厚大高镍球铁涡轮壳铸造工艺改进
2018-08-06 08:32纪汉成葛修亚
铸造设备与工艺 2018年3期
纪汉成,葛修亚
(溧阳市联华机械制造有限公司,江苏常州 213354)
涡轮壳是汽车涡轮增压器中重要零部件,因其与发动机排气管相连接,直接接受从发动机中排出的高温废气,所以其工作环境相当恶劣,工作温度达到900℃以上,因此对涡轮壳的质量要求高,铸件可靠性要求高,安全性能要求高,不允许有任何铸造缺陷,铸件要进行PT、R T检测。
1 涡轮壳结构特点及技术要求
高镍球铁涡轮壳铸件结构较为复杂,呈单、双流道三维曲面流线结构,如图1所示。铸件材质牌号为D5S,净重68kg,最大轮廓尺寸450mm×380mm×180 mm,主要壁厚为10 mm,最大壁厚为40 mm.
铸件要求的化学成分、力学性能如表1、表2所示。铸件需要经过高温退火热处理。
涡轮壳铸件基体组织:奥氏体+少量碳化物+球状石墨;石墨类型:球状;石墨大小:5级~6级;球化率≥80%.

表1 涡轮壳铸件的化学成分(质量分数,%)
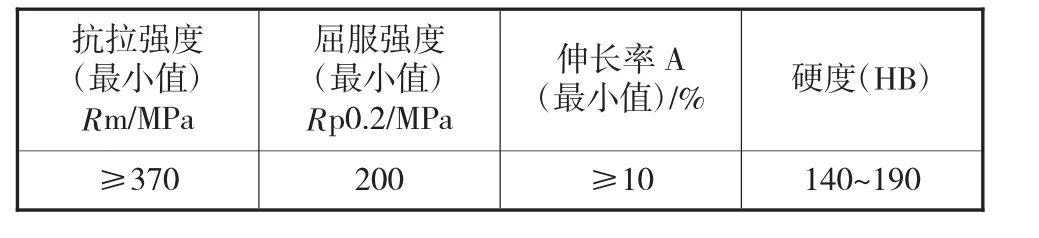
表2 涡轮壳铸件的力学性能
2 原生产工艺及存在问题
2.1 造型工艺
采用一模两件呋喃树脂砂造型,中注分散扁浇口浇注工艺,采用半封闭式浇注系统,浇道截面积比为F直∶F横∶F内=1∶1.2∶1.0,直浇道截面尺寸为φ60 mm,横浇道截面尺寸为35/40 mm×45 mm,内浇道50 mm×5 mm6道,60 mm×5 mm2道。设φ80/φ90 mm×l35 mm侧边浇冒口2个,顶发热保温冒口φ80 mm×l35 mm冒口2个,φ20×l35 mm出气口4个。放置2个75 mm×75 mm×20 mm的泡沫陶瓷过滤片,铸件的下半铸型采用覆膜砂半包壳下芯造型,流道芯由高强度低发气量的覆膜砂制芯而成。具体工艺方案如图2所示。

图1 涡轮壳铸件结构
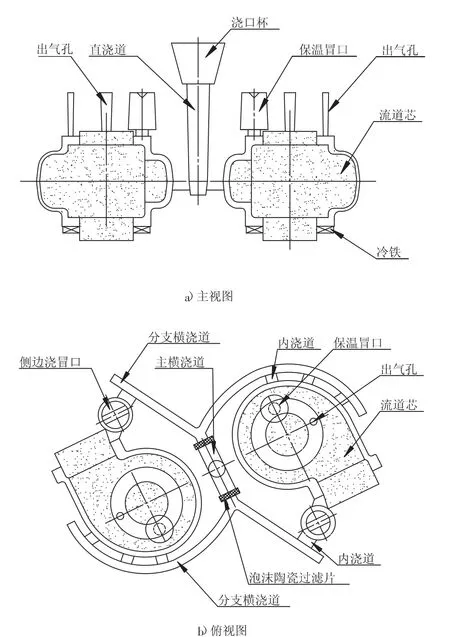
图2 涡轮壳铸件原工艺装配图
2.2 熔炼工艺
原铁液化学成分为:ω(C)1.8%~2.2%,ω(S i)3.7%~4.2%,ω(Mn)0.5%~0.7%,ω(Ni)35%~38%,ω(Cr)1.8%~2.2%,ω(P)≤0.06%,ω(S)≤0.03%.
选用高质量的炉料,炉料中不能含有超标的微量有害元素,如Pb、Ti、As等。由于高镍球铁中不允许含有能抵消微量有害元素影响的铈(Ce)等稀土元素,故过量的Pb、Ti、As就会对石墨形态和性能产生很有害的影响。要求 ω(Pb)≤20×10-6,ω(Ti)≤20×10-6.采用高纯生铁和固定来源的纯净冲压边角废钢或打包废钢。高镍球铁中Ni以电解镍形式在熔炼后期加入,Cr以65CrFe在铁水过热后期加入,Si以75SiFe加入。髙镍球铁的熔点较高,铁水流动性较差,为保证足够的浇注温度,铁水出炉前的过热温度需比一般球铁高得多。
球化处理采用包内凹坑冲入法。球化剂选用东丰无稀土硅铁镁球化剂和美林Ni-Mg合金相配合,总加入质量分数1.4%~1.5%,其中Ni-Mg合金的比例占球化剂总量的20%~30%.预处理剂采用碳化硅,质量分数为0.4%~0.5%.孕育方式采用东丰中BaSi高效孕育剂覆盖和倒包孕育,孕育剂加入质量分数为0.6%~0.7%,浇注时随流0.3 mm~0.8 mm的东丰中BaSi孕育剂,加入质量分数为0.1%.要求铁水的出炉温度≥1 620℃,铸件的浇注温度控制在1 480℃~1 530℃,浇注25 mm的单铸试块。
2.3 热处理工艺
高镍球铁涡轮壳铸件热处理工艺:950℃保温6 h出炉空冷。铸件经过热处理,组织中碳化物由条块状转变成粒状,改善了铸件的切削性能。
2.4 存在问题
采用呋喃树脂砂中注分散扁浇口浇注系统,为保证铸件内陷质量,需要2个侧边热冒口,2个顶保温冒口,铸件所用浇注系统及补缩冒口重量较大,铸件工艺出品率低至45%,生产成本较高。
采用呋喃树脂砂造型生产,由于呋喃树脂砂所用固化剂中S含量高,S容易渗入铸件表层特别是铸件底部使铸件产生渗硫(反应层)缺陷,为此,生产厚大高镍球铁涡轮壳时将下半型腔做成覆膜砂壳型预埋在砂型中,可有效防止铸件产生渗硫缺陷,但也增加了生产成本。
3 工艺改进及生产验证
3.1 工艺改进
采用水平叠箱垂直浇注及覆膜砂壳型背丸工艺,其造型制芯采用热芯盒壳芯机制作,水平合箱,将3个壳型铸型依次水平叠箱置于装有钢丸的砂箱内垂直浇注。砂箱的内廓尺寸长宽高为1 000 mm×600 mm×750 mm.采用顶侧边直浇道与冒口一体的浇注系统及浇口杯过滤浇注工艺。在涡轮壳的出气口上下平面放置多块冷铁激冷。
采用直内封闭式浇注系统,浇道截面比为F直∶F内=2.7∶1,直浇道截面尺寸为φ60 mm,单道内浇道,截面尺寸为25/35 mm×35 mm.浇口杯采用耐高温铝硅质陶瓷浇口杯,其内部尺寸为φ135 mm/φ70mm×l35mm,在浇口杯的下端放置φ70mm×20 mm的泡沫陶瓷过滤片。在浇口对面设置(下端40 mm×12 mm)/(上端 60 mm×25 mm)×(高度150 mm)排气片一个。具体工艺方案如图3所示。
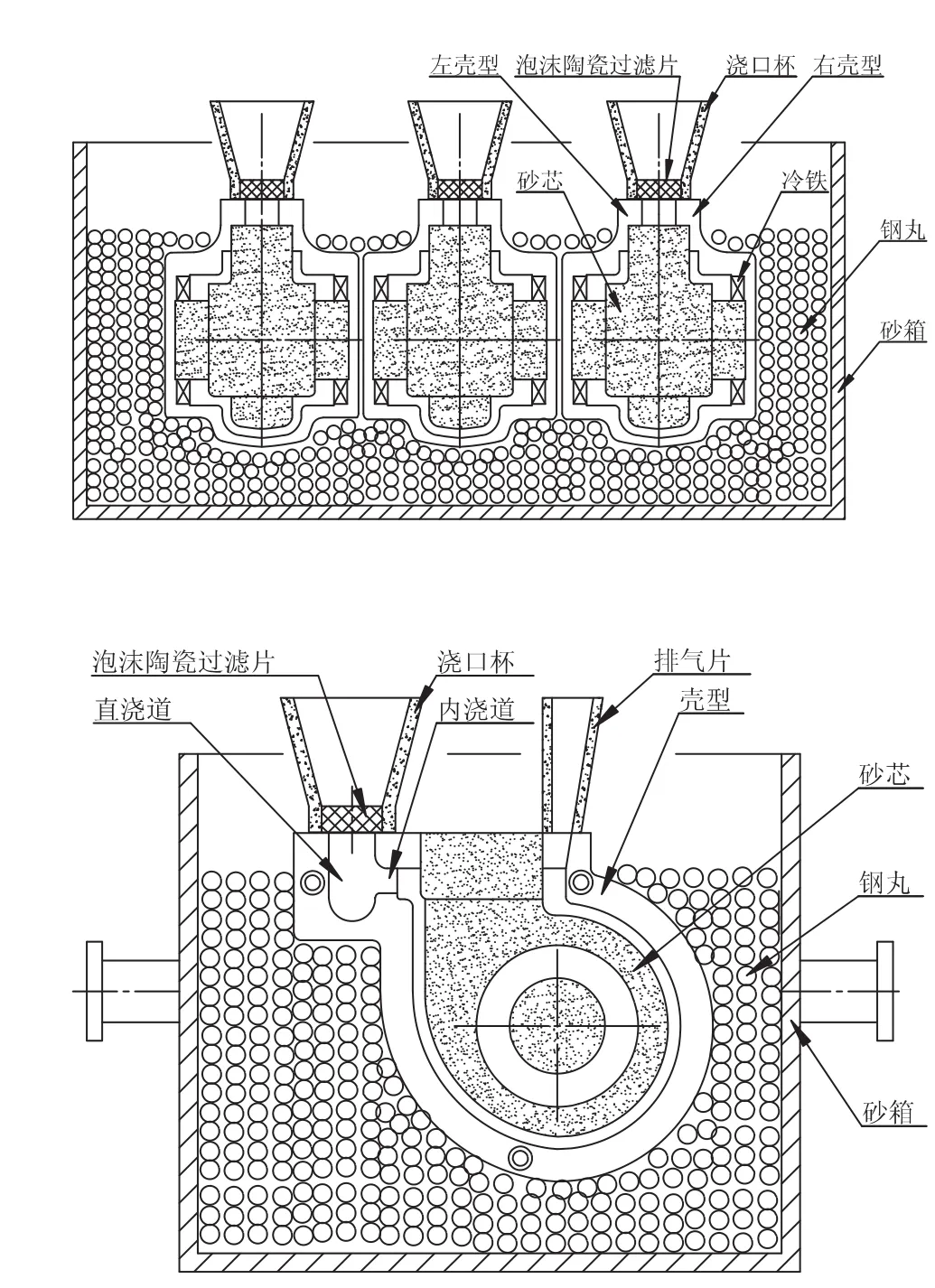
图3 涡轮壳铸件改进工艺装配图
3.2 生产验证
采用壳型水平叠箱垂直浇注、顶侧边直浇道与冒口一体的浇注补缩系统及浇口杯过滤浇注工艺,彻底消除了铸件渗硫缺陷,补缩效率高,补缩压力大,保证了铸件内在质量,提高了铸件成品率,降低了铸件成本,铸件工艺出品率达到75%,铸件的合格率达到97%以上。
在浇口杯的下端安装有泡沫陶瓷过滤片,净化了铁液质量,有效防止铸件产生夹渣、气孔缺陷,提高了铸件质量;同时浇注完毕后泡沫陶瓷过滤片自动上浮到浇口杯上口处,增加了直浇道及浇注系统的压力,提高了铸件的补缩能力。
将壳型铸型依次水平叠箱预埋在装有钢丸的砂箱内,增加了壳型铸型的激冷能力,提高了铸件的致密性。
4 结论
1)对厚大高镍球铁涡轮壳铸造工艺进行改进,由呋喃树脂砂生产改为水平叠箱垂直浇注及覆膜砂壳型背丸工艺生产,采用顶侧边直浇道与冒口一体的浇注补缩系统及浇口杯过滤浇注工艺,成功地生产出合格铸件,大大提高了铸件综合成品率,降低了生产成本。铸件工艺出品率达75%,铸件合格率达97%以上,取得了很好的经济效益。
2)对于厚大涡轮壳铸件及尺寸和性能要求高的球铁、灰铁、铸钢件,建议也采用水平叠箱垂直浇注+壳型背丸+顶侧边直浇道与冒口一体的浇注补缩系统及浇口杯过滤浇注工艺。
猜你喜欢
农村科学实验(2022年19期)2022-10-13
机械工业标准化与质量(2022年3期)2022-08-12
铸造设备与工艺(2022年1期)2022-04-26
今日农业(2021年17期)2021-11-26
大型铸锻件(2021年3期)2021-04-30
燕山大学学报(2021年2期)2021-04-12
科技视界(2020年26期)2020-09-24
铸造设备与工艺(2017年6期)2018-01-28
铸造设备与工艺(2017年1期)2017-03-30
雷达与对抗(2015年3期)2015-12-09