
厚板箱型K节点防层状撕裂焊接工艺
2018-08-24 15:16
电焊机 2018年7期
(中建钢构武汉有限公司,湖北武汉430000)
0 前言
马来西亚吉隆坡标志塔位于吉隆坡TRX金融国际中心,工程地下7层,地上93层,地上总高度438.37 m。钢材材质执行欧标标准,最高强度等级为S460M,最大板厚达75 mm。其中塔冠工程量约为3 000 t,结构形式为立面斜交网格,构件形式为箱型柱/梁、箱型米字节点、箱型K节点等。
由于结构设计需要,该项目制作过程中存在大量的T型接头、十字接头和角接接头,且均为厚板、超厚板焊接,在强制约束条件下易发生层状撕裂[1-2]。特别是箱型K节点构件(见图1),在主体的翼缘板侧和腹板侧均存在箱型牛腿构件,牛腿焊缝与本体焊缝交叉重叠,节点区有很强的拉伸应力,由于钢材本身存在非金属夹杂物,极易诱发层状裂纹。
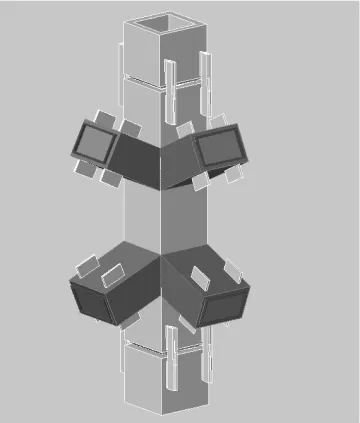
图1 箱型K节点构件
1 层状撕裂的产生机理及影响因素
1.1 层状撕裂产生机理
层状撕裂既可在焊接中及焊后冷却过程中产生,也可在焊接完成数周后产生[3-5]。由于结构已安装且已施加外部荷载,后者的危害性往往更甚。层状撕裂产生的主要原因是钢材中含有微量的非金属夹杂物[6]。这些夹杂物沿钢材轧制方向平行排列并且与金属基体的结合强度较弱,自身强度也很低[7]。当钢板板厚较大,Z向焊接拘束应力及其他形式拉应力在板厚方向产生的应变超过母材金属的塑性变形能力,开始在夹杂物与基体金属弱结合面处产生微裂纹,随着荷载的增加,微裂纹开始扩展逐步形成大裂纹,裂纹继续扩展,便出现多处相互平行的“平台”,如图2所示。这些平台在剪切力作用下,从一个层状平面扩展到另一个层状平面,形成台阶式的层状撕裂[8]。
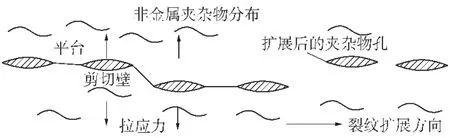
图2 层状撕裂形成的微观示意
1.2 层状撕裂的主要影响因素
(1)钢材材质。
钢中含有氧、氮、硫等元素,在钢冷却和凝固时析出并与铁和其他金属结合成为各种化合物,称为非金属夹杂物,常见的有 MnS、SiO2、Al2O3等[9-10]。夹杂物破坏了金属基体的连续性,特别是片状或条状分布的硫化物和硅酸盐,对层状撕裂敏感性较大。
(2)焊接工艺。
焊缝尺寸、接头形状、预热和焊接方法等都会对层状撕裂敏感性产生不同程度的影响[11-13]。焊缝尺寸直接影响热影响区的大小;焊接坡口形式决定着结构连接的受力方式及焊后的残余应力;不同的焊接方法产生的焊接热输入不同,对层状撕裂影响程度也不同。最后焊接顺序、焊道层数、预热温度和焊后热处理对层状撕裂也有显著影响[11]。
2 箱型K节点防层状撕裂防层状撕裂焊接工艺措施
2.1 焊接接头及焊接坡口层道设计
箱型主体均开V型双边坡口焊缝,在满足接头强度的前提下,用焊接量少的部分熔透焊缝取代全熔透焊缝,同时针对不同板厚制定严格的坡口深度,如图3所示。焊接接头采用多层多道焊接,层道次序考虑接头局部缓冲效应[14],每层布置的第一道焊缝均从翼板侧开始,如图4所示。
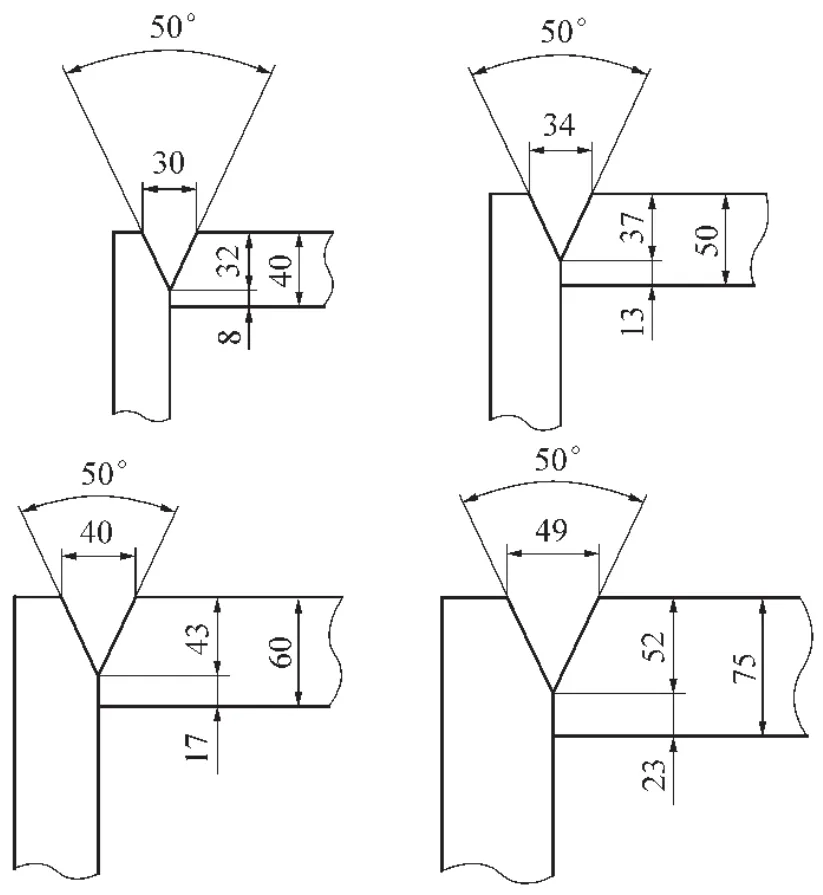
图3 焊接接头设计
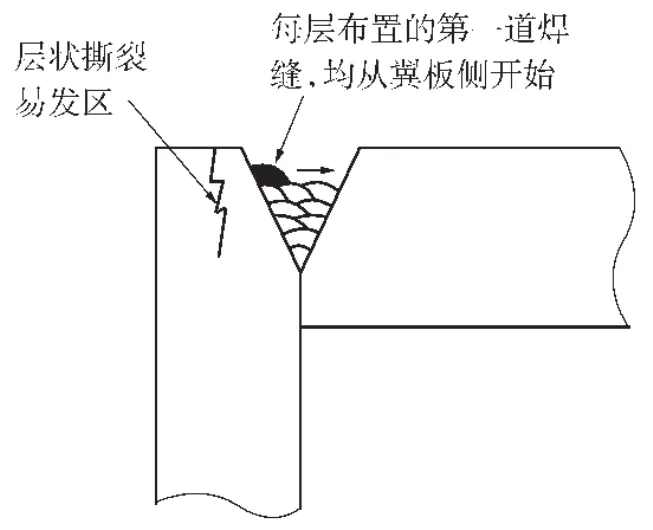
图4 考虑连接范围缓冲的焊接层道布置原则
2.2 焊接方法
为控制焊接热输入,主体焊缝采用药芯焊丝气体保护焊打底、埋弧焊填充盖面,牛腿焊缝一律采用药芯焊丝气体保护焊。其中主体焊缝焊接工艺参数如表1所示。
2.3 焊接顺序设计
(1)箱型构件主体焊接顺序。
箱型构件应力应变状态的复杂性使焊接接头中钢板Z向受力增加,增加层状撕裂的倾向性。箱型构件主体焊接顺序如图5所示,采取正面坡口焊接完成1/3~1/2,然后完成背面坡口焊缝焊接,再翻身完成正面焊缝焊接,从而控制构件的应力应变状态。(2)K型节段牛腿与主体的焊接顺序。
箱型牛腿和箱型主体为刚性连接,拘束应力较大,主体区域易发生层状撕裂,特别是图6中圆圈内区域,因此焊接时必须采用控制层状撕裂的焊接顺序进行,防止层状撕裂发生。焊接顺序:①完成牛腿1沿主体高度方向且背离牛腿2侧焊缝焊接;②两侧对称完成牛腿2沿主体高度方向焊缝焊接,起到端部延伸作用;③完成牛腿1沿主体高度方向且靠近牛腿2侧焊缝焊接;④完成牛腿1/2沿主体宽度方向焊缝的焊接。

表1 焊接工艺参数
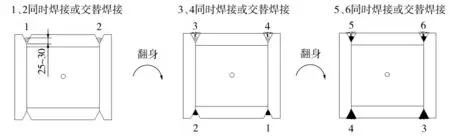
图5 箱型构件主体焊接顺序
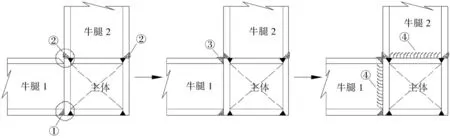
图6 K型节段牛腿与主体的焊接顺序
2.4 预热、后热及层间温度控制
焊前预热可以有效地控制焊缝金属的冷却速度,降低脆硬组织的脆化,提高材料抗层状撕裂的能力。焊后保温可降低焊缝脆硬组织和冷裂纹的出现倾向,预防厚板层状撕裂的产生[6]。预热及层间温度控制要求见表2,焊后后热采用石棉布保温处理,需符合表3的规定,预热及后热过程如图7所示。
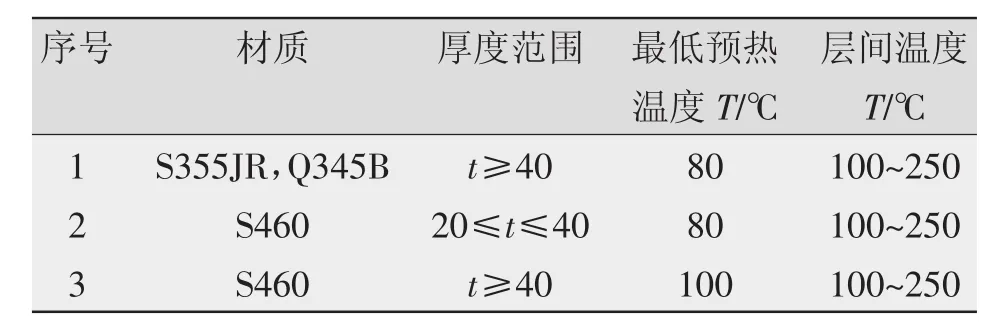
表2 预热及层间温度要求
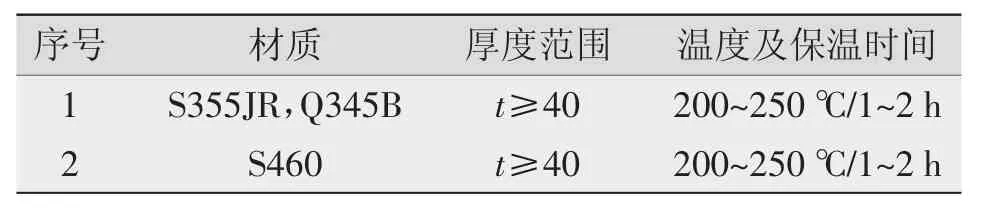
表3 焊后后热要求
3 结论
针对马来西亚箱型K节点构件,设计合理的焊接接头形式,减小焊缝填充量;焊道次序考虑连接范围的缓冲效应,每层布置的第一道焊缝,均从翼板侧开始。箱体主焊缝、K型节段牛腿与主体的焊缝采取合理的焊接方法和焊接顺序,控制构件的应力应变状态。严格控制预热、后热及层间温度,消除焊缝及母材内部的焊接残余应力。通过以上措施,有效避免了层状撕裂的产生,确保海外项目构件的交货质量。

图7 预热及后热过程
猜你喜欢
建筑施工(2020年4期)2020-08-07
重型机械(2019年3期)2019-08-27
安徽建筑(2019年4期)2019-05-09
上海公路(2018年4期)2018-03-21
河南科技(2017年3期)2017-04-15
西南交通大学学报(2016年4期)2016-06-15
焊接(2016年9期)2016-02-27
新疆钢铁(2015年2期)2015-11-07
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
应用化工(2014年1期)2014-08-16
