大型电动机幅板轴焊接工艺的改进
2018-06-12 09:49马超飞
信息记录材料 2018年7期
马超飞
(沈阳远大环境工程有限公司 辽宁 沈阳 110000)
1 幅板轴概述
幅板轴的材质选择上也是有要求的,需要材料满足设计要求,需要有较高的强度和韧性,同时需要在高温下有高的蠕变强度与持久强度,35CrMoA这种材料就可以满足这些,它还可以满足焊接性能,对于那些在车辆和汽轮发动机上使用的幅板轴,作为主轴或者转子它还能承受高负荷和高载荷。
采用异步电动机采用幅板轴焊接结构选用35CrMoA。大件焊接时质量不容易控制,相比较35CrMoA轴焊接性较差,幅板焊接性好,在焊接的时候对焊件的拘束度大,在时间焊接的时候就会产生应力集中。在对材料进行焊接时候,焊接的工艺和焊接方法选择不正确,就会使焊接的部位出现裂纹焊缝等,还会产生残余变形,无法保证零件精度。
幅板轴焊接质量要求高,焊缝金属熔敷量大,承受交变载荷,所所以选定气体保护焊和埋弧焊。
2 材质的焊接性分析
对焊接材料进行材质的焊接分析,通过分析焊接性能,分析方法采用碳当量,当低合钢的焊接材料的碳含量在0.18%以上的时候,可以通过国际焊接协会(IIW)中的碳当量分析公式进行分析,判定材料的焊接性是否满足要求。
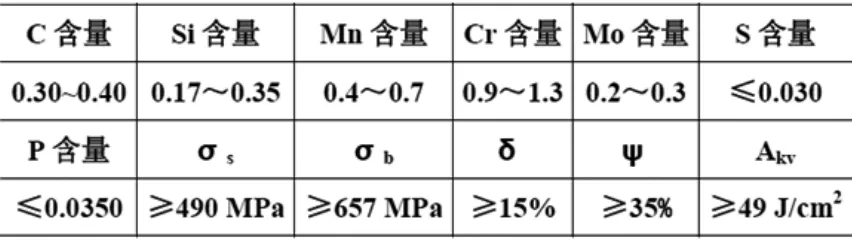
幅板轴的力学性能和化学成分如下:
公式如下:

经计算35CrMoA钢的CE为0.72,表明该钢种焊接性较差。
焊接方法为低氢型焊的时候,35CrMoA材质的钢有可能会出现冷裂纹倾向和热裂纹敏感性,为了降低冷却速度,增大氢扩散时间,在焊接工艺上需要采用焊前预热和焊后热处理等工艺措施。
在焊后热处理的再热过程中,易出现再热裂纹,35CrMoA钢含碳量高并含有Cr、Mo等强化元素的低合钢,其热裂纹可以根据国际焊接协会推荐的公式进行评定:

当ΔG'>2时,再热裂纹敏感,易裂。
根据上边的计算公式,将需要化学成分代入ΔG',计算的数值为3.43。而要求是不大于2,所以可以判定35CrMoA钢在焊接的时候会产生热裂纹敏感性,为了降低再热裂纹倾向,在焊接的时候要注意焊接工艺,从根本上减少焊接残余应力。
3 焊接工艺确定
(a)焊前预热
为了防止在焊接的时候出现裂纹,可以再焊接前将材料进行预热,预热的温度通过以下公式计算得到:

式中Pw—冷裂纹敏感指数

[H0]—熔敷金属中扩散氢含量(mL/100g),低氢型焊材取值为4.0mL/100g;
δ—工件有效厚度;
Pcm—碳当量,按下式计算:

计算得出:Pcm为0.592,T0为460℃。
通过计算公式得到的数值进行分析,预热的温度过高,焊接时候所处的环境会变得恶劣,通过采用预热的方法减低焊接中冷裂缝的出现,同时还要控制冷裂纹的产生,在实际工作中,200℃~300℃预热温度,160℃~300℃的间层温度。
(b)焊接材料的选用
在焊接的时候,材料本身界面和厚度的因素,会影响焊接,对幅板轴的焊接采用坡口处理,坡口的形状为单边V形。
(c)焊接参数
3.1 打底焊、端头封焊
采用MIG焊(保护气体Ar80%,CO220%),焊丝规格Φ1.0。

也可以采用其他的焊接方法,例如手弧焊,应用它进行焊接的时候,焊条为E5015,规格Φ3.2。将寒天在300℃下进行烘焙,要求时间为1h。
在焊接过程中打底焊后,材料焊接的要求温度过低,需要进行电阻炉对其进行加热。

3.2 点固焊
点固焊采用焊丝与施焊焊丝材质相同,采用MIG焊(保护气体Ar80%,CO220%)。焊缝长度20mm~30mm,间距200mm~250mm,焊缝余高不大于焊缝宽度的1/3。
3.3 填充焊

采用埋弧焊接,焊丝规格Φ4,焊剂SJ101,直流反接。
3.4 热处理
在350℃~400℃保温3小时,焊件在焊接之后,将其放入电阻炉中进行热处理。
4 现场焊接工艺
4.1 焊前准备
焊件焊接之前需要对随幅板轴进行坡口,设备采用机加设备,进行单边V形坡口。同时还需要将焊件的焊接处两端30mm平面内进行打磨,将内部金属呈现出来,同时还要着色检验、裂纹检测,保证焊件没有缺陷,焊前用丙酮清洗。
4.2 工艺过程

为减小幅板焊接焊缝的残余应力和残余变形,采用焊件进电阻炉整体加热方式预热,焊接工艺路线要正确,工艺措施图如上图,焊接的顺序是:第一步纵向焊缝打底焊;第二步是对幅板与轴间纵向焊缝完成填充与盖面焊接,焊机为双头埋弧焊机;最后采用MIG的方法对端头焊缝进行焊接。
在焊接工艺中采用MIG进行打底焊和端头封焊接,打底层厚度不少于3mm,其余焊层厚度3~5mm,单道焊缝摆宽8mm≤b≤10mm。通过红外仪器对焊接过程中的温度进行控制,焊接完成之后立即对焊缝进行清理,在焊接完成之后对焊件的焊缝进行放大检测,放大倍数10倍,焊接处不要有裂纹、夹渣、气孔等缺陷。焊后立即进行后热处理。
5 结语
幅板轴焊接节省了大量的工时和费用,提高了生产效率。并为公司以后同类型的电机轴制造工艺累积了宝贵经验。
[1] 中国机械工程学会焊接学会主编.焊接手册(第2版)[Z].北京:机械工业出版社,2001:196-249.
[2] 陈祝年主编.焊接工程师手册[Z].北京:机械工业出版社,2002:345-441.
猜你喜欢
中国金属通报(2022年1期)2022-06-02
电焊机(2022年5期)2022-06-01
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
金属加工(热加工)(2020年9期)2020-11-04
中国新技术新产品(2020年6期)2020-06-19
金属加工(热加工)(2018年2期)2018-03-22
应用科技(2015年5期)2015-12-09
制造技术与机床(2015年3期)2015-01-27
制造技术与机床(2015年3期)2015-01-27