
基于RSM对纤维素酶预处理制备MFC薄膜的参数优化
2018-08-22 02:14:06张正健张启莲陈蕴智李志红
天津科技大学学报 2018年4期
张正健,张启莲,陈蕴智,李志红
(中国轻工业食品包装材料与技术重点实验室,天津科技大学包装与印刷工程学院,天津 300222)
微纤化纤维素(microfibrillated cellulose,MFC)是一种新型纤维产品,呈高润胀胶体状.它是由Herrick等[1]和Turback等[2]在20世纪80年代通过机械力对纤维素进行反复并且高强度的均质化处理开发得到的,由于可以达到纳米级尺寸,因此具有比表面积大、结晶度较高、保水值较高等优异性质,同时具有良好的稳定性和分散性[3–4].不同于一般纤维素,MFC具有较大的抗张强度和杨氏模量,可以形成更加稳定的网状结构,因此利用 MFC能够制备出的薄膜材料具有透明度高、阻隔性高、强度高等特点.并且,这种材料可生物降解、对环境无污染、原料可再生、易于回收利用[5–8].
随着处理技术的提高,MFC的制备方法越来越多[9].在现有预处理技术中,纤维素酶预处理作为一种生物节能技术,在绿色环保、降低能耗、提高得率、改善产品性能等方面具有明显优势,为制备出性能优越的 MFC薄膜奠定了有利基础.在整个生产过程中,纤维素酶预处理起着关键作用[10].根据国内外研究可知,100%,MFC薄膜具有许多优良性质,研究者通过各种不同的方式制备出 MFC薄膜,并对其优异性能进行验证[11–12].
响应曲面法(RSM)是一种根据合理设计进行实验并且收集需要数据点的统计方法.采用该法可建立连续变量曲面模型,对影响响应值的因子及其交互作用进行评价,确定最佳水平范围,预测得出响应最优值及相应的实验条件.本研究以 MFC薄膜的抗拉强度作为评价指标,考察纸浆浓度、酶用量、酶处理时间对薄膜性能的影响,通过 Box-Behnken实验,建立各种多项式模型并分析其有效性,对工艺条件参数进行优化处理,旨在为 MFC薄膜制备的优化提供参考和依据.
1 材料与方法
1.1 原料与仪器
纤维素酶,山东潍坊苏柯汉生物公司;桉木漂白硫酸盐浆,江苏芬欧汇川纸业有限公司.
P40110.E000型 PFI磨,澳大利亚 Paper Testing Instruments GMBH公司;T2505型瓦利打浆机,日本KRK公司;Instron3369型万能试验机,美国英思郎特公司;GJJ型高压均质机,上海台驰轻工装备有限公司.
1.2 制备方法
1.2.1 纤维素酶预处理制备MFC
桉木漂白硫酸盐浆经蒸馏水浸泡一定时间后,通过瓦利打浆机前打浆处理、纤维素酶预处理、PFI磨后打浆处理、高压均质处理,最终制得 MFC.其中调节 PFI磨的打浆转数为 3万转,间隙为 0.65,mm;高压均质的压力为36,MPa,次数为10次.1.2.2 MFC薄膜的形成
称取一定量质量分数为 1%,的 MFC,然后加入体积分数为 0.2%,的丙三醇溶液,将 MFC和丙三醇溶液混合均匀后,缓慢倒入有机玻璃板(20,cm×20,cm)上,放入烘箱烘干后慢慢撕下,测试所得MFC薄膜的性能.
1.3 单因素实验
通过控制纸浆浓度、酶用量和酶处理时间在预处理制备过程中的改变量,考察单一因素对 MFC薄膜性能的影响.
1.4 RSM条件优化
在单因素实验基础上,以 MFC薄膜的抗拉强度为响应值,采用三因素三水平的响应曲面设计方法,分别用 A、B、C来表示酶用量、酶处理时间和纸浆浓度这 3个自变量因子,自变量的高、中、低水平分别用+1、0、-1进行表示.
2 结果与讨论
2.1 单因素分析
不同因素对制备出的MFC薄膜抗拉强度的影响如图1所示.

图1 单因素对MFC薄膜抗拉强度的影响Fig. 1 Effect of single factor on the tensile strength of MFC films
从图 1(a)中可以看出:MFC薄膜的抗拉强度随纸浆浓度的增加呈不断上升的趋势,当浓度为 10%,时抗拉强度最大.这主要是由于预处理浆浓增加,提高了单位体积的纤维素酶含量,有利于纤维细胞壁的润胀和细纤维化以及后续高压均质,提高纤维之间的作用力,抗拉强度明显提高[12].由图 1(b)可知:随着酶用量的增加,MFC薄膜的抗拉强度先上升后下降,当酶用量为 10~20,U/g时可以得到抗拉性能比较好的 MFC薄膜.这是由于纤维素酶的加入有利于后期纤维的均质,提高了纤维的细纤维化程度,增强了纤维的结合,加强了 MFC薄膜的抗拉强度,但过高的酶含量会使纤维发生过度水解,影响纤维的自身强度,使 MFC薄膜的抗拉强度有所下降.从图 1(c)中可以看出:MFC薄膜的抗拉强度随酶预处理时间的增加,呈现先下降后上升,之后再下降的趋势,酶处理时间为 24,h时薄膜的抗拉强度达到 70,MPa,其性能最好.这是由于酶处理时间越长,纤维的水解程度越剧烈,过度水解会使得纤维强度下降,从而导致MFC薄膜的强度降低.
2.2 响应曲面法优化
2.2.1 响应曲面法实验结果及模型确定
依据单因素实验所得数据,设计纸浆浓度、酶用量、酶处理时间三因素三水平实验,实验的水平及编码见表 1.基于响应曲面方法设计实验,17组实验条件及结果见表2.
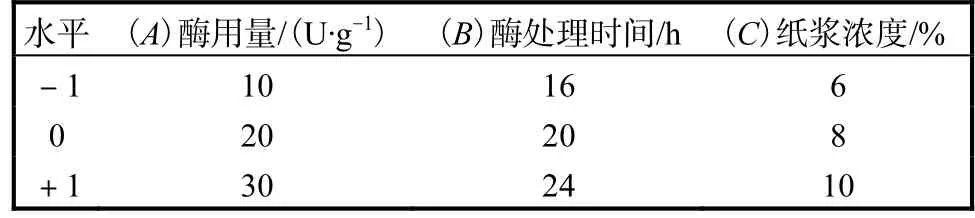
表1 水平及编码Tab. 1 Levels and codes
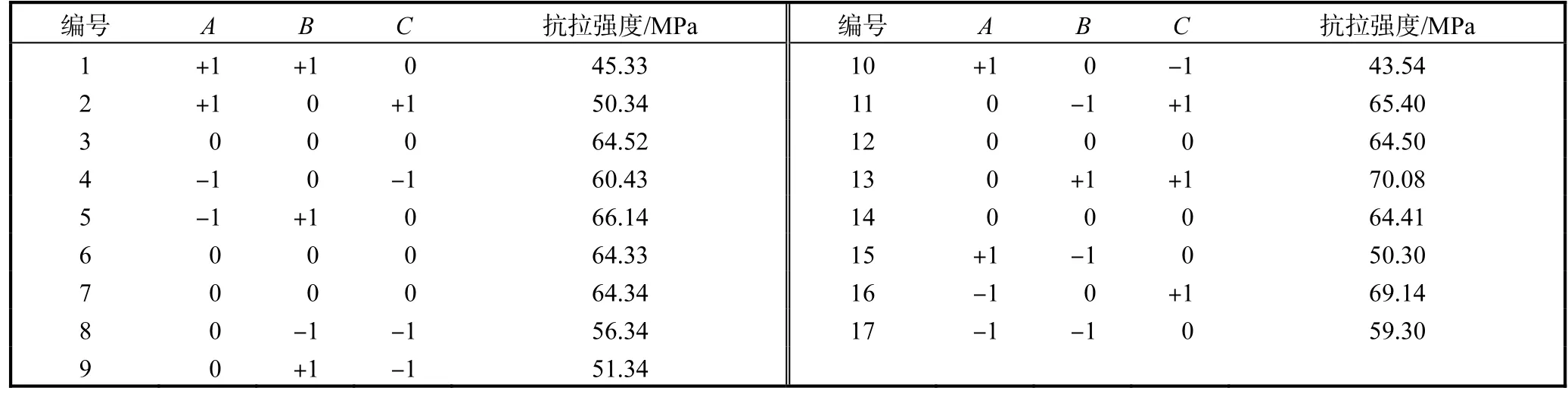
表2 各组实验条件和结果Tab. 2 The designs and results of the experiment
从表 3中的,F值与 P值可以看出:实验数据的二次多项式模型拟合相对于线性和三次多项式模型来说比较显著,在实验中二次多项式模型的可信度比较高.通过表4可以分析得到4种模型的R2和R2校正值,二次多项式、三次多项式的 R2和 R2校正值明显高于线性和双因素模型,并且二者相差不大,另外二次多项式模型的 R2预测值最大,预测残差平方和最小.综上所述,本实验选用二次多项式模型比较适合,将所得的实验数据进行多元回归拟合,得到以抗拉强度为目标函数的回归方程:

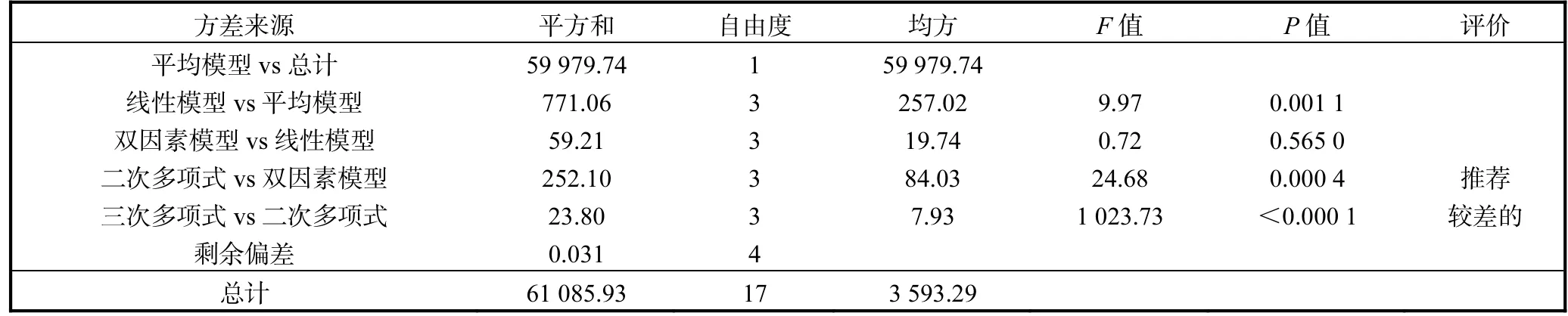
表3 多种模型方差分析比较Tab. 3 Analysis and comparison of variance of various models

表4 R2综合分析Tab. 4 Synthetic analysis of R2
对表 5的方差分析可以看出:模型的 F值为35.32,P值<0.000,1,P值远远小于检验规定的一般显著性(0.05和 0.01);失拟项的 P值为 0.052,1>0.05,表明二次多项式具有较好的显著性并且失拟不显著,该模型的拟合度较好,实验误差相对较小,可以用来对 MFC薄膜抗拉强度进行预测.相对应由表4可以看出:二次多项式的预测值与真实值的相关性R2为 0.978,5,其校正值为 0.950,8,表明此模型在MFC薄膜的制备工艺过程中能够解释响应值95.08%的变化,拟合程度良好.
对表5的系数项的P值分析可知:A、C、A2达到极显著水平(P<0.01),AB、BC 达到显著水平(P<0.05),表明酶用量与纸浆浓度独自或两两交互都在薄膜抗拉强度中起到比较显著的效果,而酶处理时间的作用却不明显.在实验考察范围内,综合考虑 3个因素的二次及交互作用两方面的影响,得出其影响MFC薄膜抗拉强度的顺序依次为:酶用量>纸浆浓度>酶处理时间.

表5 二次模型方差分析Tab. 5 Variance analysis of the quadratic model
2.2.2 因素的响应面交互作用分析
酶用量、酶处理时间和纸浆浓度之间交互作用的等高线和响应面图如图2所示.由图2(a)可以看出:酶用量是影响抗拉强度比较显著的因素,在此区间内酶处理时间的影响并不明显,而从表 6可以看出 AB交互作用的 P值为 0.015,1,其交互作用一般.因此在纸浆浓度一定的条件下,MFC薄膜的抗拉强度随酶用量的增加而减小,在酶用量为 10,U/g左右时抗拉强度达到最好.由图 2(b)可以看出:纸浆浓度对MFC薄膜的抗拉强度影响显著,而在此区间内酶用量的作用一般,从表6可以看出AC交互作用的P值很小,其交互作用很强.因此固定酶处理时间,薄膜的抗拉强度随着纸浆浓度的增加发生的变化较大,当浓度为 10%,左右时,MFC薄膜的抗拉性能最好.由图2(c)可以看出:纸浆浓度对MFC薄膜的抗拉强度具有显著的影响,在此区间内酶处理时间的影响不明显,而从表6可以看出BC交互作用的P值显著,所以两者之间的交互作用强度一般.
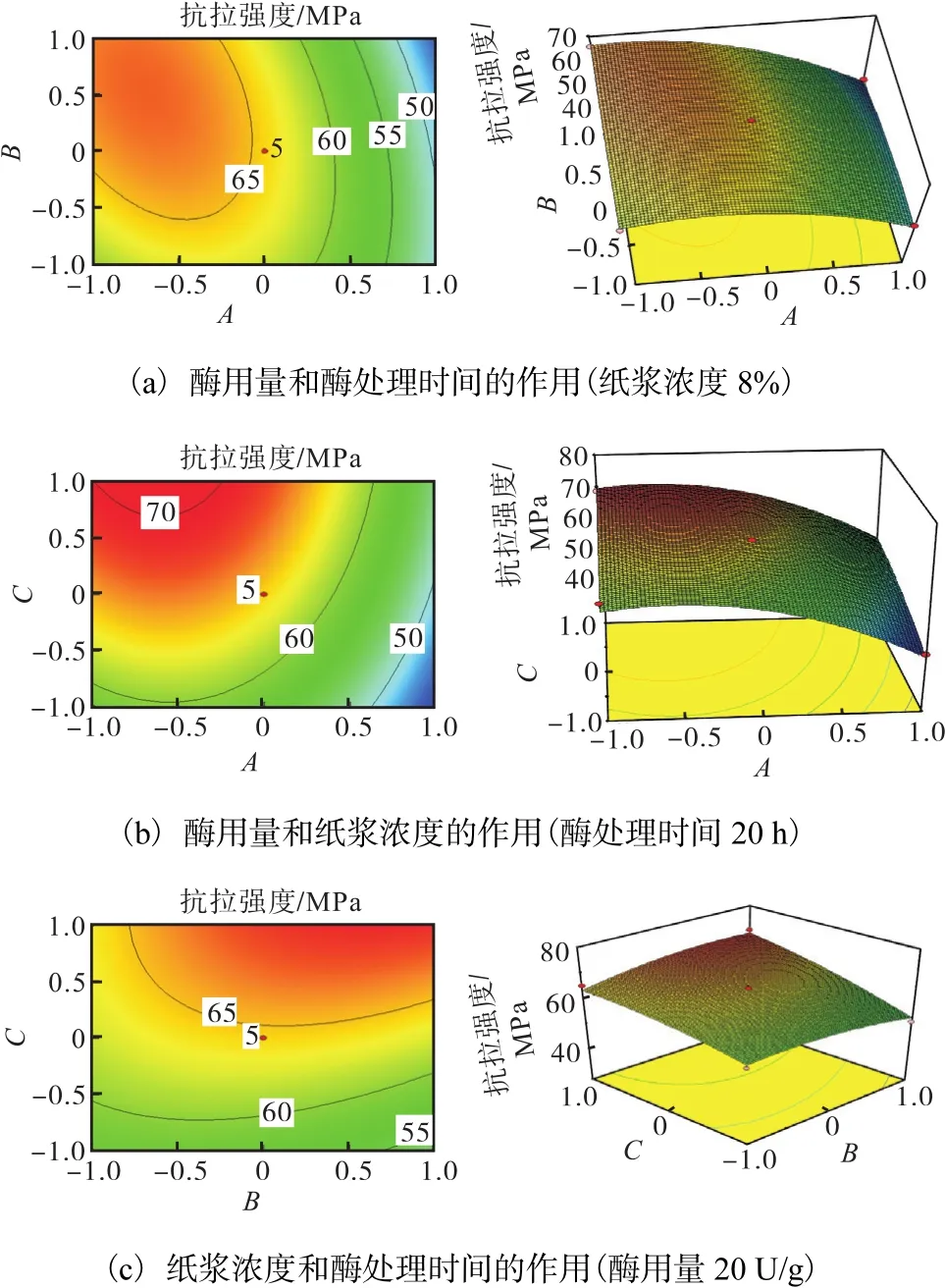
图2 因素交互作用的等高线和响应曲面图Fig. 2 Contours and response surface of the factors’ effects
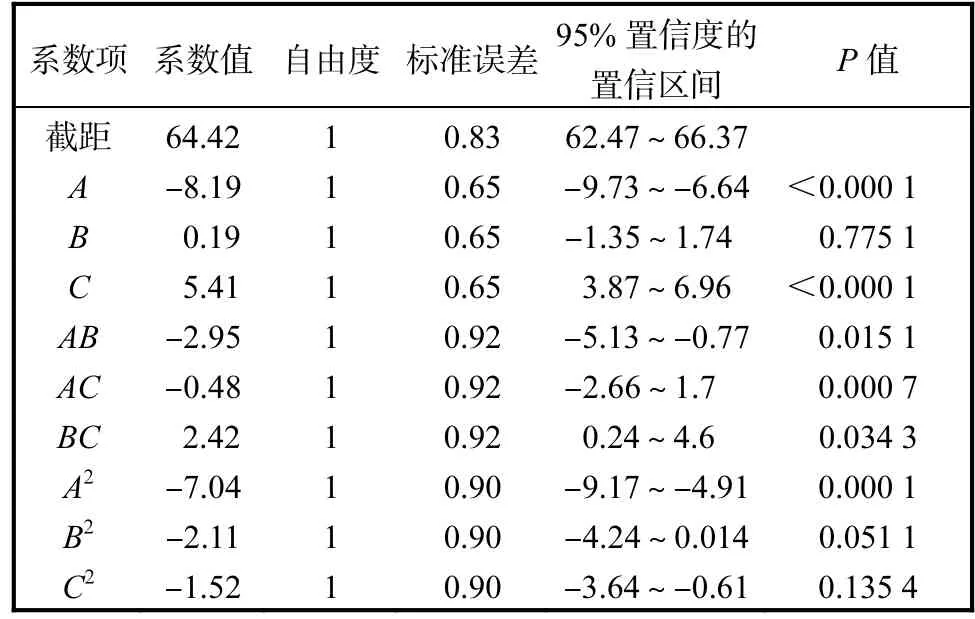
表6 回归模型系数的显著性检验Tab. 6 Significance test of regression model coefficients
2.2.3 工艺优化
进一步通过软件分析计算,拟合得酶预处理的最佳条件,在酶用量 11.74,U/g、酶处理时间 24,h、纸浆浓度 10%,时,MFC薄膜的抗拉强度达到最大,即抗拉强度为73.61,MPa.在此条件下,对MFC薄膜的抗拉强度进行实验验证,其值为 73.06,MPa,与预测值之间的相对偏差较小,证明响应面法优化得到的制备工艺条件有一定的实用意义.
3 结 语
随着科技的发展与 MFC本身优良性能的探索,MFC的制备与应用将有望发展成为一个具有高附加值、绿色环保的新兴产业.由于 PFI磨及高压均质机的性能会受到自身各种因素的影响,难以对它原本的参数进行优化,因此在固定 PFI磨打浆转数、间隙以及高压均质压力、次数的基础上,利用响应曲面法(RSM)优化酶解法制备 MFC工艺,以 MFC薄膜的抗拉强度为目标建立模型并进行优化分析,得到MFC薄膜的抗拉强度与酶用量、纸浆浓度及预处理时间的二次多项式关系;并通过预测优化得到 MFC薄膜酶预处理的优化条件为纸浆浓度 10%,、酶用量11.74,U/g、酶处理时间24,h.
猜你喜欢
建材发展导向(2023年5期)2023-03-15 03:30:10
光源与照明(2019年4期)2019-05-20 09:18:18
电线电缆(2017年2期)2017-07-25 09:13:35
数学物理学报(2016年5期)2016-08-24 07:38:38
中国造纸学报(2015年1期)2015-12-16 19:35:25
电源技术(2015年12期)2015-08-21 08:58:58
幼儿教育·父母孩子版(2015年5期)2015-05-30 10:48:04
油气地质与采收率(2014年6期)2014-12-16 17:45:18
中国造纸(2014年1期)2014-03-01 02:10:12
汽车与新动力(2012年4期)2012-03-25 10:09:38
