活性剂增加不锈钢A-TIG焊熔深机理研究
2018-09-12 09:14:24任泽良杨成刚宋友民
精密成形工程 2018年5期
任泽良,杨成刚,,宋友民
(1. 南昌航空大学 焊接工程系,南昌 330063;2. 昆山华恒焊接股份有限公司 精密焊接事业部,江苏 昆山 215300)
TIG焊是现代工业生产中被广泛采用的一种焊接方法,因其焊缝优质而在精密焊接和高质量焊接场合常常被应用,但是,在常规的焊接参数下,单层焊接通常只能获得较小的熔深,当焊接厚度较大的板材或管材时,需进行多层焊,这时需要开坡口和添加大量的填充材料,因而使其应用受到限制。活性剂TIG焊技术(A-TIG)是乌克兰E. O. Paon焊接研究所在20世纪60年代开发的技术,并已经在前苏联应用于能源、化工和航空航天工业的焊接生产中[1—5]。A-TIG焊是在施焊板材的表面涂上一层很薄的活性剂,引起焊接电弧收缩或熔池流态发生变化,从而大幅度增加焊接熔深。利用这种方法可使焊接熔深比常规TIG焊增加1~3倍,在相同的规范下,活性化焊接能够大幅度提高生产率、降低生产成本,而且无需更换设备。A-TIG的主要应用材料已经从最初的钛合金扩展到不锈钢、碳钢和高温合金等材料,应用范围日益扩大,而我国A-TIG焊技术的研究和开发才刚刚开始[6—9]。
目前 A-TIG研究热点主要集中在活性剂的研制以及活性剂增加熔深机理的研究。对于活性剂增加熔深机理的研究主要集中在电弧收缩理论[10—11]和表面张力梯度理论[12—14]两个方面,但国际上目前还没有形成统一的认识。文中采用自行研制的不锈钢A-TIG焊多组元活性剂进行试验,研究活性剂对 A-TIG焊电弧形貌、阳极斑点和电弧电压的影响,对加深活性剂增加熔深机理的认识、指导活性剂的研制和应用方面具有重要的意义。
1 材料及方法
试验材料为 1Cr18Ni9Ti奥氏体不锈钢板,试件尺寸为200 mm×50 mm×6 mm,采用自行研制的活性剂(SiO2-TiO2-Cr2O3-NiO-MnO-CuO-B2O3)进行 A-TIG焊试验,焊接设备为昆山华恒焊接股份有限公司自制的TIG焊设备。焊前先用砂纸打磨钢板,点焊固定,并依次用酒精丙酮擦洗。将活性剂和丙酮调成粘稠状液体,用毛刷在待焊区均匀涂覆,涂层厚度基本能盖住金属表面即可,等待丙酮挥发进行焊接。焊接参数为:焊接电流为175 A,焊接电压为14 V,焊接速度为220 mm/min,氩气流量为15 L/min,钨极直径为3.2 mm。采用高速摄影仪对电弧形貌、阳极斑点进行拍摄、记录(曝光时间为20 µs,拍摄频率为10 000帧/s,光圈为 22,相机镜头与焊接方向垂直)。焊后采用 3DVISION显微镜进行宏观拍照并对熔深和熔宽进行测量。
2 结果与分析
2.1 活性剂对电弧电压的影响
不涂活性剂(TIG)和涂敷活性剂(A-TIG)焊接时,弧长与电弧电压的关系见图1。可知,将弧长从1 mm增加到4 mm,电弧电压与弧长近似为一种线性关系,不涂敷活性剂,每增加1 mm弧长,电弧电压提高0.82 V,阳极区和阴极区的电位差为10 V,涂敷活性剂后每增加1 mm弧长,电弧电压提高1.26 V,阳极区和阴极区的电位差为 10.8 V。与不涂敷活性剂焊接相比,涂敷活性剂后单位弧长电压提高了0.44 V,阳极区和阴极区的电位差提高了0.8 V,可见活性剂可以促进阳极区和弧柱区收缩。

图1 弧长与电弧电压的关系Fig.1 Relationship between arc length and arc voltage
2.2 活性剂对电弧形貌的影响

表1 电弧宽度Tab.1 Arc width
不涂活性剂与涂敷活性剂焊接时的平均电弧宽度见表 1,可见与不涂活性剂相比,涂敷活性剂后电弧宽度由4.97 mm变为4.12 mm,减小了17.1%,电弧发生收缩。图2为涂敷活性剂前后电弧形貌的动态图,可见涂敷活性剂前后的电弧形态稳定,没有较大的波动。涂敷活性剂前后电弧收缩幅度小,这是因为活性剂在电弧加热作用下分解为单质原子,单质原子在高温电弧中汽化并游离到电弧边缘低温处形成气流,此气流与等离子气流相互碰撞导致电弧收缩幅度小[15],对比涂敷活性剂前后的电弧形貌可以发现,电弧等离子体发生了收缩,而且采用的优化活性剂 B1中所包含的 Si, Ti, Ni, Mn, Cu等元素在高温电弧作用下蒸发形成金属蒸汽,引起电弧收缩,而电弧收缩引起电流密度集中,进而电弧力也增大,最终导致电弧收缩。
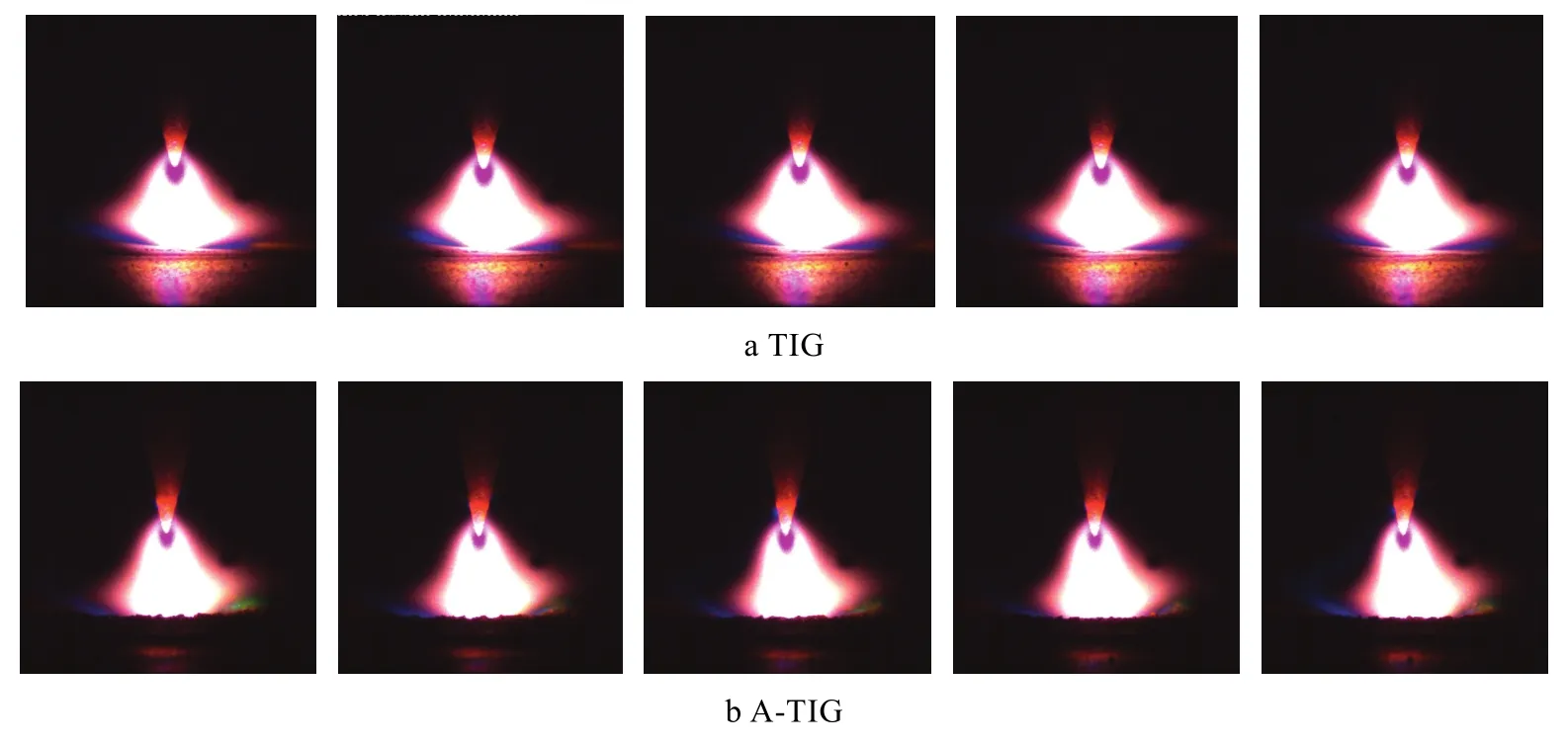
图2 电弧形貌Fig.2 Arc shape
2.3 活性剂对阳极斑点的影响
TIG焊及A-TIG焊时阳极斑点形貌见图3。可以看出涂敷活性剂后阳极斑点收缩,这是因为电弧先作用于活性剂,使得活性剂受热熔化分解,活性剂的电阻率高于金属表面,使得电弧作用下的活性剂表面能量更为集中,电弧导电通道更小。不涂活性剂与涂敷活性剂焊接时的阳极斑点尺寸见表2。由表2可知,与不涂活性剂相比,A-TIG焊时阳极斑点长轴长度由9.92 mm变为8.22 mm,短轴长度由4.75 mm变为4.35 mm,阳极斑点明显减小。
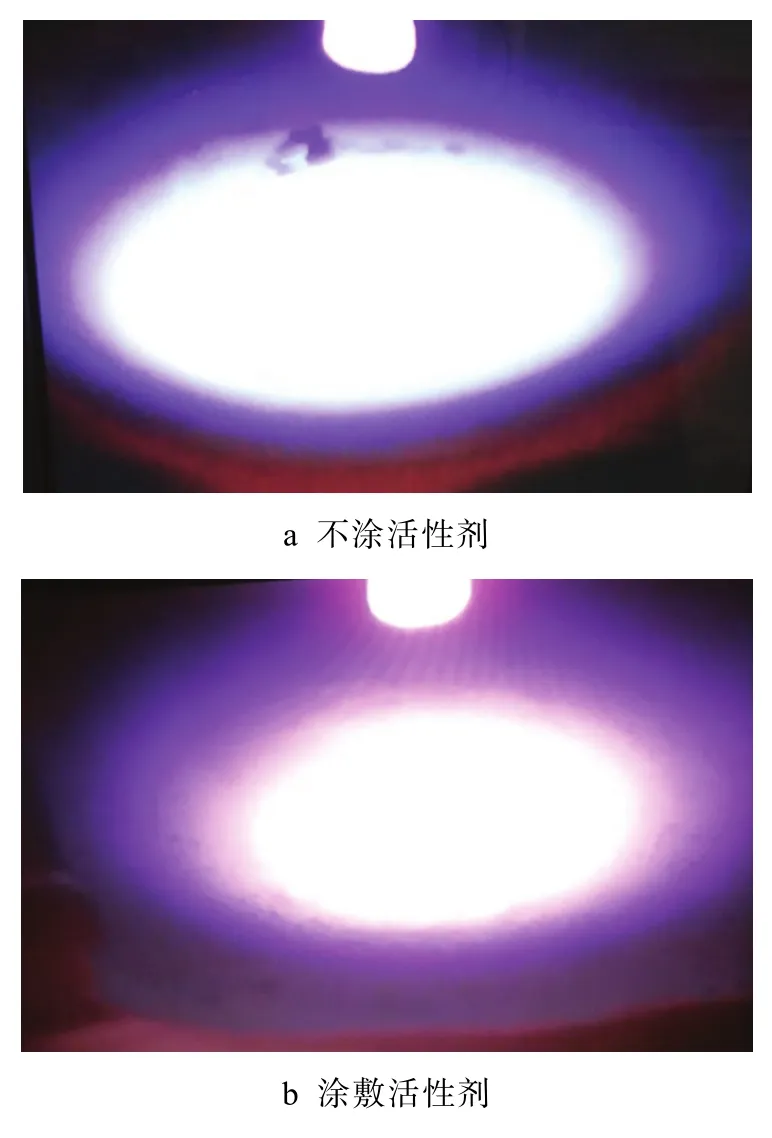
图3 阳极斑点形貌Fig.3 Anode spot morphology

表2 阳极斑点尺寸Tab.2 Anode spot size
2.4 活性剂对焊缝成形的影响
TIG焊及A-TIG焊接头横截面宏观形貌见图4,未涂活性剂的焊缝熔宽为7.37 mm,熔深为1.71 mm。涂敷活性剂后的焊缝熔宽为 6.75 mm,熔深为 4.75 mm。相比于不涂活性剂的焊缝,涂敷活性剂后熔宽减小了0.62 mm,熔深增加了3.01 mm,焊缝熔深增加了2.78倍。

图4 接头横截面宏观形貌Fig.4 Macroscopic morphology of cross section of joint
3 结论
1)涂敷活性剂促进了电弧阳极区和弧柱区的收缩,当电弧长度为4 mm时,涂敷活性剂后电弧电压升高了2.7 V,电弧宽度由4.97 mm变为4.12 mm,阳极斑点尺寸也随之变小。
2)相同工艺参数下,A-TIG焊熔宽有所减小,显著增加焊缝熔深,焊缝熔深增加了 2.78倍,阳极斑点收缩和电弧收缩是活性剂增加不锈钢 A-TIG焊熔深的主要原因。
猜你喜欢
金属加工(热加工)(2024年3期)2024-04-07 09:03:02
中学生数理化·中考版(2023年8期)2023-06-27 06:38:48
汽车实用技术(2022年13期)2022-07-19 12:41:04
新世纪智能(数学备考)(2021年10期)2021-12-21 06:20:42
导航与控制(2021年3期)2021-09-04 07:44:52
新世纪智能(数学备考)(2020年10期)2021-01-04 00:37:50
电子制作(2019年10期)2019-06-17 11:45:00
中国科技博览(2016年15期)2016-08-23 23:44:04
橡胶工业(2015年7期)2015-02-25 09:22:22
武汉理工大学学报(信息与管理工程版)(2013年1期)2013-10-22 02:43:54