
SVC无功检测
2018-06-22 08:30李佳鑫刘红兵
电气传动自动化 2018年2期
李佳鑫,刘红兵,王 霄
(太原科技大学电子信息工程学院,山西太原030024)
1 引言
电力系统中,不但有功功率要平衡,无功功率也要平衡。有功功率、无功功率、视在功率之间的相量关系如图一。由式cosφ=P/S可知,在一定的有功功率下,功率因数cosφ越小,所需的无功功率越大。为满足用电的要求,供电线路和变压器的容量就需要增加。这样,不仅要增加供电投资、降低设备利用率,也将增加线路损耗。为了提高电网的经济运行效率,根据电网中的无功类型,人为的补偿容性无功或感性无功来抵消电网的无功功率。
图1 功率三角形
无功补偿有三种方式,分别为提高自然功率因数、人工补偿法、动态无功功率补偿法。按照调节速度和性质,无功补偿分为动态无功补偿和静态无功补偿,按照工作电压等级分为低压无功补偿和高压无功补偿。
当电网的负荷呈感性时,如电动机,电焊机等负载,这时电网的电流滞后电压一个角度,当负荷呈容性时,如过补偿状态,这时电网的电流超前电压一个角度,功率因数超前或滞后是指电压与电流的相位关系。通过补偿装置的控制器检测供电系统的物理量,来决定电容器的投切,这个物理量可以是功率因数、无功电流或无功功率。就功率因数来说,当 cosφ>0.98 且超前或者 cosφ>0.95 且滞后,在这个范围内,此时控制器没有控制信号发出,这时已投入的电容器组不退出,没投入的电容器组也不投入。当检测到cosφ不满足要求时,如cosφ<0.95且滞后,那么将一组电容器投入,并继续检测cosφ,如不满足要求,控制器则延时一段时间(延时时间可整定)再投入一组电容器,直到全部投入为止。当检测到 cosφ<0.98且超前,即呈容性载荷时,那么控制器就逐一切除电容器组。要遵循的原则就是:先投入的那组电容器组在切除时就要先切除。
无功补偿器件的准确投切对系统的稳定运行至关重要,所以,下面介绍无功检测的方法。
2 无功检测的方法
2.1 替代法
主要使用于无功功率变送器中,用于测量三相平衡电路的无功功率,当三相电路严格平衡对称时,此方法不存在原理性误差。在不对称和存在多次谐波的情况下,此方法不适用。
2.2 电子移相测量法(简称模拟移相法)
电子移相法多用于比较高级的综合仪器中(多用数字表),根据三角公式变换,余弦函数的相角减去90°以后可以直接变为正弦函数,从而把无功测量转化为有功测量,也就是转化为求两个相量的内积

这在电子线路设计上已经比较方便,在理想状态下电子移相不存在原理性误差。但在工程上电容与电阻是实际器件,其值及相应的效应与理想值差距很大,故使用模拟移相的效果在工程上并不理想。
2.3 数字移相测量法(简称数字移相法)
数字移相法的基本思想是在全周期内对三相电压、三相电流均采样24点至64点(因生产厂家所生产的设备不同而异)然后用电压采样值乘以滞后90°点的电流采样值,做积分计算从而得到全周波内的平均无功功率

式中:j—代表第j个采样点
N—代表一个周期的采样点数,N/4代表1/4 个周期
从原理上讲,不存在理论误差。该方法的问题主要在于数字移相的适用性。当被测量是单纯的三相正弦信号,可以通过控制采样点数及其均匀的程度来实现精密的数字移相。但是如果被测信号不是严格的正弦波,有谐波分量,则数字移相就要出现误差,原因在于数字移相是按基波算的,对于三次谐波而言,则相当于移了270°,对于五次谐波而言,相当于移相90°。所以此时的无功功率测量存在着各次谐波造成的误差。
2.4 傅里叶分析测量法(简称傅氏测量法)
傅氏测量法的原理是基于数学上的傅里叶变换。其基本思想是对被测回路的电压信号、电流信号按周期均匀采样,然后用一组正交三角函数(正弦量或余弦量)对采样值进行正交分解,使用各分解值计算线路的无功功率。设下标R代表实部,L代表虚部,则其算法可以表达如下:
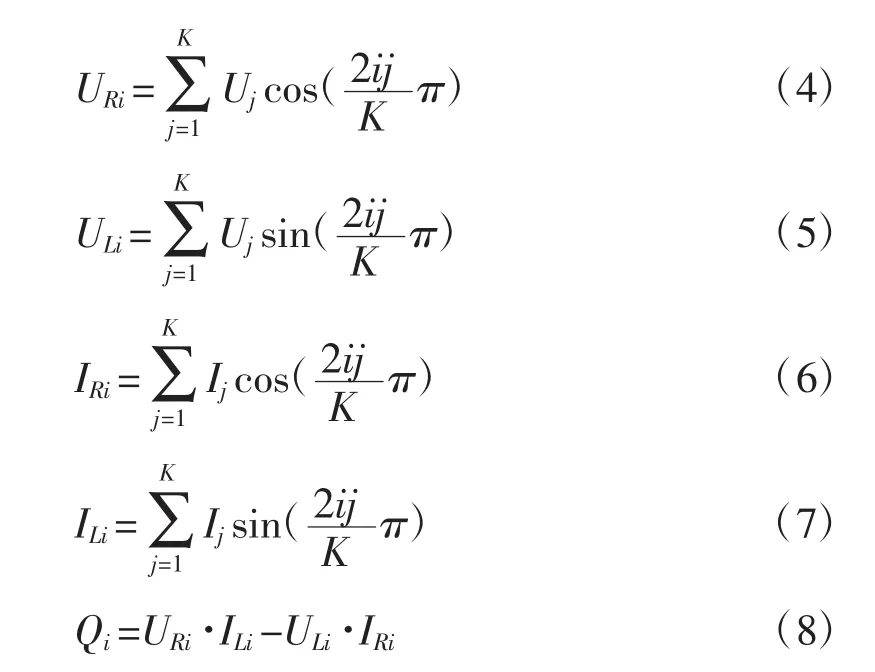
其中 i,j,K 都是正整数,i代表谐波次数,K 代表全周波的采样点数,j代表第j个采样点,Qi表示第i次谐波的无功功率,而全波形的无功功率由式(9)计算。

傅氏算法是当前所有无功功率测量法中最为精确的算法,理论上不存在测量误差。其缺点在于计算量大(每一条三相线路测量电压、电流、有功功率、无功功率等全参数,若计及13次谐波并使用12MHz准16位单片机,32点计算约需120ms左右)。同时该算法对采样间隔的均匀度以及频率的稳定性都具有较高的灵敏度。
2.5 算法仿真
仿真中的核心程序是傅里叶变换和有功、无功功率计算程序。它将采集的数据进行傅里叶变换后,在频域内将直接得到有功和无功功率。同时,在频域内直接计算各次谐波的电压。只要在仿真设置窗口改变仿真时间和步长即可实现采样点数的变化。
基于傅里叶算法的无功功率检测方法的仿真原理图如图2所示,3个输入分别为电压幅值、电压和电流相角差和电流幅值,子系统Sub CowYW计算系统有功和无功功率,其内部连接如图3所示,从显示器上可以看出计算得来的有功和无功功率,wgg1和ygg1分别为保存到工作空间的真实有功和无功功率,目的是为了计算相对误差。
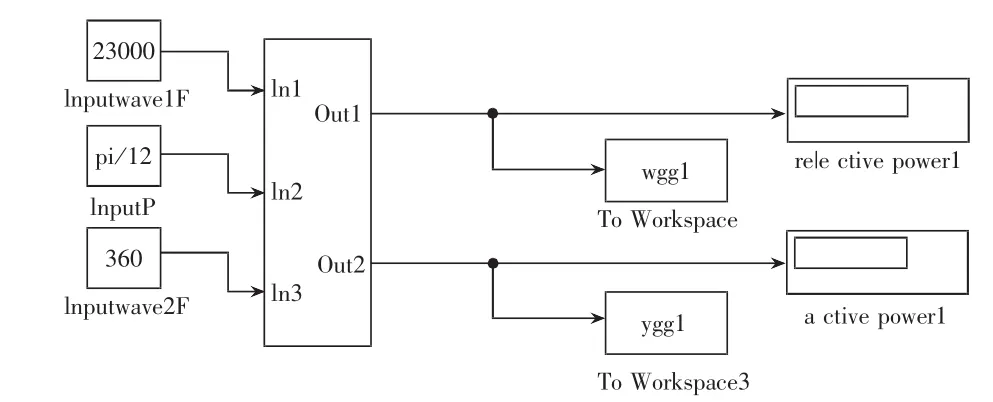
图2 基于傅里叶算法的无功功率仿真图
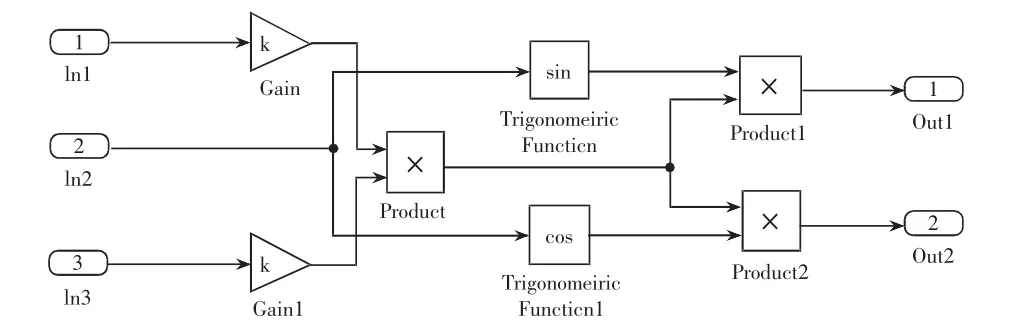
图3 有功和无功功率计算子系统Sub CowYW
运行程序,得到经傅里叶变换后计算得有功和无功功率以及相对误差,其结果如表1所示。可见检测结果的相对误差很小,接近于零。
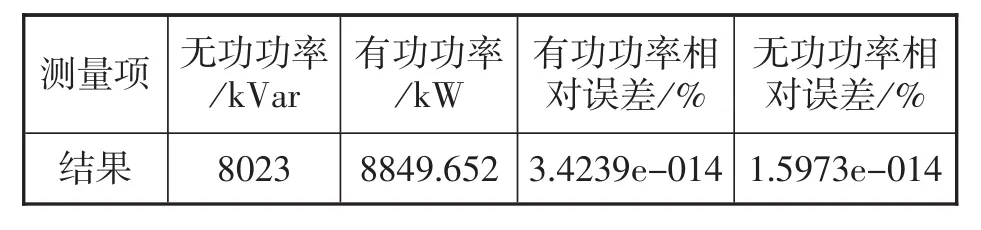
表1 检测结果
从以上得到的数据可以看出,应用此种算法求出的有功和无功功率是正确的。
3 无功检测方案的实施
3.1 电弧炉的工作环境
本文以40吨交流电弧炉为研究背景,此电弧炉的容量为22MVA,电弧炉采用T-T系统接线方法,系统接线方法如图4所示。
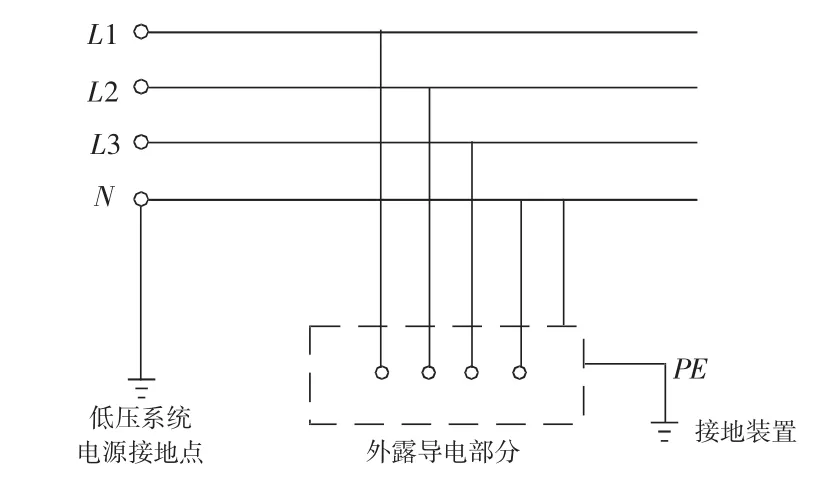
图4 T-T系统接线方法
T-T系统的主要优点是:
(1)能抑制高压线与低压线搭连或配变高低压绕组绝缘击穿时低压电网出现的过电压;
(2)对低压电网的雷击过电压有一定的泄露能力;
(3)由于单相接地时接地电流比较大,可使保护装置(漏电保护器)可靠动作,及时切除故障;
(4)与低压电器外壳不接地相比,在电器发生碰壳事故时,可降低外壳的对地电压,因而可减轻人身触电危害程度。
T-T系统接线方式是专门为大负载电流设计的一种特殊的接线方式,而电弧炉就是这种接线方式的典型应用。
3.2 针对于电弧炉的无功检测方法
采用电压传感器和电流传感器分别对电压、电流信号进行检测测量,电压信号通过过零检测和比较,得到电压的相位信息,再经过分析计算得到电压的有效值。电流信号由电流传感器进行检测,通过过零检测和比较,得到电流相位信息,再经过分析计算得到电流的有效值。为了减少误差,采用多次采集,并按式
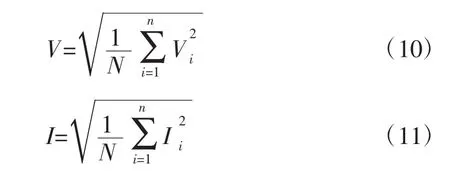
进行计算得出电压值和电流值。采用功率表检测得到电弧炉有功功率。
3.3 电弧炉无功功率物理量的计算
电弧炉炼钢一般是以废钢作为固体炉料,所以在炼钢过程中,首先是对废钢进行加热和融化,然后在炉内进行精炼,结合上述特点,现代电弧炉炼钢过程可分为熔化期和精炼期两个阶段。电弧弧长的快速随机变化,会引起熔化期电流波形及大小快速变化,在这种随机变化电流的作用下,电弧炉在生产过程中会对供电系统产生剧烈的无功、有功冲击,引起公共连接点上电压的快速变动,形成对电网的剧烈扰动,造成电网电压波动和闪变。在熔化末期,电弧电流、电网电压波动和闪变相对前期平稳了许多,在精炼期,对供电网络电能质量的影响程度轻微了许多,甚至可以忽略。
为了实测值的准确,分别将熔化期和精炼期内各次测量结果的算数平均值作为现场实测值,且在计算时仅考虑基波分量,电弧炉变压器为理想变压器,忽略励磁回路的影响。
根据公式(14)可得功率因数

依据采集计算得到的电压、电流以及有功功率的有效值,再根据式13计算得出功率因素。
3.4 功率因数的计算
在熔化期各物理量的值如表1(以a相为例)所示,计算如下:
由电压互感器得到a相电压再进行傅里叶变换得有效值 Ua=33.253kV,P=8849.652kW,电流互感器得到a相电流进行傅里叶变换得到Ia=360.123A,根据公式 14 得 cosφ=0.739 。
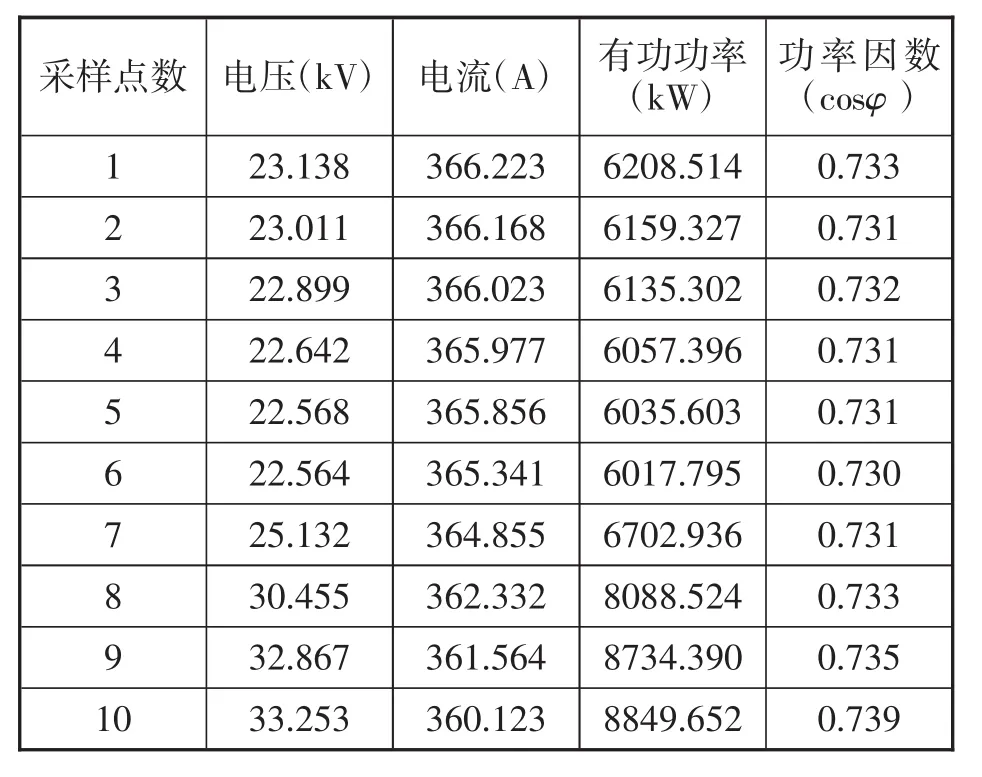
表1 电弧炉熔化期各物理量的值
由上表可知,电弧炉在熔化期正常运行时的功率因数为 0.73。
在精炼期各物理量的值如表2(以a相为例)所示,
由电压互感器得到a相电压再进行傅里叶变换得有效值 Ua=34.012kV,P=10280.347kW,电流互感器得到a相电流进行傅里叶变换得到Ia=360.258A,根据公式 14 得 cosφ=0.839。
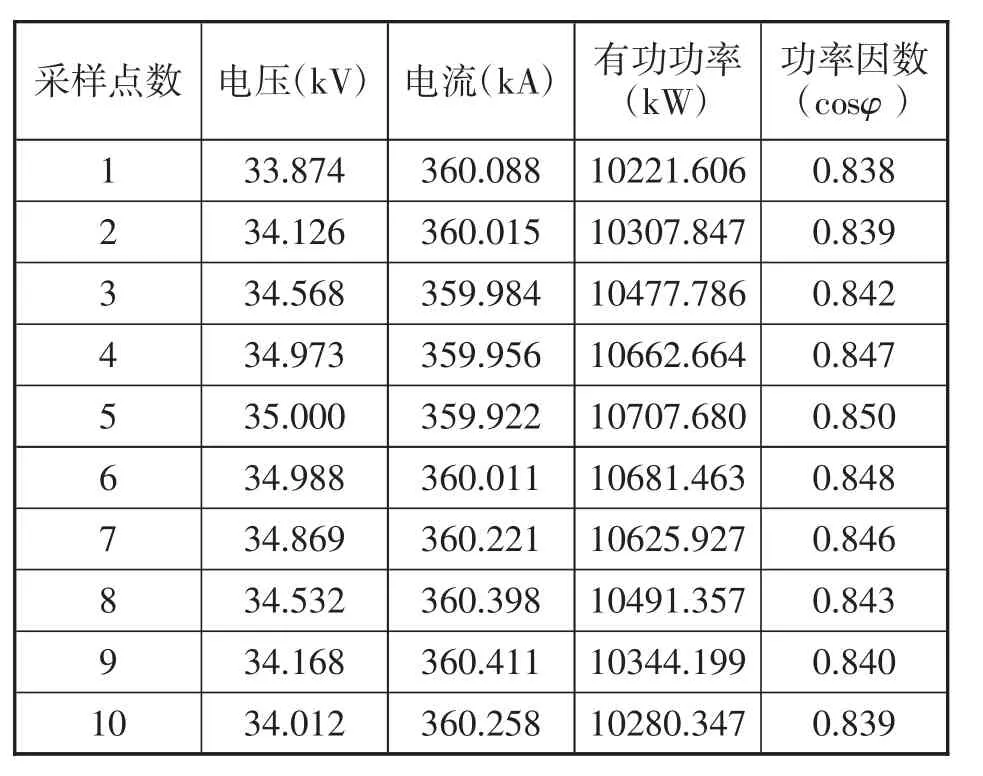
表2 电弧炉精炼期各物理量的值
由上表可知,电弧炉在精炼期正常运行时的功率因数为 0.85。
3.5 电弧炉无功出现的特征
电弧炉在熔化期内常采用大电流长弧进行操作,由表1可知,随着电流的变化,有功功率存在一个峰值,在功率因数达到0.73时,有功功率达到最小值,与此同时,无功功率达到最大值。在冶炼后期如精炼期内采用短电弧的操作方式,在功率因数达到0.85时,有功功率达到最大,无功功率输出最小。以补偿后的功率因数0.95作为目标,投入或者切除补偿电容器,由于电弧炉是感性负载,只需要补偿容性功率,补偿到目标功率因数就烛台切除电容器,避免过补偿。
4 结束语
针对电弧炉负载所处的不同时期,利用电压互感器、电流互感器采集不同时期电弧炉的电压、电流,进而计算出有效值,根据负载变化进行功率因数补偿,使功率因数达到0.95。这种方法比较简单,且仅仅考虑了电弧炉的基波分量,根据大量的数据可以得出投切电容器的条件。
猜你喜欢
山东冶金(2022年2期)2022-08-08
沈阳工程学院学报(自然科学版)(2020年4期)2020-11-11
数学物理学报(2019年2期)2019-05-10
测控技术(2018年7期)2018-12-09
测控技术(2018年9期)2018-11-25
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
兰台世界(2017年14期)2017-08-11
电子制作(2016年1期)2016-11-07
通信电源技术(2016年5期)2016-03-22
