浅谈汽车用焊装胶的黏度特性及对施工性和贮存稳定性的影响
2018-08-14 08:46:56万福荣高之香李建武石震鹏丁洪恩
粘接 2018年8期
万福荣,李 程,高之香,李建武,石震鹏,丁洪恩
(三友(天津)高分子技术有限公司,天津 300211)
上世纪60年代,汽车工业开始应用胶粘剂。我国自20世纪80年代中期先后从德国、美国、日本和法国等国家通过合资等方式先后引进了先进的汽车生产技术并将汽车胶带入了中国。经过不断的消化、吸收,自20世纪90年代开始,我国也逐步建立起自主的汽车胶工业。进入21世纪,在汽车材料国产化过程中,我国研制出一批新的、更专用化的胶粘剂[1]。轿车已进入寻常百姓之家,随着人们生活水平的提高和环保意识的增强,汽车胶粘剂、密封胶品种的开发应用已成为人们关注的热点[2]。
在汽车制造中,为了防止焊缝处的缝隙不严导致的漏水、透风和腐蚀现象发生,提高车身的密封性、防锈性和减振降噪性能,需要在白车身焊接过程中车身钣金局部缝隙区域进行必要的涂胶工艺[3]。汽车车身焊装用胶主要包括点焊密封胶、减振膨胀胶、环氧折边胶和高强度结构胶等。其中点焊密封胶主要用于车身钣金件之间的焊接缝隙,如前挡板、侧围外板、轮罩内板和侧围上端加油口盒等零部件之间,起密封防水作用;减振膨胀胶主要用于车身顶盖与加强梁、发动机罩与发动机盖内板、行李箱盖与行李箱盖内板以及车门外板与防撞梁之间等需要减振的部位,起到减振、控制共振和阻尼的作用;环氧折边胶主要用于前后门、前后盖和前翼子板等折边部位,其粘接强度较高,起到替代焊点、美观的作用,还提高了防腐、防锈能力;高强度结构胶应用在发动机中罩与前后加强梁等部位,粘接强度较高,以粘代焊,减少焊点,解决中罩表面焊点麻坑等问题,改善了汽车外观质量[4~6]。根据三友(天津)高分子技术有限公司多年来制造焊装胶的经验,本研究简单介绍了焊装胶生产中的黏度特性,并讨论了黏度对焊装胶施工性能和贮存稳定性的影响,为焊装胶的生产和使用厂家提供参考。
1 焊装胶黏度测量方法
焊装胶黏度主要采用旋转黏度计和压流黏度计法来测量。每种黏度计的选择都有适用特定的黏度范围和剪切速率范围,每种测试方法都有其自己的特性和限制条件,不能直接进行转换,因此测量焊装胶黏度应选择合适的测量仪器及测试条件,并在测试报告中注明。
1.1 旋转黏度计
旋转黏度计测量的黏度是动力黏度,由于大多数流体属于非牛顿性流体,所以是基于表观黏度随剪切速率变化而呈可逆变化的。在特定转子、转速下测定的黏度值称为“表观黏度”,这种黏度的测定也就成为“相对测定”。旋转黏度计种类较多,常用的有同轴双重圆筒和单一圆筒式2类,如美国的Brookfield旋转黏度计、国产的NDJ和NXS系列的旋转黏度计。每台仪器还配有多个转筒或转子(4~9个),或者多种配件,可切换多种转速(3~7种),扩大了仪器的使用场合和测量范围,测试示意图如图1所示。焊装胶的旋转黏度的测试标准主要有GB/T 2794、ASTM D1824和ASTM D2196等。
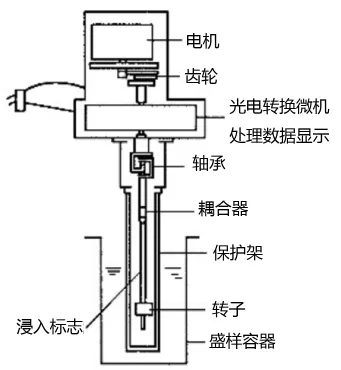
图1 旋转黏度测试示意图Fig.1 Schematic of rotating viscosity test
1.2 压流黏度计
压流黏度计适用于高黏性产品的质量控制。由于焊装胶的黏度较高,用旋转黏度计测量的误差有时会比较大,因此当焊装胶黏度上升到80 Pa·s(剪切速率50/s-1)时,建议选用压流黏度计进行测量。测试压流黏度使用的设备包括压流黏度计、天平、支架、压力表、调节阀、秒表、黏度杯和砝码等,示意图如图2所示。测试时,将压力调节到0.4~0.5 MPa,流出嘴直径有2 mm、2.54 mm和3 mm等。记录1 min内挤出到天平架上的出胶量,平行测定3次,取3次出胶量的平均值作为压流黏度值,单位为g/min。焊装胶压流黏度的测试标准有ASTM D1823、ASTM D3835等。

图2 压流黏度测试示意图Fig.2 Schematic of pressure viscosity test
2 黏度对施工性能的影响
黏度是焊装胶使用较为重要的指标之一,对施工性能影响较大。焊装胶的涂胶方式主要有人工手动涂胶和机器人自动涂胶2种[7]。不管何种涂胶方式,黏度对涂胶质量的好坏都起到了关键作用,黏度过大,涂胶困难,涂胶时间延长,耽误生产进程,容易出现拉丝等状况,需要有专业人员进行后续处理,同时对被粘件润湿性较差,粘接强度较低;黏度太小,流挂现象严重,容易出现还未进入烘道内焊装胶已经偏离原来的位置。要达到理想的胶层厚度,必须增加涂胶次数,否则影响强度,造成资源浪费,因此焊装胶必须有适当的黏度。
温度对焊装胶的黏度影响十分显著。温度升高,焊装胶的黏度下降,不同类型的焊装胶黏度的下降程度是不同的。黏度随温度的变化叫黏温特性。一般可用黏温曲线,以经验公式或黏度指数来表示黏度与温度的关系,黏度随温度的变化越小,对施工环境的影响也越小。黏温曲线可直观地反映出黏度随温度的变化。黏温曲线平缓的焊装胶,其黏度随温度的变化程度较小,黏温特性较好。本研究测定了三友(天津)高分子技术有限公司的4种焊装胶的黏温曲线,包括点焊密封胶(型号为SY-231A-1)、减振膨胀胶(型号为SY-221)、环氧折边胶(型号为SY-242)和高强度结构胶(型号为SY-248)。图3为焊装胶的旋转黏度-温度关系曲线(Brookfield DV2THB型黏度计,7号转子,转速0.6 r/min),图4为焊装胶的压流黏度-温度关系曲线(压力为0.5 MPa,出胶口径为2.54 mm,出胶口长度为16 mm)。从中可以看出,旋转黏度随温度的变化程度,环氧折边胶>高强度结构胶>减振膨胀胶>点焊密封胶;压流黏度随温度的变化程度,环氧折边胶>高强度结构胶>点焊密封胶>减振膨胀胶。这种现象是焊装胶自身特性造成的,环氧折边胶和高强度结构胶的环氧树脂含量较大,而环氧树脂的黏度随温度的变化也较大,导致其黏温特性较差。为了避免温度变化带来的施工问题,焊装胶生产厂家需要根据季节的不同来调整黏度。使用厂家也应在焊装胶规定的使用温度范围内进行涂胶施工,有条件的使用厂家可以选择带有保温功能的胶枪或者自动打胶机进行施工。
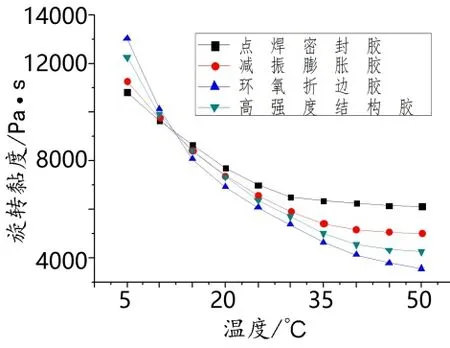
图3 焊装胶旋转黏度和测试温度关系曲线Fig.3 Relationship between rotational viscosity of welding adhesives and test temperature
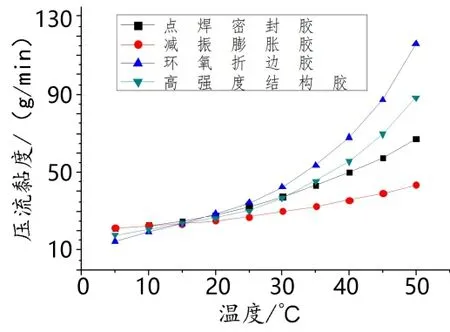
图4 焊装胶压流黏度和测试温度关系曲线Fig.4 Relationship between pressure viscosity of welding adhesives and test temperature
3 黏度对贮存稳定性的影响
焊装胶贮存期通常是指在存放一定时间后观察外观和涂布以测定黏度和强度不发生变化的时间,焊装胶的贮存期是焊装胶必须考虑的重要问题,是判断焊装胶质量好坏的一项重要指标。
由于焊装胶的保质期一般为180 d,测定了上述4种焊装胶在温度为(23±2)℃、相对湿度为(50±5)%的标准状态下黏度随贮存时间变化的关系。图5为焊装胶旋转黏度和贮存时间关系曲线(Brookfield DV2THB型黏度计,7号转子,转速为0.6 r/min),图6为焊装胶压流黏度和贮存时间关系曲线(压力为0.5 MPa,出胶口径为2.54 mm,出胶口长度为16 mm)。由此可以看出,焊装胶的黏度随贮存时间的延迟逐渐升高,尤其是环氧折边胶和高强度结构胶更为明显,这是由于这2种胶粘剂中的固化剂虽然为潜伏性固化剂,但在常温下也与环氧树脂进行缓慢的化学反应,形成高分子链结构,宏观表现为黏度逐渐增大,甚至出现假固现象。这就要求使用厂家要严格保证这2种胶的贮存温度在25 ℃以下,以免影响产品的正常使用。
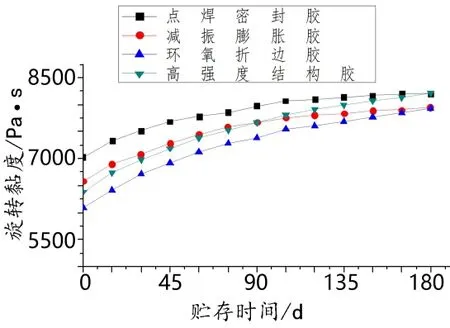
图5 焊装胶旋转黏度和贮存时间关系曲线Fig.5 Relationship between rotational viscosity of welding adhesives and storage time
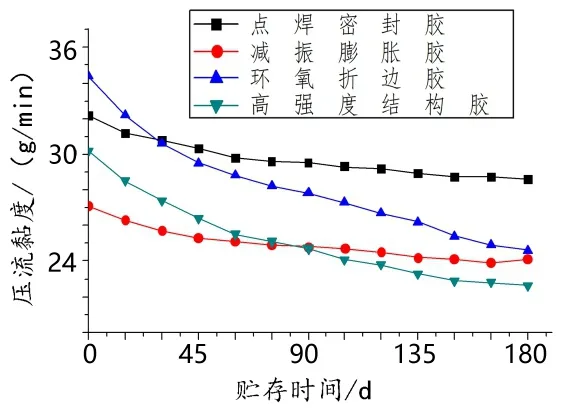
图6 焊装胶压流黏度和贮存时间关系曲线Fig.6 Relationship between pressure viscosity of welding adhesives and storage time
上述操作需要将胶自然放置180 d以上,无法快速判断焊装胶的贮存稳定性。生产实践中焊装胶贮存稳定性采用加速热老化的方式进行测定,以黏度变化率来表征。
黏度变化率Y由式(1)计算:

式中:Y —黏度变化率(%);η1—胶粘剂在(23±2)℃下放置24 h的黏度;η2—胶粘剂在(40±2)℃下贮存168 h,然后将胶粘剂取出,在(23±2)℃下放置24 h后的黏度。
取3次的平均值作为测定结果,一般认为黏度变化率Y小于30%即满足要求,质量控制较好的焊装胶的黏度变化率小于10%。
4 结语
黏度作为焊装胶生产中需要控制的重要指标,是影响其施工性及贮存稳定性的重要因素。由于汽车厂使用焊装胶时采用气动的方式涂胶,与压流黏度的测试原理更为相近,因此,在生产、使用时应把压流黏度作为主要参考因素,而旋转黏度作为次要参考因素。另外,由于焊装胶的黏度受气候影响较大,使用厂家应按照焊装胶规定的温度进行贮存和使用。此外,焊装胶生产厂家需要总结出焊装胶合适的黏度控制手段,研发温度稳定性更优异的焊装胶,为产品提供更长的保质期及卓越的施工性能,以满足主机厂对贮存期、施工性及更多性能的要求。
猜你喜欢
石油工业技术监督(2021年9期)2021-10-14 09:22:40
北京汽车(2020年5期)2020-11-06 02:58:08
化学与粘合(2020年4期)2020-09-11 12:20:54
钻井液与完井液(2019年4期)2019-10-10 01:57:04
石油商技(2019年2期)2019-05-08 01:02:34
上海塑料(2018年2期)2018-07-16 07:03:00
兵器装备工程学报(2017年6期)2017-07-03 16:02:06
中国塑料(2017年2期)2017-05-17 06:13:21
中国建筑金属结构(2015年9期)2015-12-02 08:16:19
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:47