TiNi合金表面轧制氧化膜激光清洗工艺研究
2018-09-12 09:14:42
精密成形工程 2018年5期
(南昌航空大学 焊接工程系,南昌 330063)
TiNi形状记忆合金(SMA),具有优异的形状记忆性能和超弹性,以及较高的比强度、抗腐蚀、抗磨损和生物相容性等特点,在航天航空、原子能、海洋开发、仪器仪表及医疗器械等领域应用前景广阔[1—4]。然而,TiNi合金极易在其表面形成一层致密的氧化膜,对焊接质量造成严重影响。传统的金属氧化膜去除方法一般为化学清洗法、机械摩擦法,会对环境造成污染。激光清洗是一种新的清洗方法,与传统清洗法相比较而言,激光清洗金属表面时无接触、无研磨,对材料表面的损伤较小;此外激光清洗不需要任何化学溶剂,不会对环境造成污染,是一种绿色清洗方法[5—12]。
国内外学者均对激光清洗金属表面展开了研究。高雯雯[13]采用532 nm激光清洗304不锈钢表面,得出了最佳的加工参数为功率P=26 W,扫描次数N=45,扫描速度S=100 mm/s,并且研究了激光工艺参数对清洗效果的影响。Ruoyang Li[14]研究了激光清洗在厚板超窄间隙多道多层激光焊接工艺上的应用,研究了清洗参数包括槽角、激光功率、离焦量、清洗速度对焊接的影响,实现了40 mm厚钢板激光焊接。Aniruddha Kumar[15]采用脉冲光纤激光清洗Ti-3Al-2.5V管,确定了不同激光重复频率下的阈值参数,优化脉冲焊接参数,实现钛管的对接,然而,目前对TiNi合金激光清洗研究较少。
文中采用Nd: YAG激光清洗手段去除TiNi合金表面轧制氧化膜,通过改变激光清洗工艺参数,研究激光清洗工艺参数对 TiNi合金表面轧制氧化膜的影响,探究激光清洗去除 TiNi合金表面轧制氧化膜的可行性。
1 材料与方法
被焊材料为 0.25 mm厚的表面有致密氧化膜的热轧态 Ti-49.4%Ni(原子数分数),形状记忆合金,简称TiNi合金。采用线切割将材料加工成30 mm×20 mm的试样,其化学成分(质量分数):Ti 为44.34%,Ni为55.66%。
采用激光清洗设备为 MoDel RQM-0100型 Nd:YAG脉冲激光清洗机,激光平均功率为 100 W,光斑大小为 70 μm×70 μm,波长 1030 nm≤λ≤1080 nm。激光清洗参数见表1。

表1 激光清洗参数Tab.1 Parameters of laser cleaning
2 结果分析
2.1 激光清洗对试样形貌的影响
激光清洗参数为频率20 Hz、功率百分比80%、扫描速度200 mm/s、扫描间距0.03 mm,扫描次数6次时试样形貌见图 1,称之为 1#试样,图 1a为试样表面形貌,图1b为试样横截面形貌。

图1 1#试样激光清洗形貌Fig.1 Laser cleaning morphology of sample 1#
激光清洗参数为频率20 Hz、功率百分比80%、扫描速度200 mm/s、扫描间距0.03 mm、扫描次数10次时试样形貌见图2,称之为 2#试样,其中图 2a为试样表面形貌,图2b为试样横截面形貌。观察激光清洗过后的1#试样和2#试样,可以发现,相较扫描6次的1#试样,扫描 10次的2#试样表面更加明亮,且从试样横截面可以清洗过后的 2#试样截面比 1#试样截面更加均匀一些,但总体来说都还未完全去除氧化膜,且两个试样区别并不明显。结合前期实验结果,说明仅改变扫描次数时,扫描次数到达一定的值后,对试样激光清洗效果的影响变小,即扫描次数具有饱和性[13,16]。
分析实验数据结果,认为是清洗过程中能量输入过小导致不能够让表面氧化膜振动挥发,所以决定使用100 kHz的频率,并大幅度提高扫描速度,使其达到1500 mm/s,增大扫描间距为0.09 mm,同时减少扫描次数的参数激光清洗试样,以下称之为3#试样,其表面形貌和横截面分别见图3a和3b。通过对比发现,与 1#, 2#试样相比,3#试样的表面更加明亮,未被扫描的区域减少,且从横截面可以看出,3#试样清洗过的表面残留氧化膜更少。
为得到更好的清洗效果,在上述参数上进行改进,适当范围内增加扫描次数,可使得清洗效果变化明显,所以在保持其他清洗参数不变的情况下选择增加清洗次数为5次,称之为4#试样。清洗效果见图4,其中图4a为试样表面形貌,图4b为试样横截面形貌。可以看出,改进后清洗参数得到的清洗表面较3#试样更加明亮,且从横截面可以看出,激光清洗后的试样较其他激光清洗参数处理后的试样表面更加均匀,氧化膜去除更加彻底。

图2 2#试样激光清洗形貌Fig.2 Laser cleaning morphology of sample 2#
2.2 激光清洗对氧化膜的影响
观察对比各个清洗参数下的试样表面形貌以及横截面可看出,表面氧化膜清除效果最好的是 4#参数,所以将4#试样用体积比为HF∶HNO3∶H2O=1∶4∶5的腐蚀剂腐蚀,腐蚀后横截面见图5a。图5b为5a中A区放大图,图5c为5a中B区放大图。不难发现,在脉冲激光的冲击作用下,清洗处基材表面呈现致密的强化层,强化层的平均厚度为8.80 µm。激光冲击作用后,TiNi基材组织表层一般呈压应力状态,这种压应力可以提高TiNi基材表面的强度[15—16]。综上所述,激光清洗不仅达到清洗氧化膜的效果,而且还能提高基材表面力学性能,对材料表面强化具有一定的意义。
为进一步确定激光清洗表面氧化膜效果,根据不损伤母材且清洗效果较好的原则,比较各参数下清洗过后的图像,选用4#参数下的清洗试样:频率为100 kHz、功率百分比为100%、扫描速度为1500 mm/s、扫描间距为0.09 mm、扫描次数为5次。对激光清洗过的TiNi合金表面进行XRD测试。测试结果见图6。
由XRD测试结果可知,TiNi合金在4#参数下激光清洗过后,表面仍有TiO, TiO2, Ti3O5等氧化物存在。分析认为,TiNi合金表面的氧化膜致密且坚硬,难以用激光去除,且在清洗过程中,没有保护气体进行保护,激光清洗过程中,热输入很大,而 Ti元素在对氧具有较强的亲和力,极易形成 Ti元素的氧化物,在清洗过程中可能发生了二次氧化,从而表面氧化膜未能清洗完全。

图3 3#试样激光清洗形貌Fig.3 Laser cleaning morphology of sample 3#

图4 4#试样激光清洗形貌Fig.4 Laser cleaning morphology of sample 4#
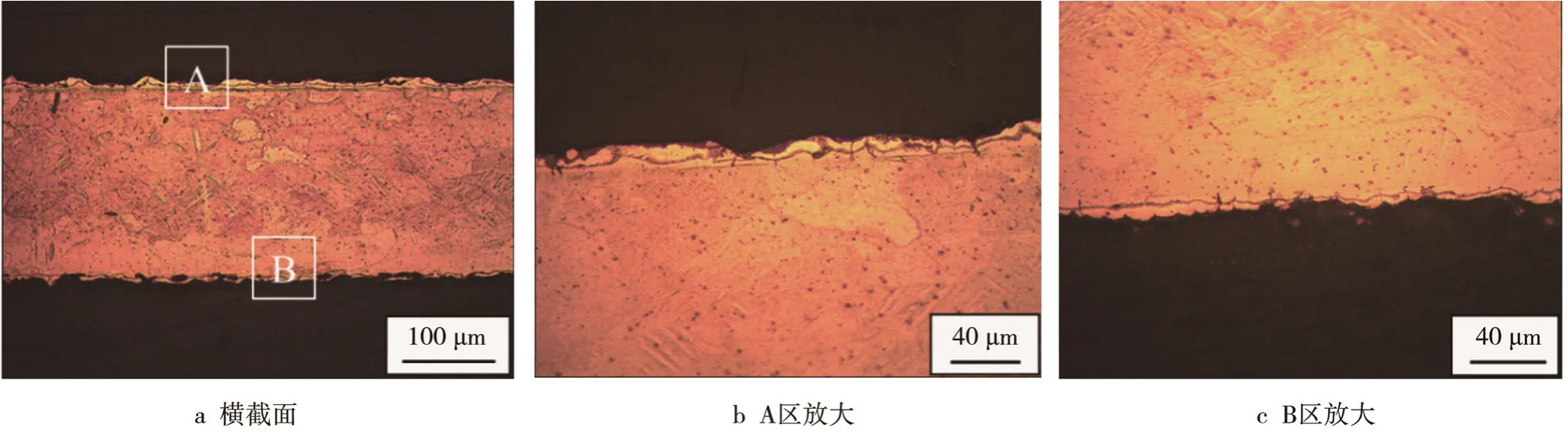
图5 4#试样腐蚀后横截面形貌Fig.5 Cross section morphology of sample 4# after corrosion

图6 4#参数激光清洗后TiNi合金XRD图谱Fig.6 XRD pattern of TiNi alloy after laser cleaning with parameter 4#
3 结论
1)选用频率为100 kHz、功率百分比为100%、扫描速度为1500 mm/s、扫描间距为0.09 mm、扫描次数为5次的激光清洗参数对TiNi合金表面轧制氧化膜进行激光清洗,可得到表面明亮且均匀的 TiNi合金。
2)激光清洗中,扫描次数具有饱和性,即当扫描次数达到一定数值时,随着扫描次数增加,清洗效果变化不大。
3)经激光清洗过后的TiNi合金表面仍存在一定含量的TiO, TiO2, Ti3O5等氧化物,当激光清洗的热输入过小时,难以将 TiNi合金表面轧制氧化膜清洗去除,热输入过大则可能发生 Ti元素二次氧化,且可能会损伤基材。
猜你喜欢
厦门大学学报(哲学社会科学版)(2023年6期)2023-12-18 03:42:16
今日农业(2022年16期)2022-11-09 23:18:44
建材发展导向(2021年14期)2021-08-23 00:56:24
中国交通信息化(2019年4期)2019-07-13 05:51:38
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
科技创新与品牌(2016年9期)2016-11-03 09:03:30
小学生导刊(低年级)(2016年5期)2016-05-27 22:23:36
科技创新导报(2016年5期)2016-05-14 11:34:34
中国光学(2015年1期)2015-06-06 18:30:20
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:27