导致聚合物结晶度下降,从而冲击性能和拉伸性能下降;③ 添加云母粉也会导致PBT的冲击性能和拉伸性能下降。
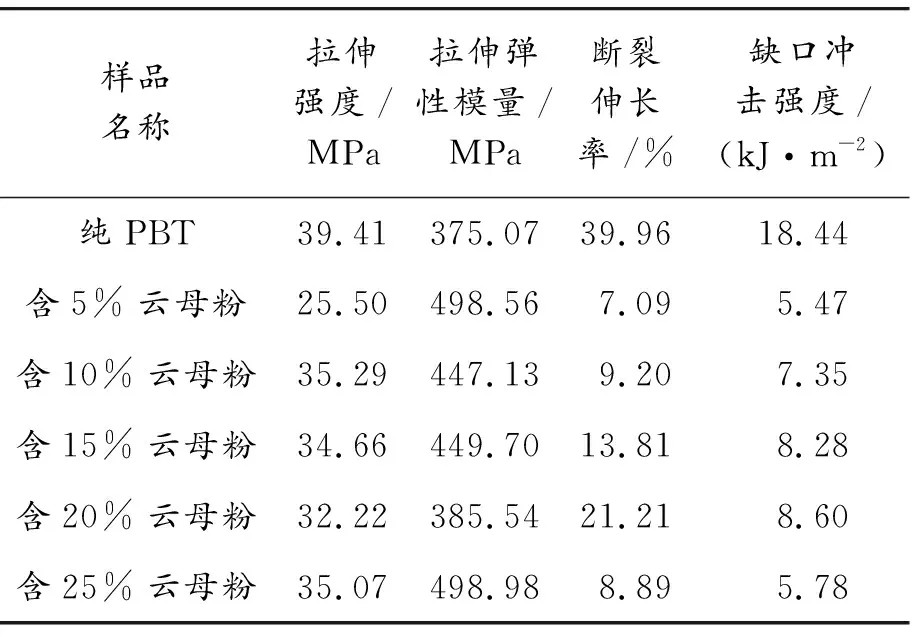
表4 不同云母粉含量共混物的力学性能

图3 云母粉用量对合金断裂拉伸应变的影响
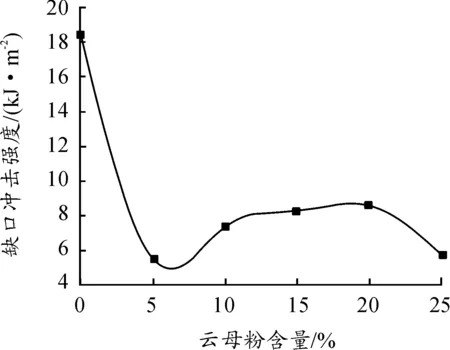
图4 云母粉用量对合金缺口冲击强度的影响
2.3 DSC分析
图5和图6分别是不同配比的PET/PBT/云母粉合金的熔融曲线和结晶曲线。从图5和图6可以看出:加入PET和云母粉之后,PBT的熔融温度和结晶温度并没有发生明显变化,且图线只出现了一个熔融峰和结晶峰,这表明共混物中PBT和PET同时熔融和结晶。这是因为PBT与PET有着相似的化学结构,且熔融温度也比较接近,相差只有30 ℃左右[5]。二者的相容性较好,二者熔融共混后,共混体系在非晶区是相容性的。
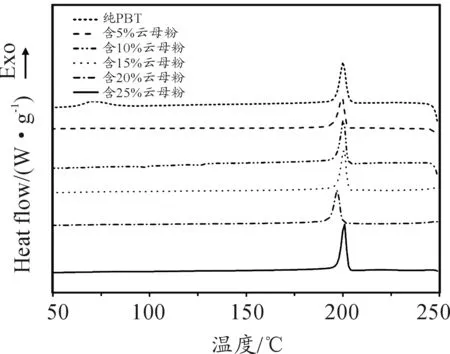
图6 PBT/PET/云母粉合金的DSC结晶曲线
从表2中可以看出:① 加入云母粉、PET、亚磷酸三苯酯后,合金的熔融温度先逐渐降低,后升高。可能因为PET的加入,PBT 与PET共混体系容易发生酯交换反应,酯交换反应会导致合金的结晶温度和熔点降低。当云母粉的含量达到20%以上,云母粉中的羟基含量抑制共混体系发生酯交换反应,合金的熔点开始上升。低熔点的PBT/PET合金,相比于传统的PET和PBT合金,在加工流动性方面有显著的优势。② 加入云母粉、PET、亚磷酸三苯酯后,合金的结晶温度总体趋势是结晶温度升高,这表明云母粉、PET、亚磷酸三苯酯[11-12]会促进PET/PBT/云母粉合金的结晶峰向高温方向移动。
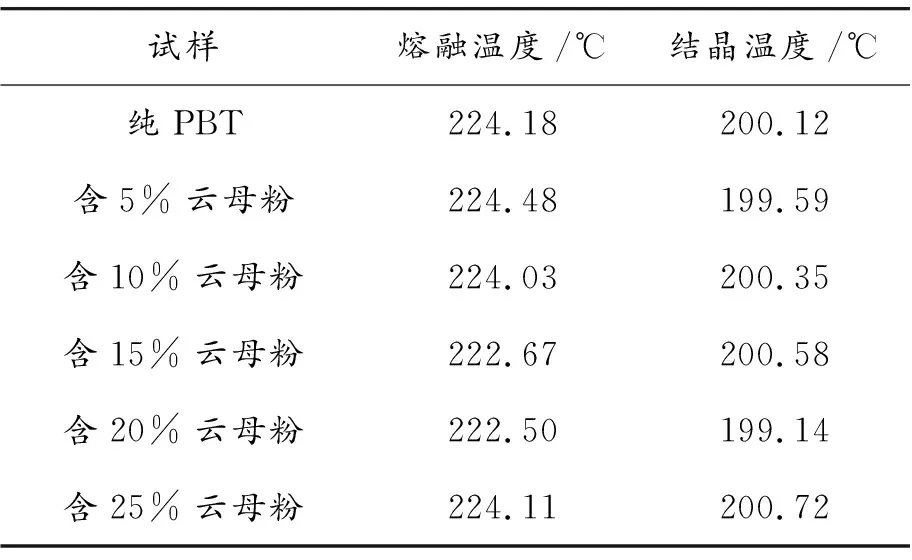
表5 不同云母粉含量共混物的熔融温度和结晶温度
2.4 SEM分析
图7为再生料PBT及PBT/PET合金的扫描电子显微镜图。从图7中可以看出:① 纯再生料PBT的缺口冲击断面光滑,表明PBT是一种脆性材料,缺口冲击强度低。② 当向PBT中加入PET、云母粉、亚磷酸三苯酯后,如图7中6#的冲击断面变得更光滑,晶粒间排列紧密,表明加入云母粉和PET后,PBT/PET合金的断裂伸长率和缺口冲击强度明显下降。同时还可以看出,随着云母粉含量进一步地增加,制品的冲击断面反而变得粗糙。这也表明了随着云母粉含量地进一步增加,PBT/PET合金的缺口冲击强度逐步提高。当云母粉含量为25%时,10#的冲击断面反而变得光滑,这又表明PBT/PET合金的缺口冲击强度又降低。这都与前面力学性能测试得到的数据是相符合的。③ 云母粉呈片状分散在PBT与PET基体中且分散比较均匀,无团聚现象出现,从而进一步说明PET树脂与PBT树脂的相容性很好。④ PBT与PET和云母粉界面结合很好,没有拔出现象,表明PBT合金的热稳定性能变好,而且拉伸强度也无明显的变化。
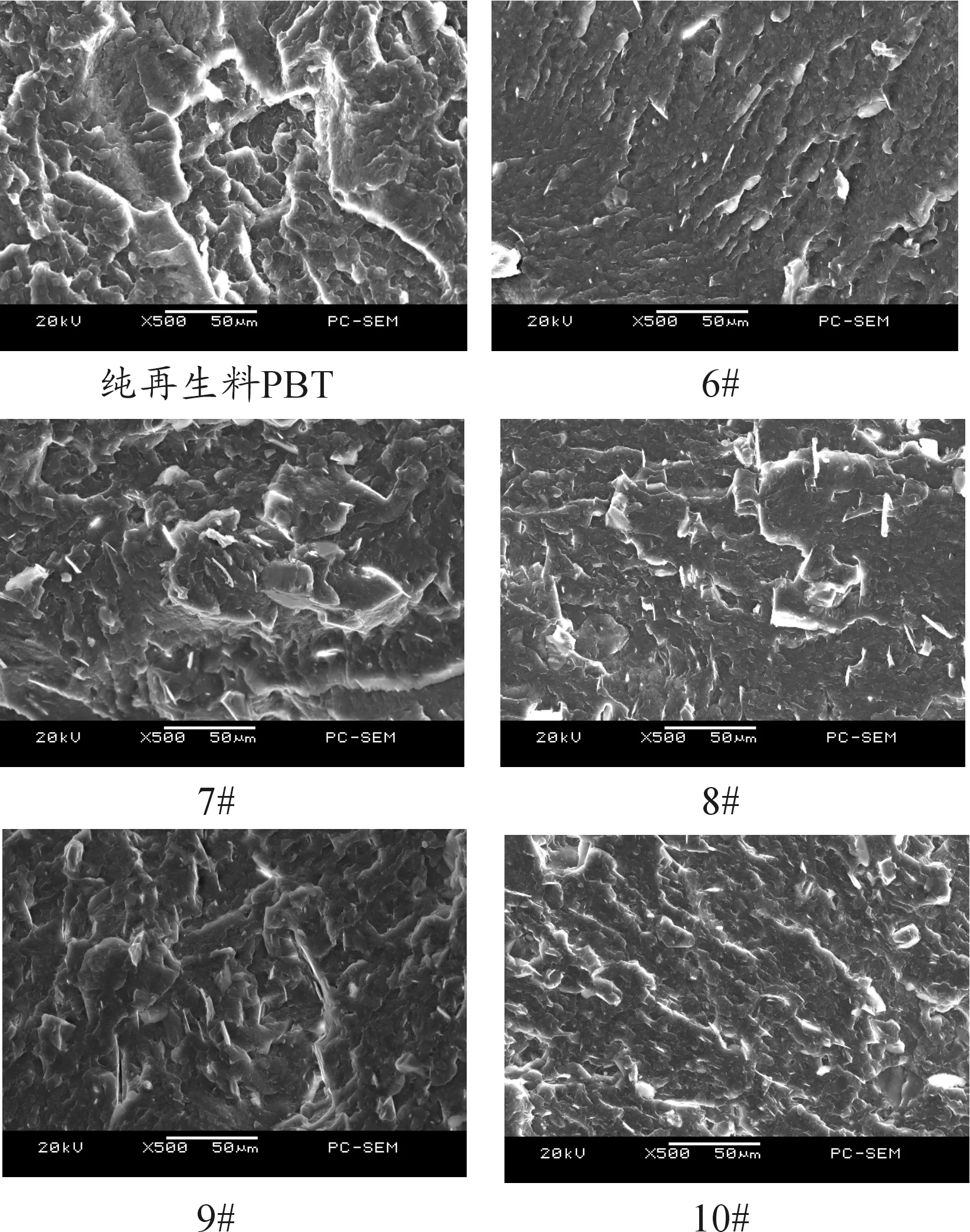
图7 PBT及PBT/PET合金的扫描电子显微镜图
3 结论
1) 根据PBT/PET的耐热性性能,确定PET与PBT最佳配比为90/10,此时PBT/PET合金的热变形温度为94.54 ℃。
2) 将云母粉作为无机填料能进一步提高PET/PBT合金的耐热性,且当云母粉含量为PBT和PET总质量的15%~20%时,材料的热变形温度最高,为150.5~166.5 ℃。但当添加PET和云母粉后,PBT合金的拉伸性能和冲击性能都有所下降,且断裂伸长率和冲击强度下降明显。综合耐热性能和力学性能等因素,确定云母粉含量为PBT和PET总质量的15%~20%。
3) 云母粉、PET、亚磷酸三苯酯会促进PET/PBT/云母粉合金的结晶峰向高温方向移动。加入云母粉、PET、亚磷酸三苯酯后,合金的熔融温度和结晶温度都先逐渐降低,后升高。且当云母粉的含量达到20%以上,PBT合金的结晶温度和熔点开始升高,加工性能会下降。
致谢
该研究得到重庆市巴南区科技计划项目(2017TJ07)的资助,在此表示感谢。
猜你喜欢
无机盐工业(2020年6期)2020-06-12 03:35:16
中国油脂(2020年5期)2020-05-16 11:23:52
山东化工(2020年4期)2020-03-30 08:39:38
中国塑料(2015年8期)2015-10-14 01:10:44
中国塑料(2015年7期)2015-10-14 01:02:40
新疆钢铁(2015年3期)2015-02-20 14:13:56
食品工业科技(2014年12期)2014-02-28 08:09:59
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:11
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:11
化学分析计量(2013年5期)2013-03-11 16:37:51