
基于六轴机器人的管道全位置焊接工艺研究
2018-06-23 06:12王克宽牛虎理张建护唐德渝王天琪
石油工程建设 2018年3期
王克宽 ,牛虎理 ,张建护 ,唐德渝 ,王天琪
1.中国石油集团工程技术研究有限公司,天津 300451
2.中国石油集团海洋工程重点实验室,天津 300451
3.天津工业大学,天津 300378
随着国内油气产业的快速发展,对油气管道的需求量也与日俱增,在管道工厂化预制过程中,能够适应各种管径及异形管道的高效焊接方法成为当前生产的迫切需求[1]。目前,专用的焊接设备和工装卡具一般能够适应至多两种型号管道的生产,在工厂化流水作业中,采用固定工位作业,能够提高焊接效率,但其灵活度不够,通用性较差,改变管道型号则需要更换设备,造成资源的浪费和成本提高,同时新安装设备的调试也占用了大量时间。
六轴机器人能够灵活规划焊接轨迹,定位精确,具有示教再现功能,可根据待焊工件的形态确定作业轨迹,焊接时不受工件状态变化的制约,但目前在工厂化预制中,六轴机器人主要用于结构型工件的点焊和短轨迹焊接,未形成管道预制焊接工艺。
本文根据管道工厂化预制的焊接工艺特点,在六轴机器人快速标定和参数轨迹规划的基础上,对机器人进行二次开发,提出机器人的摆焊方法和焊接措施,并进行焊接工艺试验研究,实现管道预制的高效可靠焊接。
1 摆焊参数
预制管道的焊缝具有一定的宽度,在使用六轴焊接机器人对其进行焊接时,由于焊缝宽度的影响,需要焊接机器人具有摆动焊接的功能,配合机器人末端执行器的摆动,满足宽焊缝摆焊的要求,同时由于管道全位置焊接的限制,需要焊枪不断调整位姿来满足焊接工艺的要求。
摆焊轨迹通常有锯齿型、V字型和三角形三种摆动模式[2],相关几何参数如图1所示。图中L表示摆焊摆动一个周期的长度,W表示摆动一个周期的宽度,L1表示摆动到左边时的停顿长度,L2表示摆动到中心点时的停顿长度,L3表示摆动到右边时的停顿长度。
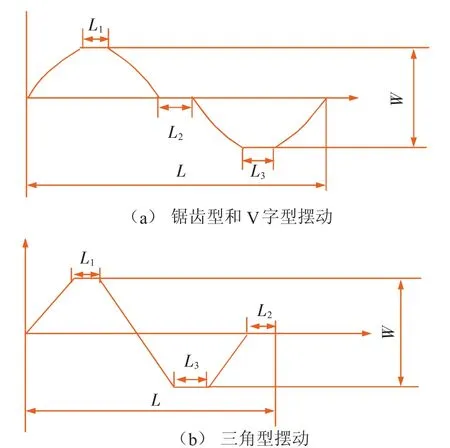
图1 摆焊的相关几何参数
2 轨迹规划
2.1 全位置焊接区段参数规划
在管道全位置自动焊系统中,要完成焊接工艺参数在不同行走位置的设置,理想的方法是将整个焊道的圆周分成4个大段,每个大段再细分成3个小段,见图2。由工艺人员输入4个大段的典型焊接工艺参数,然后利用插补运算计算出每一个小段的焊接参数,对于小段间的过渡,利用插值算法进行各点速度的平滑过渡,从而分别对不同的焊接参数进行实时计算和更新[3]。
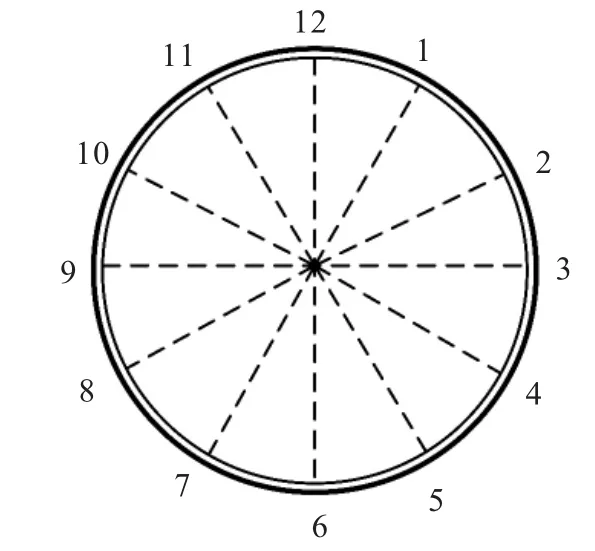
图2 焊接区段划分
在全位置焊接过程中,实际的控制参数并不是按等分区段均匀变化的,故按区段等分方式划分焊接参数具有一定的局限性,不能满足高速、高精度的焊接要求。因此采用三次插值算法解决全位置焊接过程中工艺参数平滑过渡问题。在焊接之前,首先通过试验得到12~6点钟的各个典型位置处焊接速度、焊接电流、电压、摆宽和摆速等,然后采用三次插值算法计算出每一小段上的焊接参数变化规则多项式,由于焊接参数的变化是连续的,在各个小段之间的过渡过程中,其二阶导数连续,故利用三次曲线,组合成一个光滑曲线以实现各区段参数的平滑过渡[4]。
2.2 轨迹拟合插值算法设计
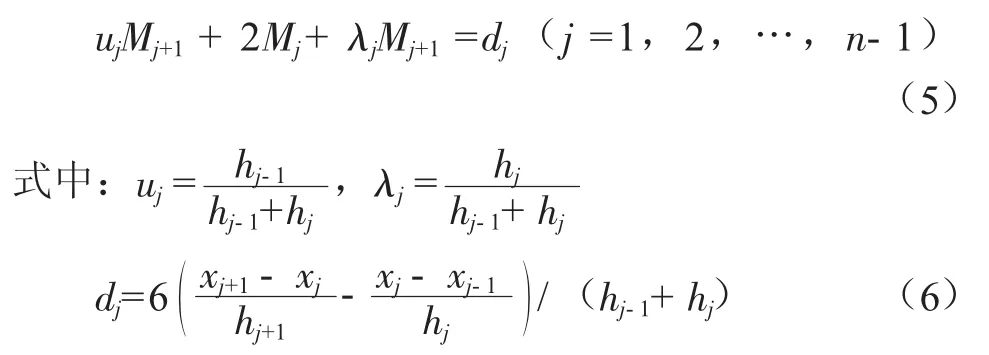
由于焊接速度的控制在整个焊接过程中尤为重要,所以我们以焊接速度参数为例,设x为空间位置上的任意一点,取s(x)为行走速度在整个空间位置上的参数插值函数,则有:

si(x)为一个空间位置对应的子片段上的B样条表达式。其中si(x)是第i个样条片断,而P是行走速度参数典型点的控制点集,i和k是行走速度局部典型参数控制点索引,b(x)为3次多项式。控制点的集合会是Pi={wixi,wiyi,wizi,wi}的集合,其中wi是比重,当它增加时,插值曲线会被拉向控制点Pi,在减小时则把插值曲线远离该点[5-6]。空间片段的整个集合m-2条曲线(s3,s4,…,sm)由m+1个控制点 (P0,P1,m≥3) 定义,由于s(x) 在[xj,xj+1]上为3次多项式,故s″(x) 在[xj,xj+1]上是一线性函数。
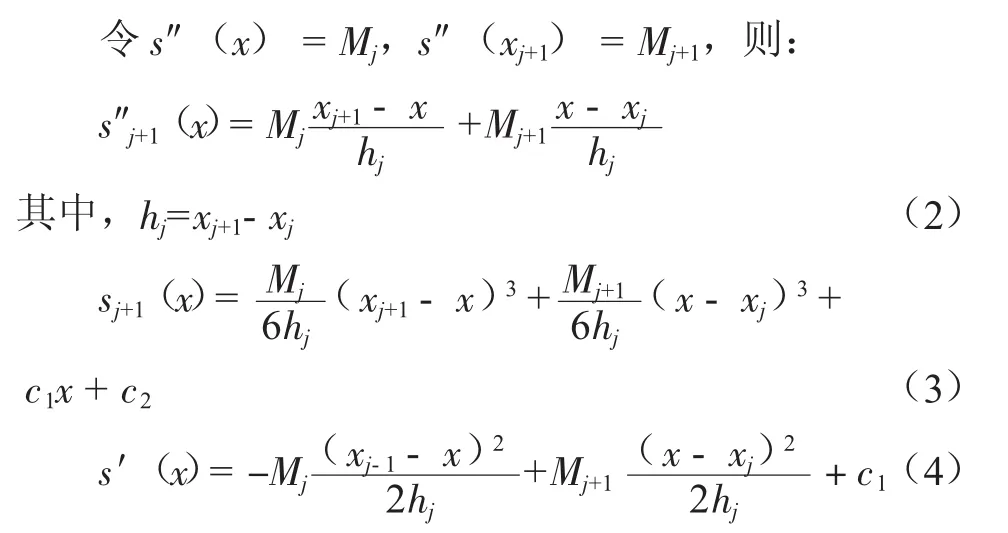
式中:c1,c2为常数。
由s(′x0)=f0′,s(′xn)=f′n得2M0+M1=d0,Mn-1+2Mn=dn
共有n-1个方程和n-1个未知数。将上式写成矩阵形式为:
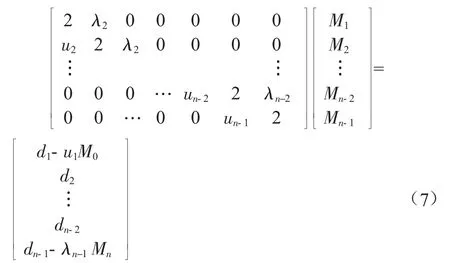
该方程组所对应的系数矩阵是严格对角占优的,可用追赶法进行求解,可得:
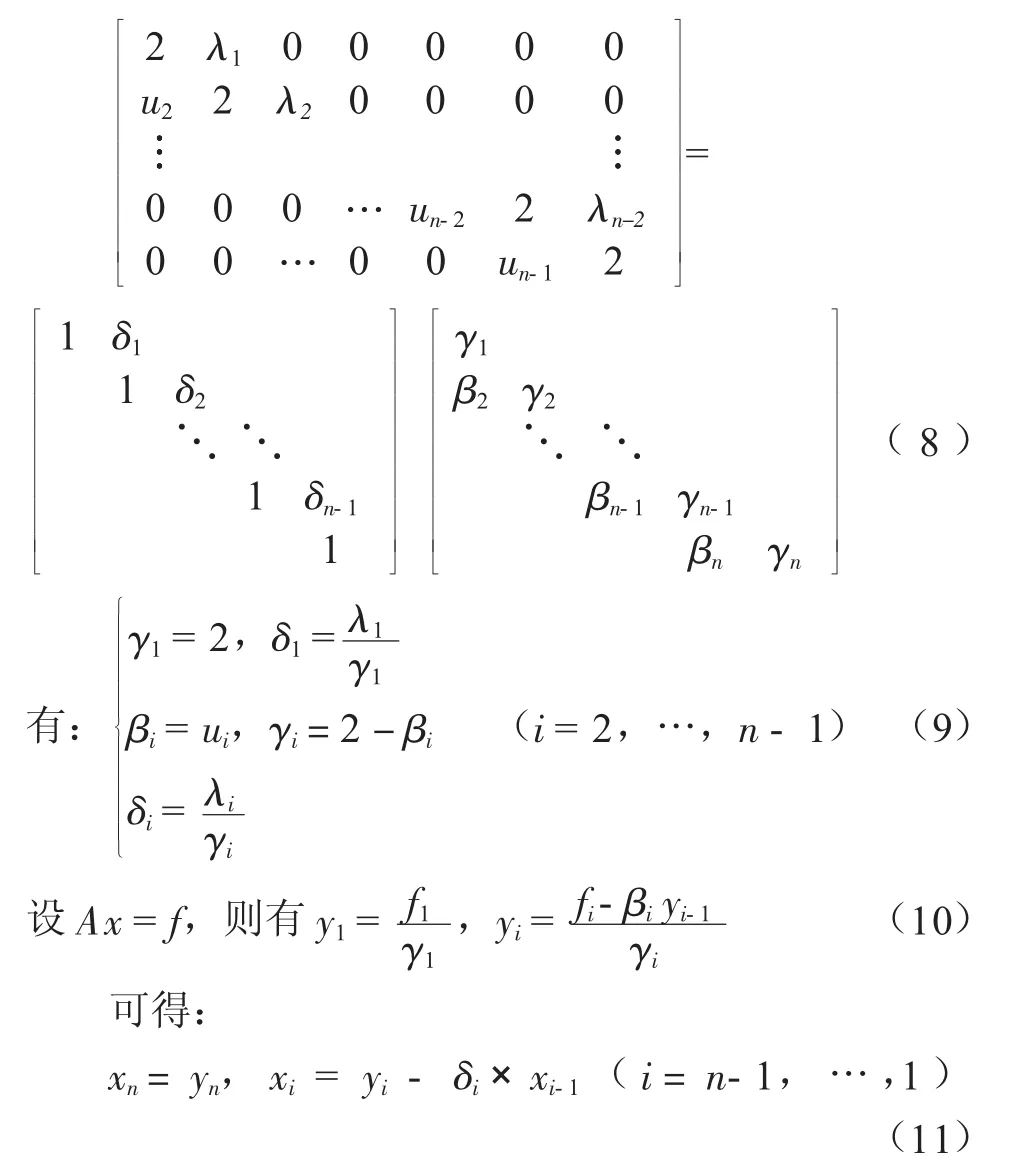
在求得Mi后,代入si(x)的代数式,便可解得焊接行走速度在各个片段上的插值多项式。同理也可求得焊接电压、电流等焊接控制参数相应的规则函数式。
3 试验
3.1 试验系统
采用的摆焊试验系统示意图如图3所示,电焊机采用的是福尼斯的CMT4000R型焊机,机器人采用的是ABB的IRB2600型六自由度工业机器人。电焊机与机器人通过DeviceNet进行通讯,DeviceNet是一个基于CAN的开放系统,可直接连接执行器和传感器。
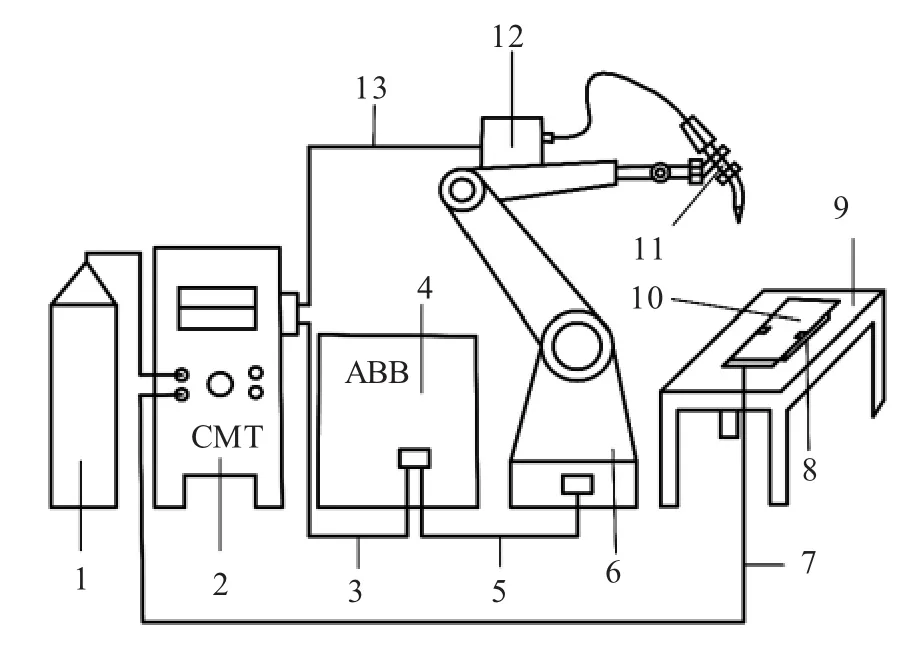
图3 焊接试验系统
3.2 试验方案
试验管段为D 610 mm×20 mm,材质为EH36,长度为200 mm,试验管段开小角度U型坡口,其坡口角度、钝边及组对间隙如图4所示。采取全位置下向焊的方式,完成半边焊接之后,回到起焊位置反方向施焊另半边,采取多层单道的方式,如图5所示。采用富氩混合气体保护,气体配比为80%Ar+20%CO2,流量为15~20 L/min。
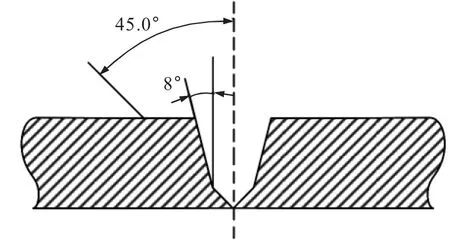
图4 坡口形式
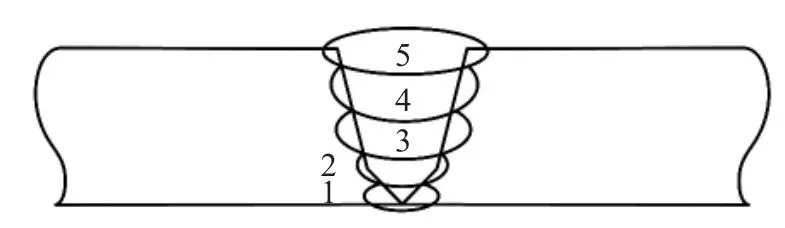
图5 焊接方式
3.3 焊枪标定
机器人进行实际焊接前,首先要将焊枪坐标信息输送到机器人控制系统中,才能准确地控制焊枪的运动,机器人工具坐标系的准确度直接影响焊接的轨迹精度,机器人的标定就是确定工具坐标系相对于末端连杆坐标系的位置和姿态的变换关系[7]。试验中采用六点示教标定法对焊枪进行标定,在工作台上竖直放置一端带有尖点的标定杆,如图6所示,手动操纵机器人,分别用四种不同的姿态使焊枪靠上标定杆的顶点并在示教器中记录下每个姿态的信息,然后操纵焊枪以姿态4的形式从固定点沿标定杆的+x方向移动一段距离到达姿态5,如图7所示,用示教器记录下姿态5的位置信息,然后操纵机器人先回到姿态4,使得焊枪垂直靠上标定杆的位置,再从固定点沿标定杆的+z方向移动一段距离到达姿态6,记录此时的位置,焊枪的信息会记录在机器人控制柜中,然后在机器人示教器中设置焊枪的重心以及质量,此时标定即可完成。在焊接过程中,机器人根据标定的坐标系实时进行焊枪姿态的调整,以保证焊接控制的准确性。
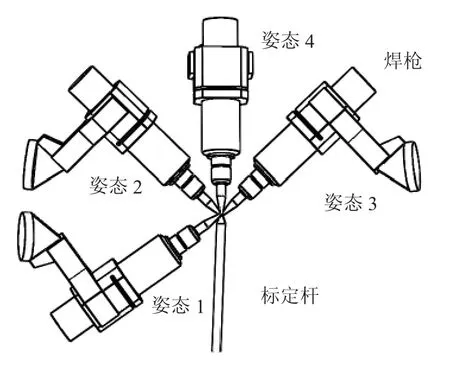
图6 六点标定法标定过程示意
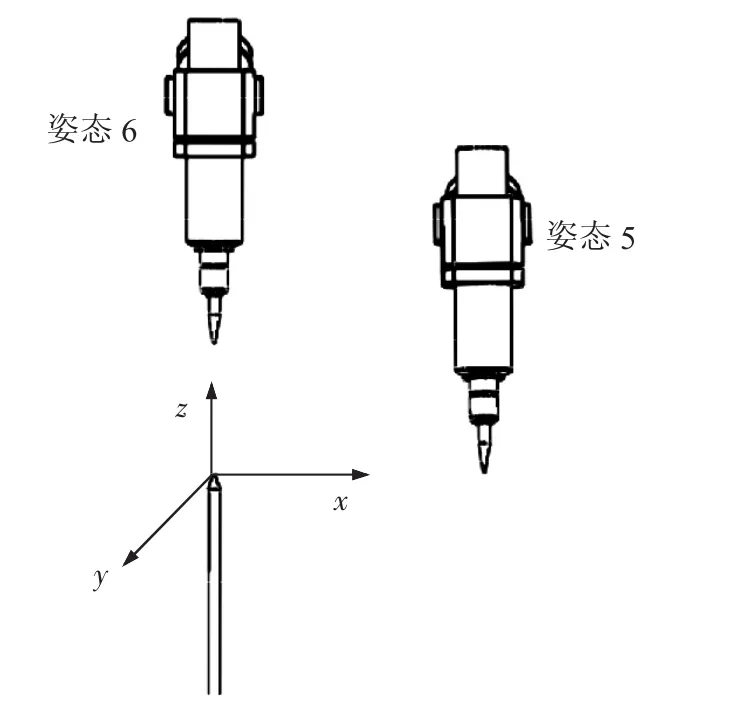
图7 焊枪姿态
4 工艺试验及结果
4.1 焊接工艺参数
焊丝选用牌号为ER50-6的G3Si1焊丝,焊丝直径为1.0 mm,对U型坡口进行打底焊、热焊、填充焊以及盖面焊,其焊接参数如表1所示。在焊接时利用机器人的重定位功能进行焊枪姿态的调整,避免发生碰撞[8]。

表1焊接参数
4.2 试验结果
利用上述参数对管道进行了焊接,焊接完的焊道外观如图8~9所示。

图8 填充焊

图9 盖面焊
在焊接过程中,机器人运行正常、平稳,调控精确,摆动到位,电弧燃烧稳定、到位,焊缝波纹均匀,每层的焊缝厚度为3~5 mm,满足焊接工艺要求。
5 结论
(1)开发六轴机器人摆动焊接功能,对管道全位置焊缝进行了填充焊接试验,实现了通用六轴焊接机器人对此类管道的焊接。
(2)六点示教标定法可快速准确进行机器人工具坐标系的标定,此方法具有较好的通用性,可延伸为六轴机器人其他作业标定。
(3)六轴机器人可根据待焊工件状态规划作业轨迹和作业参数,通用性好,可实现低成本高效作业。
[1]何实,储继君,齐万利.中国焊接材料的发展现状与未来趋势[J].焊接,2015(12):1-5.
[2]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2010.
[3]徐望辉,董春林,杨春利,等.高强钢摆动电弧窄间隙GMAW组织与性能研究[J].焊接,2016(7):32-36.
[4]徐望辉,范成磊,林三宝,等.摆动电弧窄间隙焊接工艺参数对焊缝成形的影响[J].焊接,2015(2):13-17.
[5]王军,王剑,付奥,等.基于机器人的焊接快速成形技术[J].焊接,2014(10):15-19.
[6]XU YL,LVN,ZHONG J Y.Research on the real-time tracking information of three-dimension welding seam in robotic GTAW process based on composite sensor technology[J].Journalof Intelligent and Robotic System,2012,68:89-103.
[7]宋天虎,刘永华,陈树君.关于机器人焊接技术的研发与应用之探讨[J].焊接,2016(8):1-10.
[8]王敏,谷侃锋,魏强,等.激光-TIG复合热源焊接钛合金T形结构焊缝成形特点及影响因素分析[J].焊接学报,2010(12):105-108.
猜你喜欢
现代农机(2022年3期)2022-07-11
汽车维修与保养(2020年11期)2020-06-09
组合机床与自动化加工技术(2019年11期)2019-11-27
西南石油大学学报(自然科学版)(2019年1期)2019-01-28
中国惯性技术学报(2017年1期)2017-06-09
光学精密工程(2016年3期)2016-11-07
电测与仪表(2016年10期)2016-04-12
电测与仪表(2016年14期)2016-04-11
焊接(2016年6期)2016-02-27
制造技术与机床(2015年8期)2015-04-24
