
气化炉SA-387GR11CL2钢板的焊接及热处理
2018-08-24 15:16
电焊机 2018年7期
(东方电气集团东方锅炉股份有限公司,四川成都611731)
0 前言
作为水煤浆气化炉承压主壳体常用材料,东方锅炉股份有限公司某气化炉项目燃烧室、激冷室及半球形封头壳体主材均采用SA-387GR11CL2钢板。筒体(燃烧室、激冷室)SA-387GR11CL2钢板在制造过程中主要有纵、环缝的拼接(纵缝拼接后需进行中间热处理)及最终消除应力整体热处理。封头由于受板材规格限制无法整张下料,需先拼接再热冲压成型,高于临界温度的热成型会造成一定程度的组织晶粒长大且改变材料的原始供货状态,需进行正火(水冷或空冷)加回火以恢复材料的综合力学性能及使用状态。该项目对SA-387GR11CL2钢板的要求是427℃中温抗拉强度不低于450MPa,经前述焊接及热处理加工后,板材及焊接接头中温强度是否仍满足该技术要求是该产品的制造难点。本研究通过系列焊接及热处理工艺试验,研究SA-387GR11CL2钢板的焊接及热处理性能制定出气化炉燃烧室、激冷室筒体及封头合理的焊接工艺及热处理制度。
1 试验
1.1 试板的焊接及热处理
焊接试板母材均采用检查编号为G083、G172的SA-387GR11CL2钢板,其成分及力学性能分别如表1、表2所示。
采用针对该项目特殊技术要求研发的特殊焊接材料[1],其中焊条电弧焊(以下简称手工焊/S)焊接材料采用CHH307Q焊条,埋弧自动焊(简称埋弧焊/Z)焊接材料采用H11CrMoG/SJ110G焊丝/焊剂。各焊接试板焊接工艺规范如表3所示,其他工艺条件如表4所示。

表1 SA-387GR11CL2钢板化学成分 %

表2 SA-387GR11CL2钢板力学性能

表3 各试板焊接工艺

表4 各焊接试板其他工艺条件
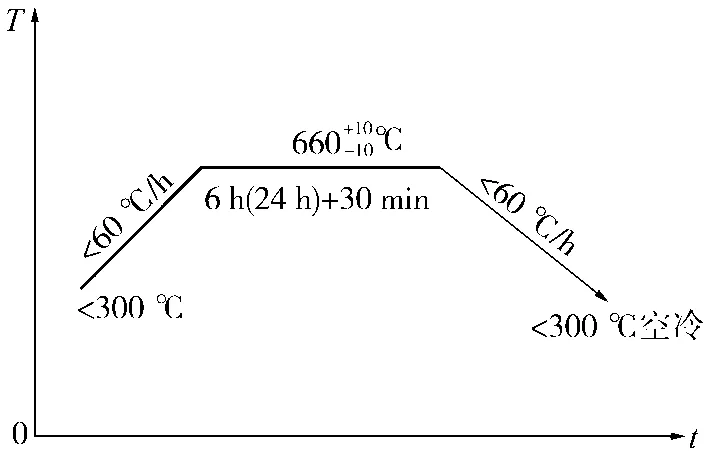
图1 660℃/6 h(24 h)退火热处理曲线

图2 模拟热成型(960℃)+正火(水冷)(930℃)+回火(710℃)+660℃/6 h(12 h)退火热处理曲线

图3 690℃/6 h(20 h)退火热处理曲线

图4 模拟热成型(960℃)+正火(水冷)(940℃)+回火(710℃)+690℃/6 h(12 h)退火热处理曲线

图5 模拟热成型(960℃)+正火(空冷)(930℃)+回火(710℃)+690℃/6 h退火热处理曲线
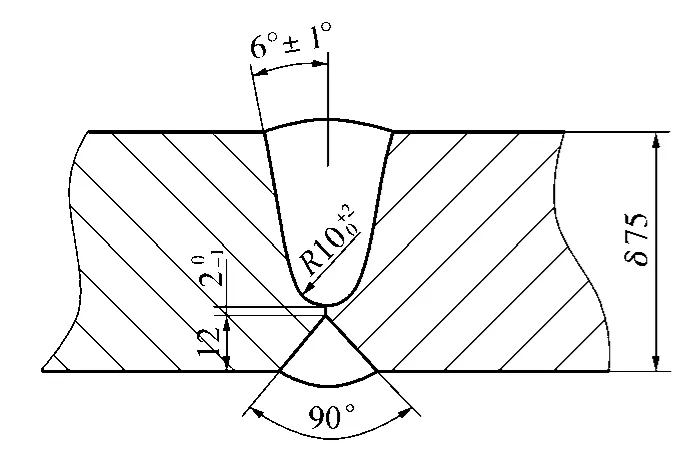
图6 双面U、V型坡口

图7 单面V型坡口
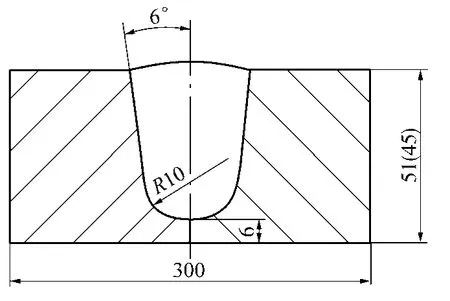
图8 单面U型坡口
2.2 检验及结果
各焊接试板化学成分及力学性能检测数据如表5、表6所示。SA-387GR11CL2钢板手工焊采用CHH307Q,埋弧焊采用H11CrMoG/SJ110G,经660℃/6 h、660℃/24 h、690℃/6 h、690℃/20 h等不同热处理制度的模拟焊后退火热处理后,试板接头各项力学性能均满足相关技术要求。
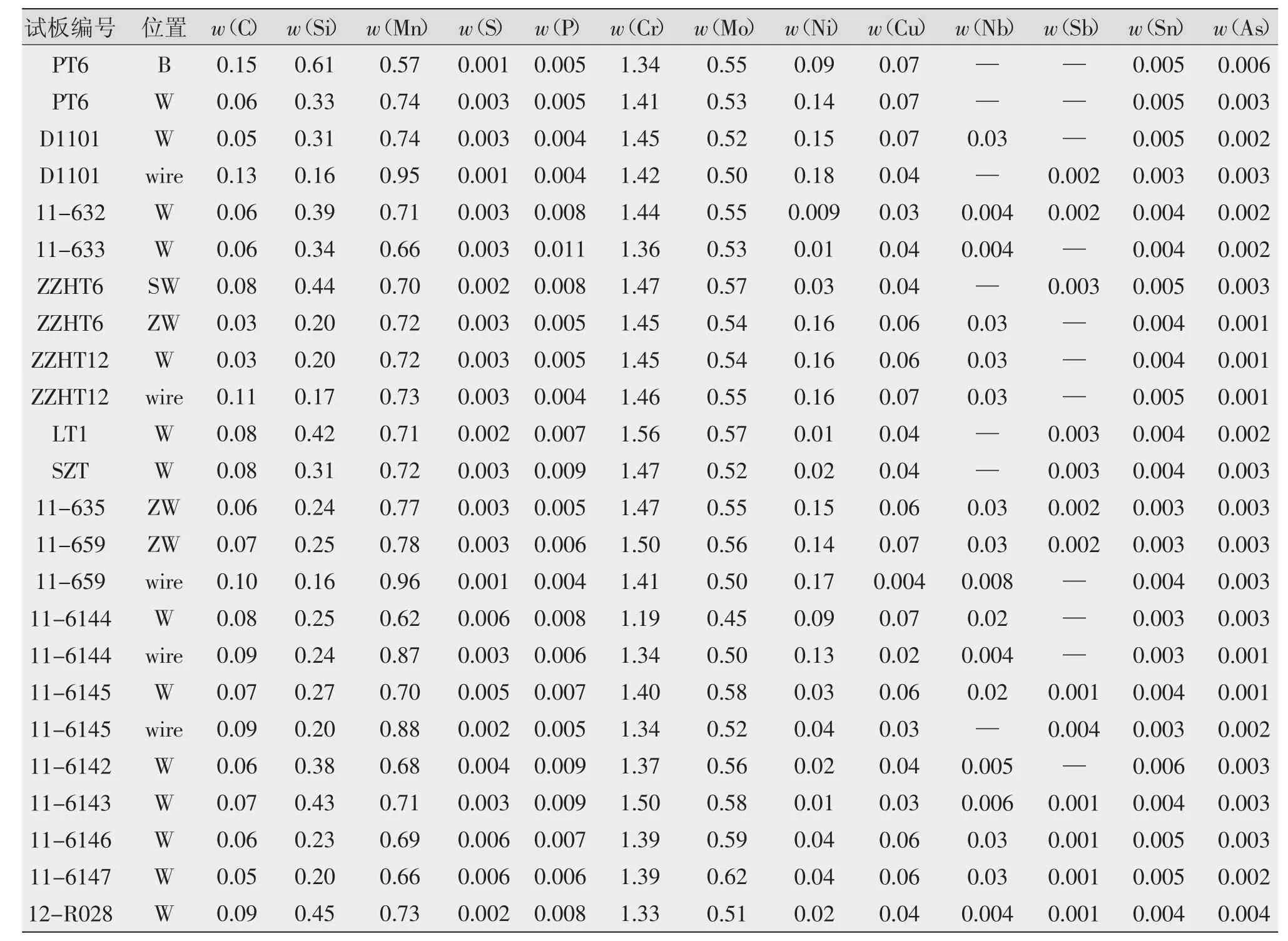
表5 各试板化学成分检验结果 %
2.3 回火参数对性能的影响
Larson-Miller参数(即LMP参数)是研究金属材料温度、时间与断裂、蠕变关系的参数。在此主要采用LMP参数研究热处理制度(热处理温度和保温时间)对1.25Cr-0.5Mo材料性能的具体影响。

式中 P为LMP参数;T为绝对温度(单位:K);t为热处理时间(单位:h);C为常数(此处取20)。
埋弧焊试板 PT6、D1101、11-6144、11-6145 热处理温度、保温时间分别为660℃/6 h、660℃/24 h、690℃/6 h、690℃/20 h,按式(1)计算出 LMP参数分别为 19.39、19.95、20.01、20.51。该 4 块试板焊缝化学成分差别较大,主要为PT6、D1101焊缝Ni含量约为0.14%,11-6144的Ni含量约为 0.09%,11-6145基本不含Ni(含量为0.03%),Ni对焊缝金属的冲击性能有一定的影响;此外,除PT6与D1101实际焊接工艺相同外,其他试板焊接工艺实际均有所差异(焊接规范及坡口等)。鉴于这4块试板常温接头拉伸试验均断于母材(其中PT6、11-6145全厚度拉伸试样中有断裂于焊缝的,表示该2块试板焊缝基本与母材等强),接头强度也代表了母材的强度,因此可以采用接头抗拉强度来分析LMP参数对1.25Cr-0.5Mo材料强度性能的影响,强度随LMP参数的变化趋势如图9所示。
手工焊试板 11-632、11-633、11-6142、11-6143热处理温度、保温时间分别为660℃/6h、660℃/24h、690℃/6 h、690℃/20 h,LMP 参数对应为 19.39、19.95、20.01、20.51,该 4块试板实际焊接规范基本相同,母材及焊缝金属化学成分基本一致。同样该4块试板常温接头拉伸试验均断于母材(其中11-633全厚度拉伸试样中有断裂于焊缝的,表示该试板焊缝基本与母材等强),接头强度也代表母材强度,手工焊接头抗拉强度及焊缝、HAZ硬度随LMP参数的变化趋势如图10、图11所示。
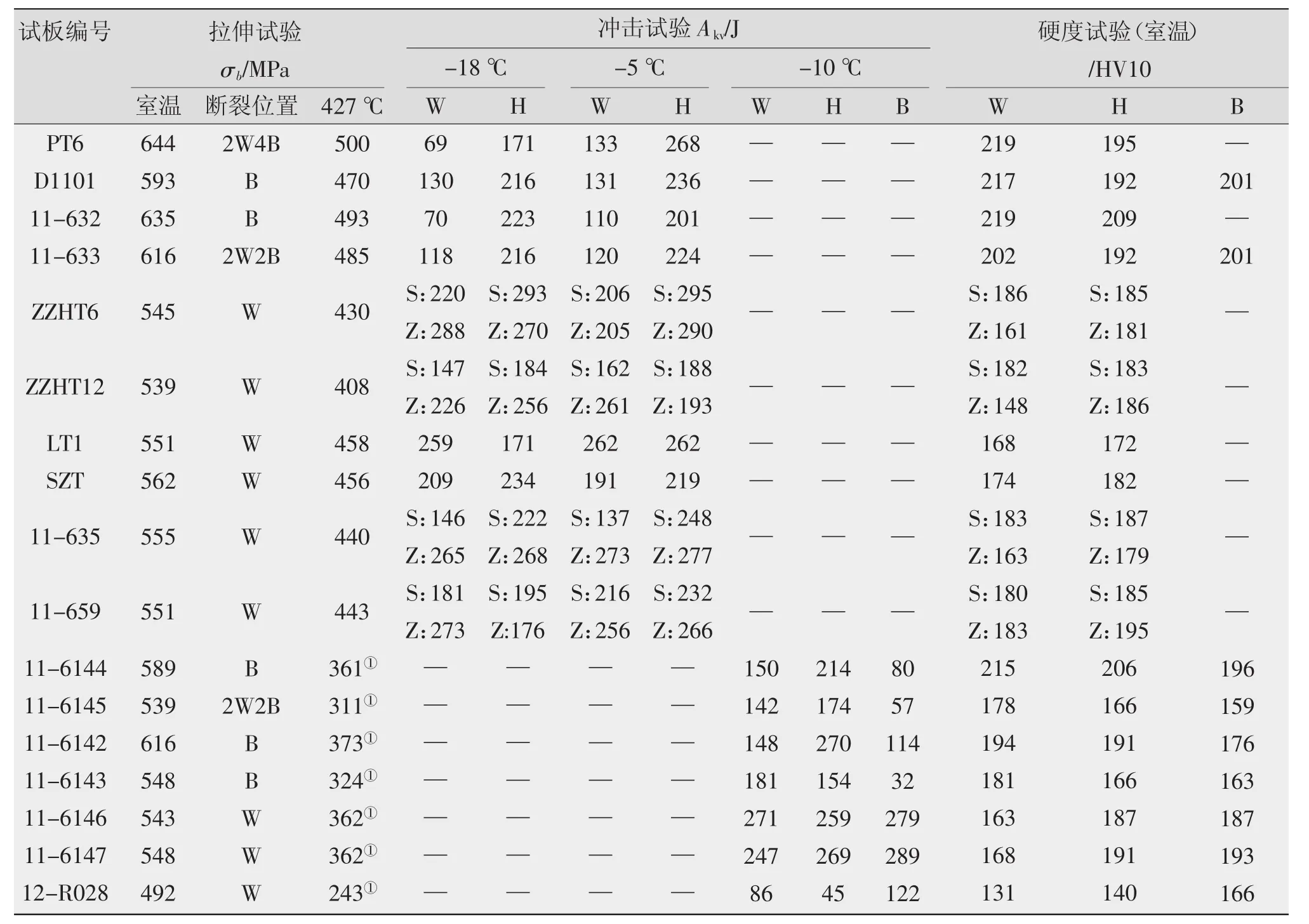
表6 各试板力学性能检测结果
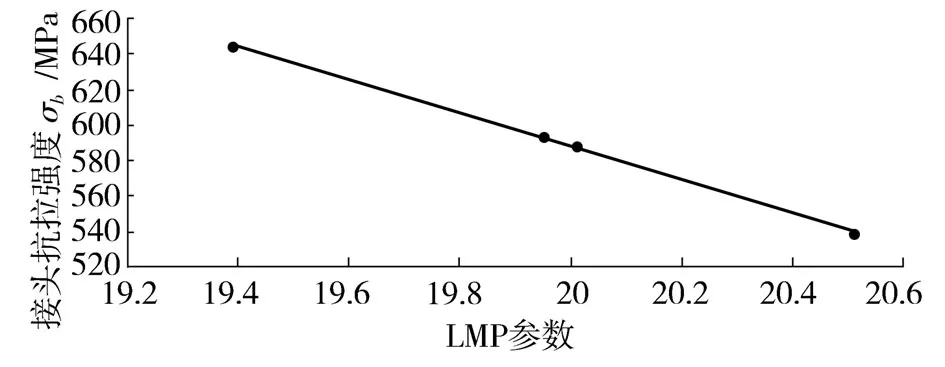
图9 LMP参数与接头抗拉强度的关系曲线(埋弧焊)

图10 LMP参数与接头抗拉强度的关系曲线(手工焊)

图11 LMP参数与接头硬度的关系(手工焊)
由图9~图11可知,埋弧焊及手工焊接头强度随LMP参数提高呈近似线性下降趋势,其中图9尤为明显,与强度性能呈对应关系的硬度性能随LMP参数的提高也呈近似线性下降趋势。需指出,埋弧焊接头硬度随LMP参数的增大整体呈下降趋势但并未表现出较明显的线性关系,主要在于:焊缝金属为铸态较不均匀组织,各项性能受诸多因素影响,即使相同试板、同一热处理规范,由于焊缝组织的细微差异(如粗细晶粒比例的不同)会造成力学性能的差异,况且4块埋弧焊试板各项实际焊接工艺条件也不尽相同。
冲击韧性方面,对于1.25Cr-0.5Mo铬钼耐热钢,过于提高热处理温度或延迟保温时间(即增大LMP参数)都会引起焊缝金属和热影响区金相组织中的碳化物沿晶界聚集,可能导致铁素体晶粒粗化,降低材料韧性,冲击下降,出现消除应力脆化(再热脆化)现象。文献[2-3]指出,对于1.25Cr-0.5Mo钢,当LMP参数超过19.5时(另有介绍超过20.5),随着LMP参数的增大,冲击韧性逐渐下降,这可能是LMP参数为19.39的PT6/11-632试板冲击性能基本与LMP参数为19.95的D1101/11-633差别不大,而LMP参数为20.51的11-6145/11-6143试板冲击性能略低于LMP参数为20.01的11-6144/11-6142试板的原因,其中C含量较高的母材表现更为明显。
2.4 封头的焊接及热处理
封头由于受板材规格限制无法整张下料,需先拼接后再热冲压成型,经高于临界温度的热成型会造成组织晶粒长大、材料综合力学性能下降,需通过正火(水冷或空冷)加回火以恢复材料的综合力学性能。由表4和表6可知,当中温强度要求σb(427℃)≥450 MPa时,埋弧焊采用H11CrMoG/SJ110G模拟热成型后经正火(水冷)加回火恢复性能热处理,接头强度仍无法满足技术要求,手工焊采用CHH307Q焊条可满足技术要求;当中温强度要求为中温屈服强度时[如惠生气化炉要求σb(427℃)≥229MPa],埋弧焊采用H11CrMoG/SJ110G模拟热成型后经正火(水冷)加回火恢复性能热处理,接头强度可满足技术要求,但正火冷却方式由水冷改为空冷后,即使手工焊采用CHH307Q焊条也不能满足技术要求(主要是常温接头强度低于标准要求)。
另外还发现,当试板经高于临界温度相关热处理后(模拟热成型后水冷或空冷正火),接头拉伸试验均断裂于焊缝(即焊缝强度低于母材),而仅进行退火热处理的各试板拉伸试验基本均断裂于母材(即焊缝强度高于母材),即经高于临界温度相关热处理后,焊缝强度相对母材下降严重,全面低于母材,且埋弧焊试板焊缝强度低于手工焊试板焊缝强度。对比各试板母材及焊缝化学成分并结合C元素在各热处理过程及组织相变中的作用及行为进行分析[4-5],这是由于焊缝C含量明显低于母材,埋弧焊试板焊缝C含量低于手工焊试板所引起的,具体原因为:C元素在α铁素体中的溶解度极低(C在α-Fe中最大溶解度为0.021 8%,室温下溶解度仅为0.000 8%),在焊缝凝固相变过程中,碳及碳化物一般来不及析出而是过饱和于铁素体(贝氏体、铁素体)晶内,起一定的固溶强化作用,焊缝组织为贝氏体+少量铁素体,此时焊缝强度较高。当仅进行低于临界温度的退火消应力热处理时,未发生组织相变,原强化作用未消失,强度下降较小。当进行高于临界温度的模拟热成型时,母材及焊缝均发生奥氏体转变,碳化物分解并溶入奥氏体中,在缓慢冷却的珠光体及贝氏体转变中,碳化物析出于α-Fe边界,原强化作用消失,此时组织强度与组织类型及碳化物数量有关,母材C含量高于焊缝,其碳化物数量也多于焊缝,因此强度高于焊缝;再次进行正火空冷热处理,组织转变与模拟热成型过程基本相同,母材及焊缝强度不会发生较大变化;若随后进行正火水冷热处理(即以较快速度冷却),加热至奥氏体化温度后,碳化物分解溶入奥氏体,在快速冷却过程中,组织转变以贝氏体转变为主(可能会有部分马氏体转变),碳化物析出于α-Fe边界(可能部分过饱和于α-Fe内),此时主要因组织的差异,母材和焊缝强度均比进行正火空冷热处理情况下高得多,此外因碳及碳化物对强度的影响,母材与焊缝相对强度不会发生改变;随后进行的低于临界转变温度的回火及模拟焊后退火热处理(回火处理主要是为了稳定组织及消除先前水淬处理的内应力)均不会引起母材及焊缝强度发生较大的变化。总的来说,经高于临界温度的相关热处理使焊缝原有强化作用消失,而这对于母材而言相当于恢复材料原始供货状态的热处理。
3 结论
(1)埋弧焊采用H11CrMoG/SJ110G、手工焊采用CHH307Q经660℃/6 h、660℃/24 h、690℃/6 h、690℃/20 h退火热处理后接头各项性能均满足相关技术要求,可应用于气化炉SA-387GR11CL2燃烧室及激冷室筒体的焊接。
(2)SA-387GR11CL2钢板的强度性能随LMP参数的增大呈线性下降趋势,相关技术文献所提到的1.25Cr-0.5Mo材料的再热脆化现象,在本试验研究中也有所体现。
(3)无论是埋弧焊(H11CrMoG/SJ110G)还是手工焊(CHH307Q),试板经高于临界温度相关热处理(模拟热成型后水冷或空冷正火)后,焊缝强度严重下降并全面低于母材,且埋弧焊焊缝强度比手工焊的更低,这主要是母材、埋弧焊及手工焊焊缝C含量的差异所引起的,正火空冷情况下强度比水冷情况下更低。就目前所使用焊接材料,当中温强度要求为σb(427℃)≥450MPa时,埋弧焊采用H11CrMoG/SJ110G模拟热成型后经正火(水冷)加回火恢复性能热处理,接头强度不能满足技术要求,手工焊采用CHH307Q焊条可满足技术要求;当中温强度要求为中温屈服强度时(如要求为σb(427℃)≥229MPa),埋弧焊采用H11CrMoG/SJ110G模拟热成型后经正火(水冷)加回火恢复性能热处理,接头强度可满足技术要求,但正火冷却方式由水冷改为空冷后,即使强度更高的手工焊CHH307Q也不能满足技术要求。即如果温强度技术要求为σb(427℃)≥450MPa,目前只能采用手工焊(CHH307Q焊条)进行焊接,若要使用埋弧焊,需开发强度更高的焊接材料,鉴于C元素在1.25Cr-0.5Mo钢组织相变中的作用和行为,降低焊剂对焊丝C元素烧损,提高焊缝金属C含量是一个主要切入点。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
交通科技与管理(2021年13期)2021-09-10
装备制造技术(2019年12期)2019-12-25
压力容器(2019年1期)2019-03-05
电子制作(2018年23期)2018-12-26
中国三峡(2016年11期)2017-01-15
焊接(2016年1期)2016-02-27
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
