重载铁路C96型30 t轴重车辆段工艺适应性设计研究
2018-07-28 01:26:54何勇
铁道标准设计 2018年8期
何 勇
(中铁工程设计咨询集团有限公司机械动力设计研究院,北京 100055)
1 概述
新建山西中南部铁路通道是我国首条30 t轴重重载铁路,是目前国内最大轴重运营线路,将运行C96型30 t轴重新型运煤专用车辆。新建日照南货车车辆段是山西中南部铁路通道的唯一车辆检修基地,负责本线运营车辆的运用、检修作业。日照南站为山西中南部通道铁路的设计终点站,位于山东省日照市东港区裴家村南侧,线路走向由西向东,与北侧沿海路平行布置[1]。车辆段设计规模为段修4线24台位,站修3线18台位。作为该线唯一的车辆检修基地,以本线运行的C96型30t轴重新型运煤专用车辆的检修为主,兼顾C64、C70、C80车型的检修。C96型车与C64(轴重21 t)、C70(轴重23 t)、C80车型(轴重25 t)在车体、转向架、车钩、制动装置、轮轴等部件组成、尺寸和材质上均有差异。故在总平面布置、主要检修车间检修工艺布局、工装设备配置上需充分考虑C96型30 t轴重车辆检修工艺要求以及其他通用车型的检修需求。
2 C96型30t轴重车辆检修工艺适应性分析
2.1 货车段修检修工艺流程[2](图1)
2.2 C96型敞车与C64、C70、C80型敞车相关技术参数比较(表1)

图1 铁路货车段修检修工艺流程
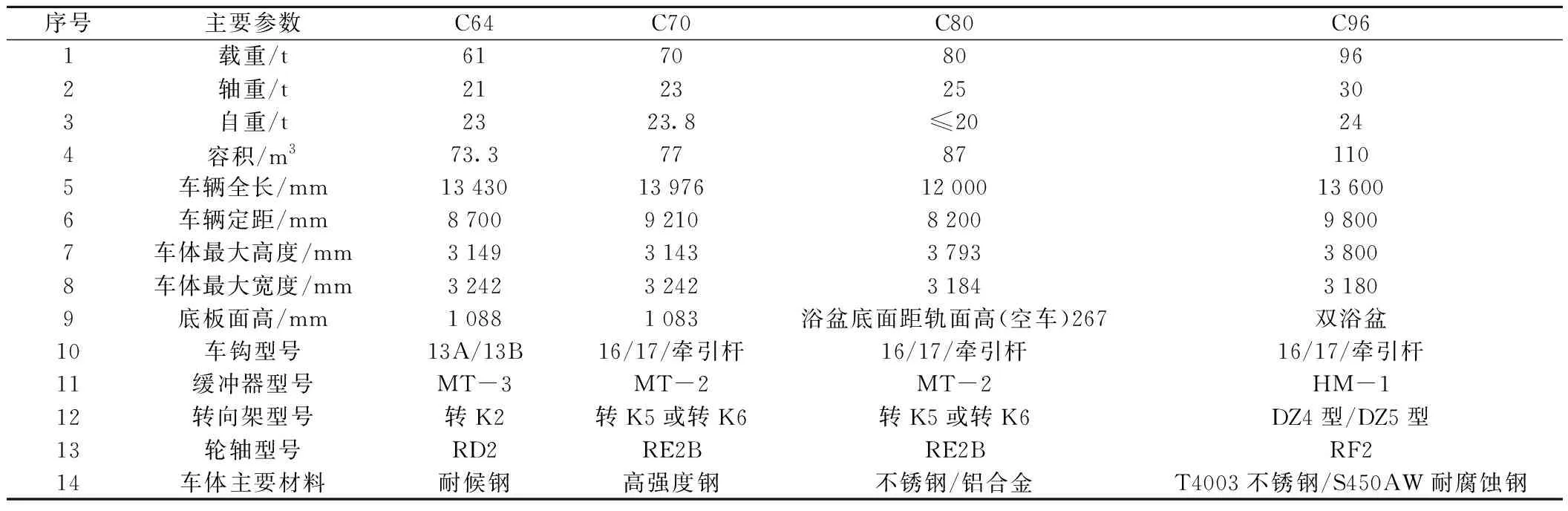
序号主要参数C64C70C80C961载重/t617080962轴重/t212325303自重/t2323.8≤20244容积/m373.377871105车辆全长/mm134301397612000136006车辆定距/mm87009210820098007车体最大高度/mm31493143379338008车体最大宽度/mm32423242318431809底板面高/mm10881083浴盆底面距轨面高(空车)267双浴盆10车钩型号13A/13B16/17/牵引杆16/17/牵引杆16/17/牵引杆11缓冲器型号MT-3MT-2MT-2HM-112转向架型号转K2转K5或转K6转K5或转K6DZ4型/DZ5型13轮轴型号RD2RE2BRE2BRF214车体主要材料耐候钢高强度钢不锈钢/铝合金T4003不锈钢/S450AW耐腐蚀钢
2.3 C96型敞车与C64、C70、C80型敞车修程修制对比分析
按照目前的段修规程规定,C64型车段修周期为1.5年,厂修周期为6年,新造C70、C80型车段修周期为2年,厂修周期为8年[3];根据车辆制造厂资料,C96型车段修周期为2年,厂修周期为8年。从修程修制看,C96型车与C70、C80型车相同,C96型车段修循环系数采用规范中规定的0.56[4]。
2.4 C96型30 t轴重车辆检修工艺适应性分析
通过对以上铁路货车段修检修工艺流程、修程修制及C96与C64、C70、C80型敞车技术参数的分析研究,C96型车与其他车型主要是车体尺寸、材质、架车定距、转向架型号、车钩缓冲器型号、轮轴型号、制动装置型号存在差异,因此对应的检修工艺流程及配备的检修工装在适应主型C96敞车需要的同时,需适应C64、C70、C80型车检修需要。
3 总平面布置
日照南车辆段布置于日照南站东北侧,市政沿海路与日照南车场之间。拟建车辆段用地范围内有2条南北向泄洪通道,针对场地地形、地质、水文、通风等条件,综合考虑泄洪通道的长度、位置、宽度等因素,根据车辆段的作业需要,整体上分为两个区域:将办公、生活区设在西泄洪通道的西侧,将主要生产区设在两处泄洪通道中间,避免将车辆段房屋、道路设于泄洪通道上方,以减少涵洞工程量[5]。
主要生产区设置于两处泄洪通道中间,组合车库设在西泄洪通道的东侧,四周设环形道路[6],在组合车库南侧由南往北依次布置3条长存车线,每条存车线有效长达840 m,山西中南部铁路通道为整列固定编组、整列装车、卸车、车型也较为单一,可进行整列扣车,段内设置长存车线,可满足5 000 t编组C96列车整列存放。
其他的辅助生产车间、材料存放库、动力设施以组合车库为中心布置,利于工艺组织、方便生产[7]。将办公、生活区设在泄洪通道西侧独立的生活区域,与生产区域互不干扰。设置化验及办公楼、单身宿舍、职工食堂浴室必要的办公生活设施[8]。日照南车辆段总平面布置见图2。
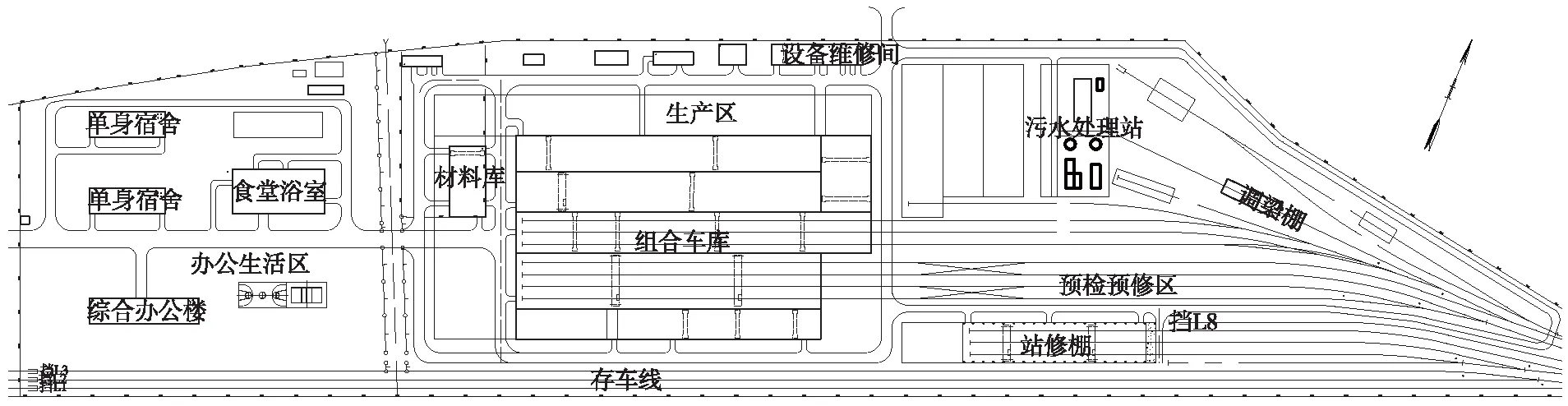
图2 日照南车辆段总平面布置
4 C96型30 t轴重车辆检修工艺适应性研究
4.1 架车定距的确定
在修车库中设置有风动架车机,对车体进行架车作业,以推出转向架、进行车体检修作业。根据C96车型资料,C96车辆定距为9.8 m,C64、C70、C80车辆定距分别为8.7、9.21、8.2 m,架车宽度基本相同(2.9~3.0 m)[9]。在车体枕梁两端下侧梁下部共装有4块顶车垫板,当车辆出现故障需升起车体时,利用架车机或千斤顶等作用在顶车垫板上将车体顶起。
由于各种车型车辆定距各不相同,在车体架车作业时,需根据检修车型确定架车机距离。由于本段以检修C96型车为主,兼顾其他车型,故在设计中修车库四股道中北侧三线18台位架车机定距按9.8 m设置(每台位4台),南侧一线6台位布置双架车机(每台位6台),定距分别为9.8 m和8.2 m。9.8 m定距的架车机兼顾C96、C70车的架车作业,8.2 m定距的架车机兼顾C80、C64车的架车作业[10]。修车库架车机布置见图3。

图3 修车库架车机布置(单位:mm)
4.2 修车库工装设备配置适应研究
C96型车采用有中梁、双浴盆、外置侧柱的车体结构,底架主要承载梁件采用Q450NQR1高强度耐候钢,与煤炭接触的侧墙、端墙、地板、浴盆等部位采用T4003不锈钢或S450AW型耐腐蚀钢,以提高车辆强度和耐腐蚀性能,延长使用寿命。全面采用拉铆钉和非金属磨耗件、可拆卸金属磨耗件,消除金属摩擦副,以提高车辆可靠性和使用性能,方便运用检修。针对这些车型特点,设计中在修车库配置新型车体整形机(适应不锈钢车体)、气体保护电焊机、拉铆钉机、破拆机等工装[11],以适应C96新型车体的检修需求,并兼顾其他车型的检修。
4.3 转向架间工艺及工装设备配置适应研究
C96型车采用30t轴重DZ4型交叉支撑转向架或DZ5型摆动式转向架。此型转向架采用B+级铸钢摇枕、侧架,侧架实现无选配组装;采用辗钢或铸钢车轮、352132A型轴承;中央悬挂采用两级刚度弹簧、组合式斜楔;交叉支撑式转向架采用交叉支撑装置和轴箱弹性定位装置,采用支撑座、横跨梁托座铸造一体侧架,一系采用TJC-1型八字形轴箱橡胶垫,采用具有垂向压缩限位、纵向消除间隙功能的CJC系列双作用弹性旁承;摆动式转向架采用下摆动装置和轴箱弹性定位装置;转向架磨耗件采用无焊接方式组装;采用BAB-1型或DAB-1型转向架集成制动装置,瓦托及闸瓦具有防误装功能,采用高摩合成闸瓦。
C64、C70、C80车型转向架主要采用K2、K6或转K5型转向架[12]。综合分析各型转向架在部件、尺寸和材质上的差异,本次设计转向架间内设置有一条两进一出的环形悬挂构架检修流水线,在流水线工位布局、设备配置中充分考虑C96车DZ4型及DZ5型转向架检修特点。具体适应性设计为:空中小车夹具夹持位置适应各车型构架(摇枕中部侧腔)[13];增设弹簧托板、摇动座分解、检查、修理、组装工位,满足DZ5型摆动式转向架弹簧托板和摇动座的检修需要;增设轴箱悬挂装置(由SF-1型承载鞍、TBS-1型轴箱橡胶弹簧、TBZ-1型轴箱纵向弹性垫组成)分解、检查、组装工位;同时在内、外圆弹簧、斜楔、交叉杆、集成制动装置、构架翻转焊修等分解、检修工位布置、工装配置中以检修DZ4型交叉支撑转向架及DZ5型摆动式转向架为主,兼顾K2、K6、K5型转向架的检修。
4.4 轮轴间工装设备配置适应研究
C96型车采用30 t轴重转向架,配套采用的重载轮对轴型为RF2型车轴,车轮型号为HFS型,直径为915 mm;K2转向架采用的轮对轴型为RD轴,车轮直径为840 mm;K6、K5型转向架采用的轮对轴型为RE轴,车轮直径为840 mm[14]。各型轮对的车轴、车轮尺寸均不同,在轮轴间工艺流水线布局及设备配置中,如轮对尺寸自动测量机、轮对荧光磁粉探伤机、超声波探伤机、车轮车床、轴承压装机等设备的选型、配置中,以检修C96型车轮对为主,各设备检测、探伤、镟修范围可兼顾其他车型轮对。
同时考虑到轮轴检修流水线上各设备虽可兼容RD、RE、RF2各型轮对,但需进行调试转换,而调试工作较为费时、麻烦,需进行校对,故在设计中考虑将3条轮对检测、探伤流水线分别针对RD、RE、RF2型轮对进行设定,以减少调试转换工作,提高检修效率,生产过程中根据现场生产安排情况进行调整。
4.5 制动梁检修间工装设备配置适应研究
C96型车每个转向架装用一套BAB-1型或DAB-1型转向架集成制动装置,采用GM915D型闸瓦。BAB-1型集成制动装置主要由制动梁、制动缸、闸调器、制动推杆和制动杠杆等组成;DAB-1型集成制动装置主要由双向作用制动缸、组合式制动梁、锻造制动杠杆等组成。C64、C70、C80车型转向架一般采用中拉杆式制动装置,主要由制动梁、锻造制动杠杆、锻造中拉杆、高摩合闸瓦等组成。综合分析各型制动装置在部件组成上的差异,在制动梁分解工位、制动梁检修流水线布置中增加BAB-1型和DAB-1型集成制动装置双向作用制动缸、闸调器的分解、检查、组装工位及相应工装设备[15]。
4.6 钩缓间工装设备配置适应研究
C96型车采用整体铸造牵引梁、高强度车钩、大容量缓冲器、锻造钩尾框、120-1型电空制动阀、转向架集成制动等重载技术,满足单列编组总重1万t、动力分散牵引2~3万t列车运输要求。在1位端采用E级钢16型车钩、16型锻造钩尾框,2位端采用E级钢17型车钩、17型锻造钩尾框,采用HM-1型缓冲器,加厚型钩舌、合金钢钩尾销、含油尼龙钩尾框托板磨耗板及防跳插销。车辆采用两辆车一组,车组内车辆间采用RFC型牵引杆连接。
在钩缓间工艺流水线及工装设备配置中,配置牵引杆拆装专用设备,16、17型车钩钩体分解组装机,HM-1型缓冲器检修线及压装机[16],16、17型锻造钩尾框检修线,16、17型车钩检修线(夹持装置适应各型车钩)等工装设备,以适应C96新型车钩缓装置的检修需求,并兼顾其他车型的检修。
4.7 制动室工装设备配置适应说明
C96型车采用的风制动装置主要由120-1型空气控制阀、KZW-A型空重车自动调整装置、储风缸、TZD-Ⅱ型脱轨自动制动装置、组合式集尘器、球芯直端塞门、不锈钢制动管系及不锈钢法兰接头等组成。在制动室内检修流水线工艺布局中设置微控120阀试验台、微控空重车试验台、微控多阀试验台等工装设备,以适应C96新型车制动装置的检修需求,并兼顾其他车型的检修。
5 结语
在日照南站新建货车车辆段,作为山西中南部铁路通道的唯一车辆检修基地,可解决本线运营车辆的运用、检修。通过对C96型30t轴重车辆检修工艺适应性研究,并在各检修车间工艺布局、工位设置、工装设备配置中充分考虑,可满足本线主要车型C96车检修需要,同时可满足其他通用车型 C64、C70、C80车检修的需要。2017年7月,车辆段竣工投产,检修能力可达39辆/d,达到了设计能力,提高了货车车辆的检修质量,并有力保障了济南局及晋豫鲁铁路通道的行车运输安全。
猜你喜欢
机电产品开发与创新(2022年6期)2022-12-20 07:06:56
铁道机车车辆(2022年1期)2022-03-24 07:02:56
装备制造技术(2021年5期)2021-08-14 01:45:04
哈尔滨铁道科技(2020年4期)2020-07-22 02:22:28
科技创新导报(2016年28期)2017-03-14 19:51:12
新民周刊(2015年19期)2015-09-10 07:22:44
中国铁道科学(2015年2期)2015-06-26 08:34:40
现代装饰·理论(2015年5期)2015-05-30 09:58:02
中国高新技术企业(2015年17期)2015-05-18 14:08:50
铁道机车车辆(2014年4期)2014-03-23 08:54:32