响应曲面设计在碳化钨-钴-铬涂层褪除工艺优化中的应用
2018-09-10 08:00:02康忠明陈志坤
电镀与涂饰 2018年15期
康忠明*,陈志坤
(广东省新材料研究所,现代材料表面工程技术国家工程实验室,广东省现代表面工程技术重点实验室,广东 广州 510651)
在表面科学领域,硬质、耐腐蚀、耐磨损的碳化钨涂层在航空航天、石油钻探和包装印刷领域的应用非常普遍,尤其以含钴碳化钨涂层最为广泛。WC涂层中的WC陶瓷具有很高的硬度,而Co能提供涂层所需的韧性和结合强度,因此被广泛用于修复零件及要求高耐磨的零部件[1-3]。而在对返修零件及喷涂生产中产生的不合格品进行再加工时,就必须先去除原有涂层,才能重新进行喷涂。目前多采用机械方式去除原有涂层,这样不但容易使工件壁厚减薄,而且容易造成工件表面完整性变差,形状复杂的零件更难对付。
目前也有用化学法去除WC-Co涂层的报道[4],多采用酸性溶液使涂层中的Co发生化学反应而生成Co2+离子,使涂层脱落。但这种方法要求基体必须耐强酸腐蚀,因此应用受限。目前国内外多采用碱性溶液,通过电化学的方式来褪除,其效果与溶液浓度、电流密度、温度、pH等工艺参数有很大的关系。本文采用实验设计(DOE)的方法,研究褪除粉浓度、pH和褪除时间对电化学方法褪除WC涂层效果的影响,分析影响褪除的主要因素,并寻找最佳解决方案。
1 实验
基体材料为 45钢,先对其单面超音速喷涂 0.20 mm厚的 WC-10Co-4Cr涂层,然后把钢板切成80 mm × 20 mm × 3 mm的大小(喷涂后增重10 g)。褪除流程为:除油→水洗→电化学褪除→水洗→吹干。
褪除配方和工艺为:褪除粉(由广东省新材料研究所研制,主要成分是柠檬酸钠和碳酸钠)0.1 ~ 0.4 kg/L,pH 11 ~ 13,室温,电流密度5 A/dm2,采用100 mm × 50 mm × 1.3 mm的不锈钢板作为阴极。
采用称重法和测厚仪检测涂层的褪除程度。采用LEICA DMIRM倒置式金相显微镜及Q550MW金相图像分析仪观察褪除前后的表面形貌。
2 结果与讨论
2.1 正交试验的因子与水平安排
根据响应曲面中心组合设计原理,以褪除失重Y(指褪除涂层后试片的质量与喷涂前试片的质量之差)为表征褪除效果的指标,设计了三因素三水平试验(见表1),以便对褪除时间、pH和褪除粉质量浓度这3个影响褪除效果的主要因素进行优化。

表1 试验因子与水平Table 1 Experimental factors and levels
2.2 因子显著性分析
先采用全因子实验设计对因子效应和交互作用进行全面分析(见表2),结果如表3所示。模型拟合程度的相关系数用F检验和P值来检验。褪除时间、褪除粉质量浓度和pH对褪除效果的影响均显著(P<0.05),但它们交互作用的影响不显著。模型的相关指数(R2)为0.999 6,说明与实际拟合度良好。从方差分析可以看出,模型基本上是好的。对模型进行改善主要是删除X1、X2、X3之间的交互作用,增加其二次平方项,然后重新进行回归分析和显著性测试。由于显著性不足,继续删除X2和X3的平方项,最终方差分析结果如表4所示。
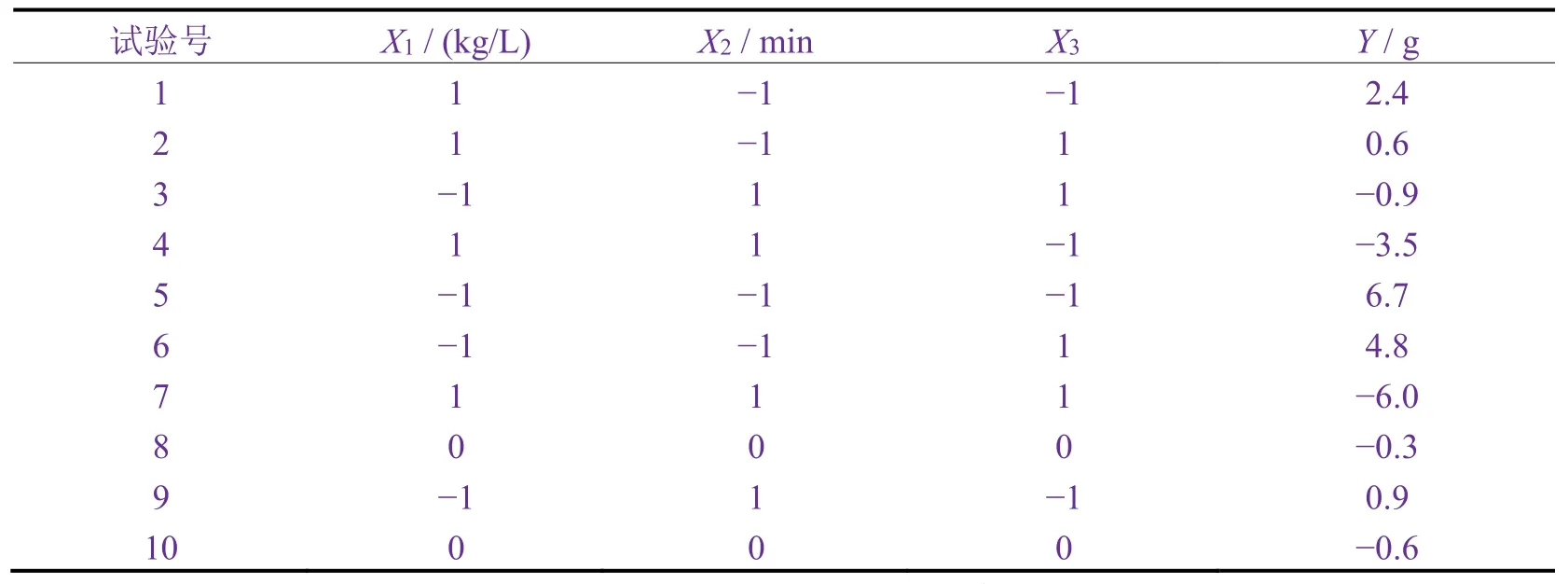
表2 全因子试验设计表Table 2 Design of full factorial experiment

表3 回归方程系数及方差分析检验Table 3 Inspection of regression equation coefficients and variance analysis
从表4可知,回归项P几乎为0,表示该模型高度显著,与实际拟合度高。X1、X2、X3、均为高度显著项,R2为0.997 2,说明删减后的模型很好。最终分析获得的二次回归多项方程见式(1)。

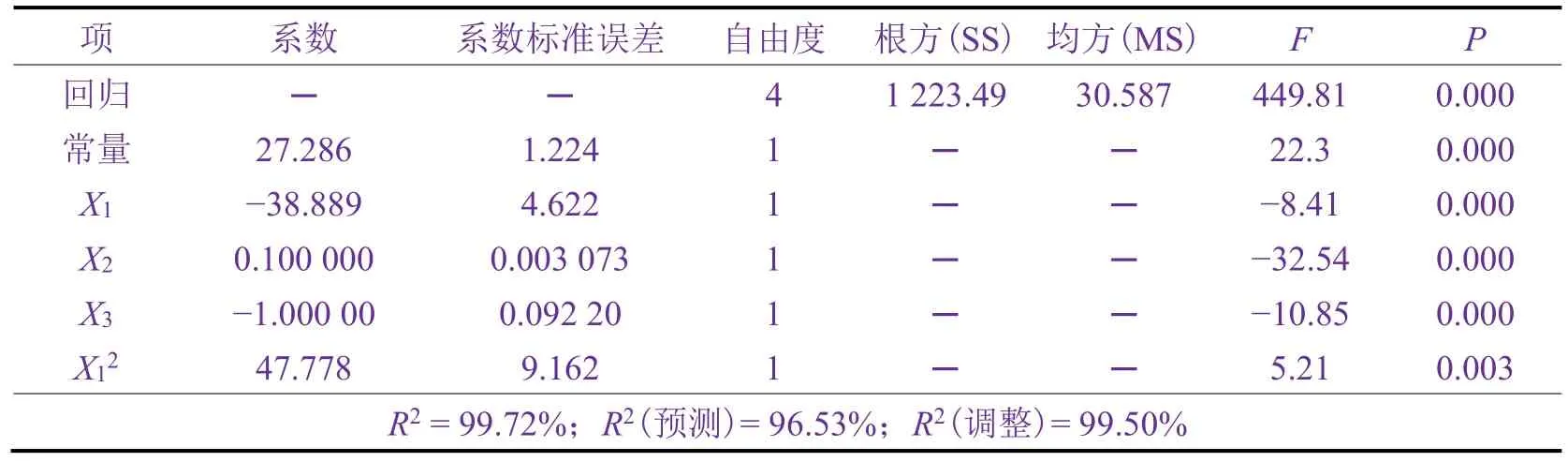
表4 新模型回归方程系数及方差分析检验Table 4 Inspection of regression equation coefficients and variance analysis for the new model
2.3 响应曲面分析
为了更直观地表示设计因子和响应变量之间的关系,体现各因子对相应变量的影响关系,按三因子两水平响应曲面试验表进行,结果见表5。
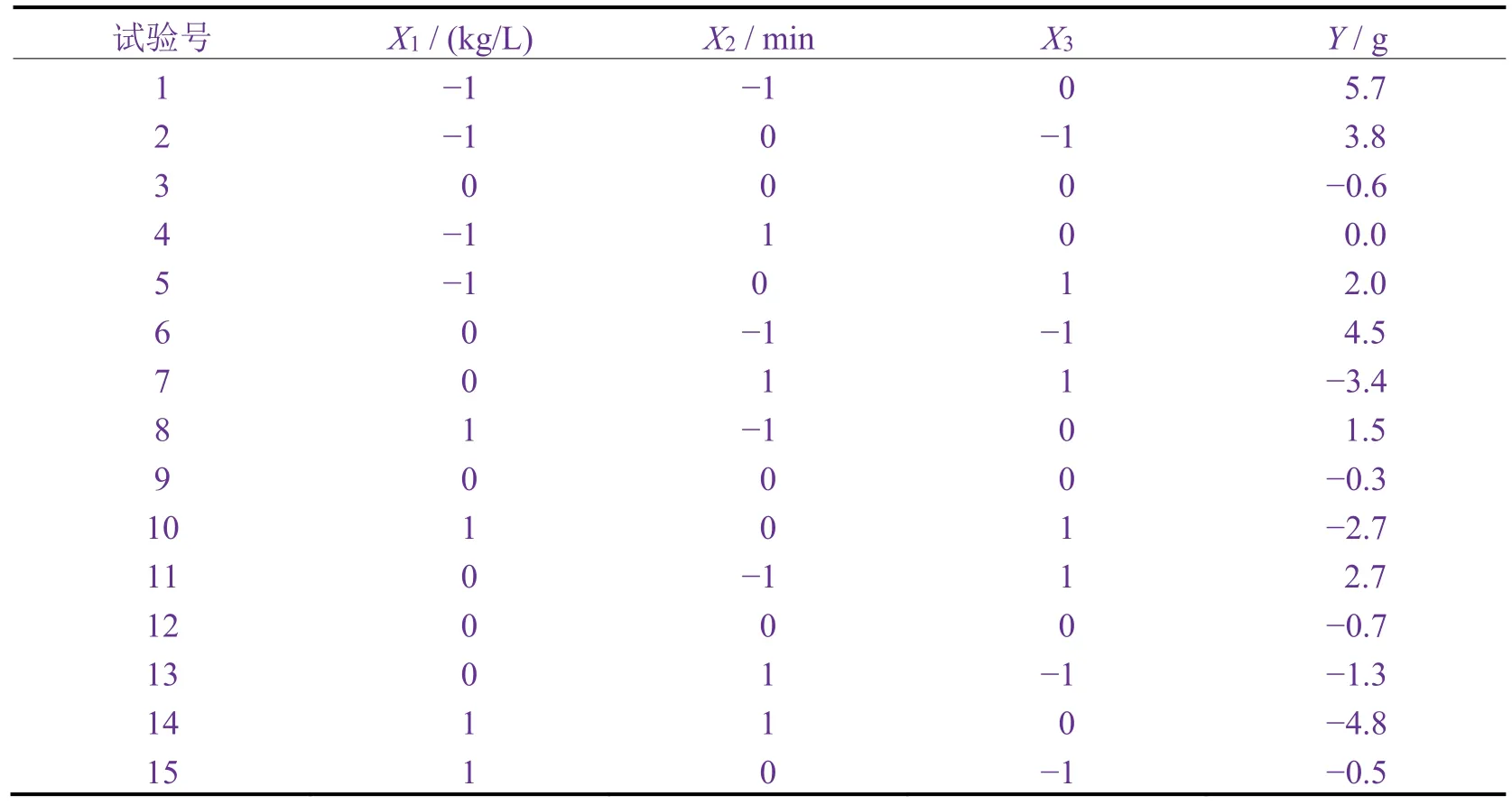
表5 各因子的响应曲面设计Table 5 Response surface design of different factors
图1显示了褪除失重与褪除时间、褪除粉质量浓度和pH之间的影响的等值线图,从其中可以精确地判断三因子中的一个取中值(X1、X2、X3的中值分别为0.25 kg/L、90 min和12)时,其他两个因子取值对Y的影响,从而为制定褪除工艺提供指导。可见Y随X1、X2和X3升高而降低。X1、X2、X3之间没有交互作用,但都显著影响Y。式(1)为准确找到褪除失重Y为0时X1、X2、X3的取值关系给出了比较理想的方案。根据图1确定了X1= 0.1 ~ 0.4 kg/L,X2= 60 ~ 120 min,X3= 11 ~ 13。可见该工艺窗口较窄,这也是传统优化试验的难点所在。

图1 X1、X2和X3对Y影响的等值线图Figure 1 Counter lines for the effects of X1, X2, and X3 on Y
2.4 验证性试验
在褪除粉质量浓度为0.3 kg/L、pH为12的条件下对涂层褪除80 min,5次验证试验的结果见表5。褪除失重平均值为-0.07 g,可见预测值与试验值基本吻合。从图2也可看出,试验结果是比较理想的。

表6 验证试验结果Table 6 Results of inspection tests
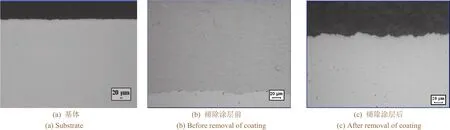
图2 试片经不同工序处理后的金相照片Figure 2 Metallographs of test coupons after being treated by different procedures
3 结论
通过回归分析和响应曲面分析得到了褪除WC-10Co-4Cr涂层后45钢基体的失重与褪除浓度、褪除时间和 pH之间关系的二次回归方程,在保证必要计算精度的前提下,显著节省了试验成本,提高了优化设计效率,可以得到准确可靠的优化结果。经过实验验证,褪除粉在0.25 ~ 0.30 kg/L,pH为11 ~ 12时,褪除时间80 ~ 90 min,都能取得非常好的褪除效果。
猜你喜欢
科学与财富(2021年36期)2021-05-10 04:54:37
中学生数理化·高一版(2021年2期)2021-03-19 08:32:06
中学生数理化·高一版(2021年2期)2021-03-19 08:32:02
中学生数理化(高中版.高二数学)(2019年6期)2019-06-24 03:37:52
数学年刊A辑(中文版)(2019年1期)2019-01-31 02:35:28
数学物理学报(2018年5期)2018-11-16 05:49:44
上海建材(2018年4期)2018-11-13 01:08:52
浙江大学学报(工学版)(2016年10期)2016-06-05 09:20:56
华东师范大学学报(自然科学版)(2014年1期)2014-04-16 02:54:52
汽车与新动力(2014年4期)2014-02-27 12:10:32