
变速箱摩擦片断裂原因分析及改善措施
2018-07-25 08:18:18李若国张庆武董道智
金属加工(热加工) 2018年7期
■ 李若国,张庆武,董道智

扫码了解更多
推土机主要在湿地、沙漠、矿山、大坝等野外工作,工况恶劣,具有负荷大、冲击强、持续工作时间长等特点。目前,推土机大多采用行星式动力换档变速箱,具有传递转矩大、传动比高、结构紧凑、输入和输出能实现同轴等优点。
摩擦片是离合器的关键零件,不仅要求摩擦复合材料黏结强度高、耐磨性好,而且要求芯板韧性好、耐冲击强。为此,摩擦片工艺过程复杂,芯板需要进行调质、淬火等热处理工序,技术要求高。
本文以摩擦片早期断裂故障为案例,通过对故障件失效形式、断口特征等方面的检查与分析,借助光谱元素测量仪、蔡司显微镜、显微硬度计等仪器,对故障件的化学成分、断口的微观特征、金相组织、硬度及硬化层等方面的检测,最终找到断裂的原因,然后通过芯板淬火工艺优化及对热处理过程的质量管控,排除该故障。
1. 故障信息
(1)工况信息 某型号推土机在内蒙古施工,主要用于太阳能热风发电站的基建工作,推平沙丘和沟壑,平均每天工作时间约14h。该车在工作1600h左右时,变速箱内部出现异响,服务人员检查发现变速箱内部摩擦片断裂。
(2)失效形式 故障件的断裂状态如图1所示,裂纹从摩擦片的花键根部呈放射状延至外沿,出现贯通性整体断裂,裂开的两部分断口吻合,无碎片、颗粒等脱落。从铜基摩擦材料的状态看,润滑油槽清晰,无明显的磨损、脱落、烧结等异常状态,由此判定,摩擦片断裂不是由于超负荷传递转矩造成的。

图1 摩擦片断裂形式
图2 是断口的宏观状态,断口齐平,呈直线状态,并且无塑性变形,断面处的摩擦材料完好,无损失、脱落等状态。由此判定芯板断裂为脆性断裂。
由摩擦片的另一处故障点图3可看出,微裂纹起源于摩擦片的花键根部,工作时摩擦片不断地结合、分离,在旋转扭矩和交变应力的作用下,裂纹逐步增大并逐渐向外延伸,直至出现整体性断裂。

图2 断口宏观状态

图3 摩擦片裂纹源
2. 故障原因查找与分析
(1)材质化验 摩擦片芯板的材质是45钢,整体调质后,对花键的表面进行高频感应淬火。将摩擦材料在平面磨床上去除后,取试样如图4所示,依据国标《碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法》(GB/T4336—2016)对芯板材质进行化验,结果如表1所示。
由表1可知:齿轮的化学成分C、Si、Mn、Cr等含量符合标准。由此推断,原材料合格,不是造成摩擦片早期断裂的主要因素。
(2)芯板硬度检验 将故障件在电火花切割机上取样,如图5所示。在温度20℃、湿度50%的条件下,根据国标《钢件渗碳淬火回火金相检验》(GB/T25744—2016)对硬度、淬硬层深度进行检查。花键的齿部硬度要求≥40HRC,实测54.8HRC,硬度合格。

图4 摩擦片芯板材质化验取样
用4%硝酸酒精溶液腐蚀试样,花键淬硬层要求4.5~9.0mm,实测6.0mm,淬硬层深度合格;齿根部淬硬层深度要求0.7~2.5mm,实测值为0.9mm。由此判定,花键的硬度和淬硬层深度等符合图样要求,不是造成摩擦片早期断裂的主要因素。
(3)非金属夹杂物检验 在4XC金相显微镜下检测非金属夹杂物的含量,如图6所示,依据《钢中非金属夹杂物含量的测定 标准评级图显微检验法》(GB/T 10561—2005),芯板中非金属夹杂物的含量如表2所示。从结果可看出,原材料中硫化物、氧化铝等非金属夹杂物含量符合技术要求,不是发生脆性断裂的主要原因。

图5 摩擦片硬度及硬化层检查样块
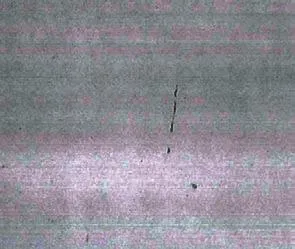
图6 非金属夹杂物(100×)

表1 芯板化学成分(质量分数) (%)
(4)脱碳层深度检验 利用光学显微镜,观察故障件花键齿的脱碳层深度,如图7所示。采用测试5点计算平均值法,单侧脱碳层的深度为0.03~0.07mm,在技术要求≤0.1mm的范围内,没有严重的脱碳特征。
(5)原因分析 依据《金属显微组织检验方法》(GB/T13298—2015)对试样进行检验,微观组织形态如图8所示,花键的金相组织为回火马氏体,晶粒度8级,金相组织粗大,晶界变黑,有严重的沿晶裂纹,并且有过热的特征,摩擦片早期断裂是脆性过大引起的芯板脆性断裂。
通过故障件的生产批次号,对摩擦片的淬火工序进行追溯。作业基准书中,淬火温度要求845℃。根据操作者记录,在对加热炉进行设备检点时发现,温度显示仪表出现故障,仪表温度显示为设定温度845℃,而通过校核实际温度已达到950℃,远高于Ac3温度,造成芯板过热,从而引起奥氏体晶粒粗化。粗大的奥氏体晶粒存在,导致芯板的强度和韧性降低,力学性能下降,脆性转变温度升高,在淬火时,由于芯板为薄片形状,花键根部应力集中,增加了淬火时裂纹的倾向,导致在花键根部出现微观裂纹。工作过程中承受交变应力和冲击力,经过一定时间后,造成摩擦片芯板的早期断裂。
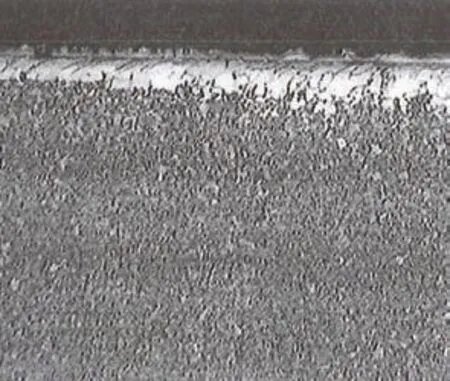
图7 脱碳层深度(100×)

表2 非金属夹杂物检测
3. 工艺改善及预防措施
(1)工艺改善 对库存的同批次淬火的芯板取样抽检,金相组织存在相同特征,为了避免装机后出现早期断裂的隐患,对同批次淬火处理的件进行标识、隔离。为了最大限度地降低生产成本,我们进行了反复试验,在不同的温度下,将摩擦片芯板进行退火、正火或高温回火,使粗大晶粒重新奥氏体化,晶粒得到细化。随后,再对芯板加热至Ac3以上30~50℃进行淬火,经检验,淬火后金相组织马氏体细小均匀,晶粒度为马氏体4级,表面硬度56HRC,心部硬度37HRC,达到图样技术要求。通过样件试装及市场验证,工艺改善后,摩擦片的强度、韧性等力学性能提升,外部市场上再未出现芯板断裂故障。
(2)预防措施 热处理工序是摩擦片生产过程中的关键和重要工序,同时它具有批量大的特点。为了最大限度地减少不合格品的出现,需要定期对设备进行检查,特别是温度显示仪、湿度仪表等仪表类部件。同时,对操纵人员的专业技能、人员变更、岗前培训等方面加强管理。另外,在热处理工序的工艺文件中将加热温度、保温时间、冷却方式等工艺参数进行完善和固化。
4. 结语
通过对摩擦片早期断裂故障的失效特征分析,并借助光谱元素测量仪、蔡司显微镜、显微硬度计等仪器,对化学成分、断口的微观特征、金相组织、硬度及硬化层等方面进行检测,确定花键的齿面金相组织晶粒粗大,存在过热特征,淬火时温度过高是造成故障的主要原因。
(1)在淬火工序中,因加热炉设备温度仪表失灵、传感器损坏等造成显示的参数与实际不符时,需要对该批工件进行金相组织、硬度等分析,对有异常特征如过烧特征、过热特征、欠热特征等应及时进行隔离,不能心存侥幸、盲目装机。针对不同的状况,通过反复试验如中间增加退火、正火或高温回火等进行改善和验证,达到技术要求后方能装机。
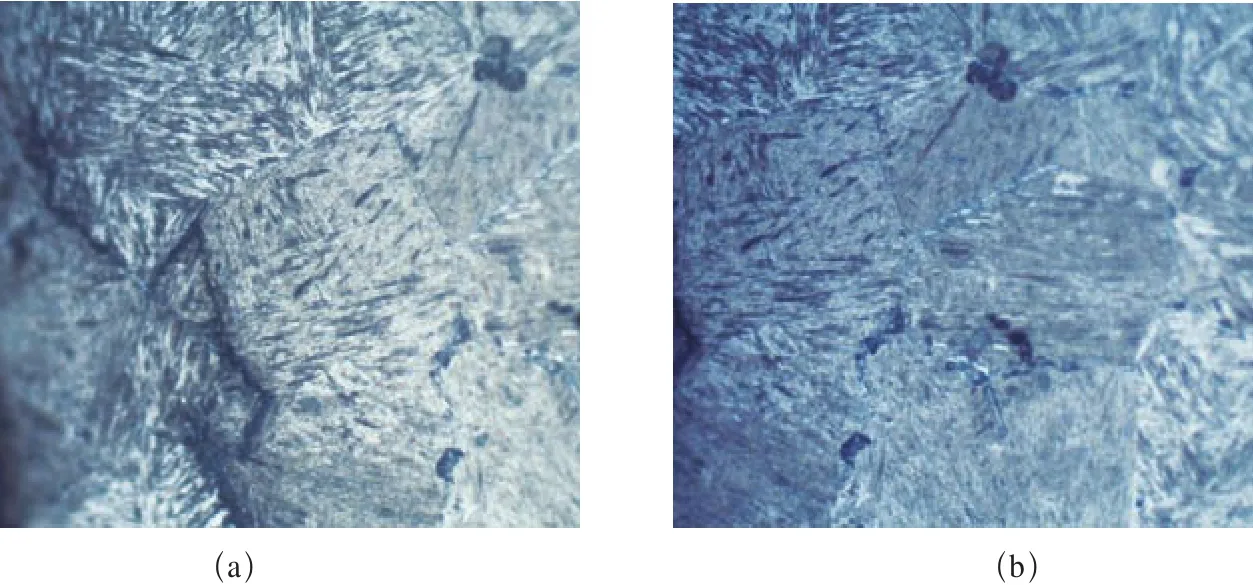
图8 齿部沿晶裂纹状态(500×)
(2)热处理工序是机械零件的关键工序,具有批量化的特点。因此,提前预防热处理缺陷对于提高产品质量、降低不合格率和降低生产成本尤为重要。从人、机、料、法、环等方面要定期检验,对加热炉的温度仪表、操纵者专业技能、人员变动、岗前培训等方面的管理和监控尤其重要。
猜你喜欢
工程力学(2023年8期)2023-08-16 06:03:12
印制电路信息(2022年11期)2022-11-30 03:40:50
装备制造技术(2021年4期)2021-08-05 07:39:22
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22 07:59:24
装备制造技术(2020年1期)2020-12-25 05:18:10
机械设计与制造(2020年6期)2020-06-20 03:36:12
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2018年11期)2018-11-23 01:08:02
汽车零部件(2017年2期)2017-04-07 06:41:52
汽车维护与修理(2016年1期)2016-11-27 09:36:38
