高硬度薄壁齿圈制造技术研究
2018-08-28 09:12刘珍妮王会龙李宏伟刘心藜
机械设计与制造 2018年8期
刘珍妮 ,王会龙 ,李宏伟 ,刘心藜
1 引言
机电复合传动系统具有无级传动、无级转向、大功率供电等特性,能够满足未来高机动武器平台机动性、大功率用电等多种需求,同时具备静音行驶、制动能量回收、发动机反拖起动等功能,有燃油经济性高、传递可靠等优点,可大幅提高车辆的燃油经济性和动力性能[1-3]。机电复合传动系统的运用有助于特种车辆总体性能的提高,是下一代特种车辆传动技术的发展方向。变速耦合机构是机电复合传动系统的核心部件,由高精度的行星排和重载荷的离合器等组成,能直接影响机电复合传动系统的重要性能;因其工作转速高、承受载荷大、结构复杂、集成度高的特点,所以对其结构设计提出了更为苛刻的要求,并形成了较多大尺寸、高精度的关键核心零部件。
齿圈是行星排中径向尺寸最大的元件,还经常作为换挡制动器的内毂使用,为了保证齿轮强度以及换挡元件转矩容量,齿圈的内外径尺寸多受限制,导致齿圈轮缘较薄,如图3所示齿圈直径与轮缘厚度的比值高达37.2,如图1所示。使得齿圈刚度较差,加工极易变形,影响齿轮传递精度以及操纵件摩擦片齿部载荷分布;为了保证齿轮强度以及换挡元件转矩容量,在满足结构件刚强度的情况下,减小齿圈壁厚是整体结构设计的重要手段。大型薄壁齿圈磨削加工、插齿加工和装夹过程中易产生变形,导致尺寸超差,甚至报废;齿圈渗碳淬火处理易产生椭圆、翘曲、涨大等变形,增加后序加工的难度。因此提升薄壁齿圈加工工艺与技术水平,不但能提高产品性能,还能提升经济效益。
以薄壁齿圈为例,重点讨论薄壁齿圈加工技术。本齿圈材料为20Cr2Ni4A,最大直径为308mm,模数为4,热处理为渗碳淬火,大端齿面硬度大于等于59HRC,小端为芯部硬度HRC35-49,精度等级为7级。
2 工艺方案设计
此类薄壁齿圈内侧有深槽,外廓有台阶,结构特殊,热处理时变形大,难以控制。其结构,如图1所示。
2.1 零件特点及加工难点分析
分析图1结构及参数,齿圈上侧内齿部节圆跳动0.03mm,精度要求高,齿圈的主要特点是壁厚与径向尺寸相差悬殊,刚性差,硬度高(≥HRC59),在车削、磨削阶段必须保证两侧圆轴线的同轴度、端面与内孔轴线的垂直度以及两平面的平行度,满足插齿定位要求,插齿夹具设计也至关重要,保证夹紧力均匀分布,减小装夹引起的变形;选择合适的切削条件,优化工艺流程及工艺参数,合理安排加工工序,加工路径,减小变形及精插齿余量,从而保证薄壁齿圈精度等级,提高加工效率[4-6];高精度通齿齿圈加工多采用精密磨齿技术,本齿圈受设计结构限制,热处理后无法磨齿加工,必须采用硬插齿技术。该技术受机床、刀具、零件材料、加工工艺、成本等综合因素影响,目前在国内应用尚不成熟,一直是行业领域内的关键技术难题。加工过程中主要存在以下难点:(1)典型薄壁结构件加工过程中变形控制难;(2)齿形精度不易控制,传统加工方法加工出的齿圈精度低于10级标准要求;机电复合传动齿圈的转速在3000r/min以上,传动精度要求达到7级,为满足使用性能要求,突破硬齿面插齿技术成为当前唯一的技术解决途径。

图1 齿圈Fig.1 Ring Gear
2.2 加工工艺优化
以图2为例进行说明,最小壁厚(内齿大径至零件外圆)为7.5 mm,加工时极易发生变形、热变形以及材料加工应力释放产生的多种变形,导致整个零件加工难度较大。
加工试验过程中,调质处理后,先精车出外廓台阶,粗插齿后热处理渗碳淬火,取几点测量齿部M值,发现齿部变形大且内孔圆度超出0.5mm,后续加工需要较大内孔磨量及硬插齿余量,影响零件性能及质量,且精插齿后局部仍有黑皮,加工完成后,计量检测结果,未达到精度要求,如表1所示。
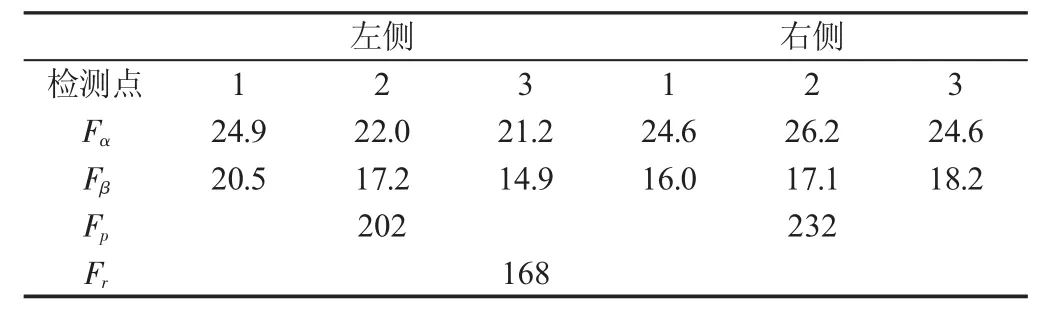
表1 齿圈硬齿面实测数据(单位:μm)Tab.1 Measured Data of Hard Tooth Surface
分析原因,由于内侧插齿空刀槽及外侧台阶面对热处理影响较大,不利热后硬插齿,因此热处理淬火前不再加工外廓台阶,淬火前齿圈外廓保持圆柱面,淬火后加工外廓台阶,采用小切削量去除方式加工,最后去应力,达到减小变形量,减小高硬度插削余量的目的。经过几种加工试验对比,最终工艺方案确定,如图2所示。

图2 薄壁齿圈典型制造工艺Fig.2 Typical Manufacturing Process of Thin Walled Ring Gear
3 薄壁齿圈的硬齿面加工技术
本薄壁齿圈使用利勃海尔LFS382硬齿面插齿机加工,允许的插齿冲程次数最大可达1500st/min,圆周最大进给量9425mm/min,径向最大切入量3750mm/min,但是在实际使用过程中,由于各种技术条件的制约,插齿的冲程次数最大仅用到120st/min,圆周进给量95mm/min,径向切入量25mm/min,因此使用先进的刀具,最大幅度地提高机床的单位时间产出,尽可能地降低生产成本尤为重要;同时,该机床可以加工热处理后的硬度为HRC45~64的硬齿面齿轮。
硬齿面插齿工艺是高硬度精密齿轮的主要加工工艺,是一种高硬度、高速度、断续切削的状态,因此对刀具性能要求非常高。齿圈表面硬度高,齿根不允许磨削,精插时只插齿面,满足了齿圈强度要求。在加工过程中挖根时容易出现齿形不合格,齿面质量不稳定等问题,主要表现在粗插齿工序中,挖根对称度不好;插齿刀渐开线起始圆不合格;精插齿余量较大以及均匀性较差,采用高精度插齿机才能满足挖根齿轮的要求,针对精插齿余量不均匀问题,从齿圈的粗插齿精度、渗碳淬火变形、热后修正保证加工基准、优化并确定合理的硬齿面插削参数等四方面严格控制上述原因造成的误差,获得较小且均匀的精插齿余量;优化插齿刀刀具齿形等几何参数,改进插齿刀参数,避免出现过渡曲线干涉现象,避免了与配对齿轮啮合产生干涉。
3.1 精插齿夹具
齿圈类等薄壁结构件几何形状比较复杂,加工变形难以控制,工艺难度很大。装夹不当不仅会引起加工过程中工件的弹性变形,并影响工件的定位精度而使加工精度降低。不同的装夹位置还影响工件内残余应力、应变的分布并因此导致工件的变形[7-8]。
本齿圈硬插齿夹具由底座、定位、压紧三个典型的结构形式组成;其中1为压紧装置,2为定位座,3为定位盘,4为螺钉,5为底座。(1)底座与设备连接;(2)定位装置应与轴孔的定位基准一致,保证无间隙配合,采用弹簧涨套配合定位。涨套的内径是一个关键尺寸,涨套内径过大,零件产生易变形、划伤,甚至卡死无法拆装;涨套内径过小,则达不到控制定位精度的目的。(3)压紧采用对称设计的布局,可以最大限度抵消弯矩,夹紧力的大小受零件结构、夹具结构、切削力等因素综合影响[9]。
在精加工薄壁齿圈的内齿时,如图3所示。齿部壁厚仅有7.5mm,采用涨紧装置,在减小夹紧力的状况下,使得涨紧后内孔变形量为0.03mm,以满足定位精度要求;零件的硬度≥HRC59,硬插齿切削力大,零件加工时夹紧力不够导致切削振动;施加顶端压紧力后,经过多次反复试装,调整夹持力,插削时控制进给量,完成硬插齿工序。

图3 齿圈精插齿夹具Fig.3 Ring Gear Slotting Clamp
3.2 精插齿刀具
为提高硬齿面精插齿齿形精度,在粗插齿阶段留有一定沉割量来避免精插齿刀具齿顶与齿根干涉,刀尖上设计凸起,避免刀具齿顶过尖,提高刀具使用寿命;给精插齿刀具预留让位槽,避免刀具损伤;齿根的过渡圆弧,有利于减少应力集中,提高弯曲应力。非渐开线的刀具凸起对齿轮挖根较大,渐开线起始点变大,精加工无法满足设计齿形需要,所以依据加工余量计算出粗插齿的最小起始圆,设计插齿刀刀尖齿形,保证后续硬齿面插齿渐开线有效长度。
现有的硬质合金插齿刀采用的是整体结构,其成本比较高。综合考虑刀具成本与性价比,与汉江工具厂协作研制,同时完成以下几方面的研究:(1)刀具基质材料的研究;(2)刀具几何形状的研究[10]。创造性的提出组合结构,即刀体和刀片分开的分体结构,最后刀体和刀片通过销钉连接、真空钎焊焊接在一起,在可降低刀具的成本,又能满足实际生产的需要。刀具如图4所示。
对新构形插齿刀的前角、后角及刃倾角进行分析,建立切削刃几何角度的数学模型,并不断改变刀具的几何角度,反复试验,确定比较理想的几何形状,插齿刀前角由正值调整成负值,并使用此新型硬齿面插齿刀的加工薄壁齿圈,取得突破性进展。

图4 新型插齿刀Fig.4 A New Type of Slotting Cutter
通过上述研究,提高齿圈同轴度、减少硬插齿余量,采用高精度插齿定位装置,提高装夹精度,零件加工完毕后,使用P65齿轮测量仪检测齿形误差Fα、齿向误差Fβ、齿距累积误差Fp、径跳公差Fr等参数均达到GB/T10095-2001七级精度要求,如表2所示。

表2 齿圈硬齿面实测数据(单位:μm)Tab.2 Measured Data of Hard Tooth Surface
4 结语
(1)通过高硬度大尺寸薄壁齿圈的加工试验研究,优化了加工方法,得到合理可行的加工工艺;
(2)突破了薄壁齿圈硬齿面插齿技术瓶颈;且设计了新型精插齿夹具,采用精密涨套结构,实现无间隙配合,提高定位精度及齿圈加工质量;
(3)协同汉江工具厂,设计新型刀具,改进插齿刀齿形几何参数,提高齿形精度;
(4)为高硬度薄壁齿圈加工积累了大量经验数据。
猜你喜欢
看世界·学术下半月(2020年6期)2020-09-10
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
金属加工(热加工)(2018年12期)2019-01-07
时代汽车(2018年12期)2018-06-18
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年12期)2017-02-02
风能(2016年9期)2016-12-21
噪声与振动控制(2015年4期)2015-01-01