
A6061-T6铝合金焊接接头腐蚀行为
2018-06-08 10:26薛海峰赵佳佳云中煌火巧英朱忠尹祝鹏飞
电焊机 2018年5期
薛海峰,赵佳佳,云中煌,火巧英,朱忠尹,祝鹏飞
(1.中车南京浦镇车辆有限公司,江苏 南京210031;2.西南交通大学 材料科学与工程学院,四川 成都 610031)
0 前言
A6061-T6铝合金是轨道车辆制造的常用材料,为了减轻质量,铝合金材料通常制造为型材,表皮板厚度2~3mm。轨道车辆在线路运行时会受到环境影响,例如运行于沿海盐雾环境、地下潮湿环境等,空气中的Cl-、SO42-、NO3-等离子会对车辆铝合金本体造成一定的破坏,从而在材料表面形成腐蚀痕迹,降低结构的使用寿命,因此有必要对轨道车辆常用的铝合金材料及接头开展腐蚀行为研究[1-4]。
在此以轨道车辆常用的A6061-T6铝合金焊接接头为研究对象,在人造气氛盐雾腐蚀环境中进行盐雾腐蚀试验研究,测试试件的腐蚀失重和宏观形貌。同时采用控制电位法(线性伏安扫描法)测量试样的极化曲线,研究A6061-T6铝合金焊接接头的电化学腐蚀性能。
1 试验结果和讨论
1.1 焊接接头在中性盐雾中的腐蚀行为
试验按照GB/T10125-1997《人造气氛腐蚀试验盐雾试验》进行。试验前对焊接接头试样进行编号,并在边缘上打直径为8mm的小孔;机械抛光后用丙酮清洗试样表面,然后用蒸馏水洗净吹干,测量表面积,并用FA1004型精密天平测量试样初始质量,精确至小数点后4位;最后将试样放入GP/YWP90型盐雾腐蚀试验箱,如图1所示,试样受检验表面与垂直方向成30°角,焊接接头试样的焊缝正面朝上。试验盐溶液浓度为50±5 g/L,用去离子蒸馏水配制,pH范围为6.5~7.2,试验时盐雾箱内温度恒定在35±1℃,饱和器温度为40℃,采用连续喷雾方式,喷雾压力0.09MPa,确认盐雾收集速度和条件在规定范围内(24~48ml/24 h)后开始试验。试验时间分别为 7 d、14 d、28 d、56 d、112 d,每个时间点取3个平行样。

图1 盐雾腐蚀试验箱
在预定时间取出试样,用去离子水漂洗试样表面并吹干;拍摄腐蚀宏观形貌,然后根据HB 5257-83标准清除腐蚀产物,多次清洗试样直至最后两次试样质量基本一致;最后用FA1004型精密天平测量试样质量,精确至小数点后4位。
不同腐蚀时间的焊接接头宏观形貌如图2所示。焊接接头的失重曲线如图3所示。可以看出,在腐蚀初期,试样的失重呈快速增长趋势,在14 d时达到最大,然后随着腐蚀时间的进一步延长,失重逐渐减小,呈现平稳下降趋势。
试样在腐蚀试验前均经过打磨,其表面氧化层被破坏,因此腐蚀初期在NaCl作用下,腐蚀很快发生,Al快速反应成为Al3+溶解,导致试样失重。随着腐蚀时间的延长,腐蚀产物在试样表面堆积越来越多,使得腐蚀介质渗入到铝合金内部的阻力越来越大,从而产生位阻效应(分子中某些原子或基团彼此接近而引起的空间阻碍和偏离正常键角而引起的分子内的张力),阻碍腐蚀的进一步进行,导致失重逐渐减缓。
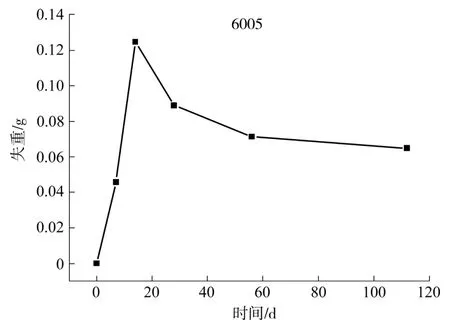
图3 A6061-T6焊接接头在中性盐雾环境中的失重曲线
1.2 焊接接头的电化学腐蚀性能
用DK7750型数控电火花线切割机在A6061-T6焊接接头的焊缝(WZ)、母材(BM)区域分别切取尺寸10mm×10mm的试样(焊缝的取样原则是尽量取焊缝中间区域)。在试样背面用电烙铁锡焊电极导线,然后用硅橡胶封样试样除工作面外的其他表面,依次用 400#、600#、1000#、1500#、2500#砂纸打磨暴露的工作表面。电化学测试仪器为微机控制型LK-98A型电化学分析仪,采用常规的三电极法体系,工作电极为试样、参比电极为甘汞饱和氯化钾溶液电极(SCE)、辅助电极为金属铂片电极,电解质溶液分别为去离子蒸馏水配制的质量分数为5%的NaCl、Na2SO4、NaNO3化学分析纯溶液,测试温度35±1℃,电位扫描范围-1 200~400mV,扫描速度3mV/s。为了克服可能产生的浓差极化,用磁力搅拌器搅拌测定腐蚀液。试验开始前先将试样在溶液中浸泡5min,使腐蚀溶液均匀、稳定地浸入试样被测表面。
根据电化学动力学过程,评价一个电化学体系的热力学和动力学参数主要有:腐蚀电位Ecorr、腐蚀速度 Icorr、阴阳极塔菲尔斜率 bc、ba、法拉第电阻 Rp、阴阳极的传递系数αc、βa等。本研究主要通过极化曲线测试获得腐蚀电位Ecorr、腐蚀速度Icorr、阳极塔菲尔斜率ba、阳极传递系数βa来评价A6061-T6焊接接头在不同腐蚀介质中的电化学腐蚀性能。
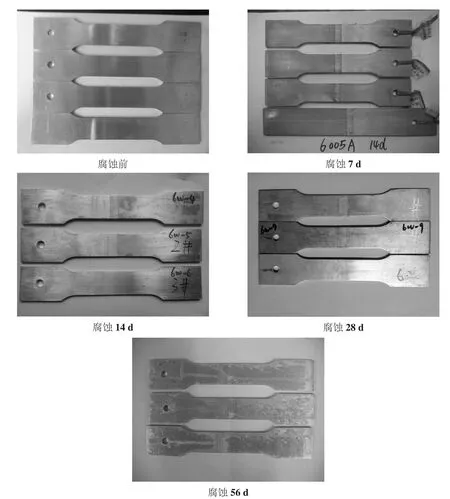
图2 A6061-T6焊接接头宏观腐蚀形貌
当处于强极化区时,腐蚀金属电极的实验曲线与其局部阳、阴极理论极化曲线近似重合可得

式中 Ia和Ic分别为外加阳极电流密度和外加阴极电流密度。
由式(1)和式(2)可知,在强极化情况下,极化电位与外加电流的对数呈现直线关系,其中直线的斜率即为阴阳极塔菲尔斜率bc、ba,因此在该区域取2个点即可求出该直线的斜率。当式(1)和式(2)相等时,有Ia=Ic=ik,因此,阴阳极极化曲线的塔菲尔直线段的延长线应与ε=Ecorr处相交,交点即为该体系的自然腐蚀电流密度Icorr,该方法叫做极化曲线外延法,如图4所示。
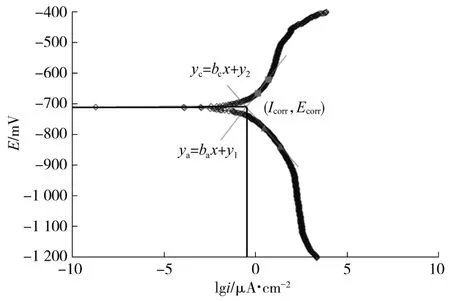
图4 极化曲线外延法求bc、ba和Icorr
阴阳极的传递系数αc、βa与阴阳极的塔菲尔斜率有关,可表示为

式中R为气体常数[8.314 J/(mol·K)];T为反应绝对温度(单位:K);F 为法拉第常数(96500C/mol);n为电极反应速度控制步骤的得失电子数或溶解金属离子的价数。
由式(3)可知,当阳极传递系数越大时,阳极反应活化能降低得越多,反应速度增加越快。
试验所测和计算所得的A6061-T6母材及焊缝的腐蚀热力学和动力学参数如表1所示。
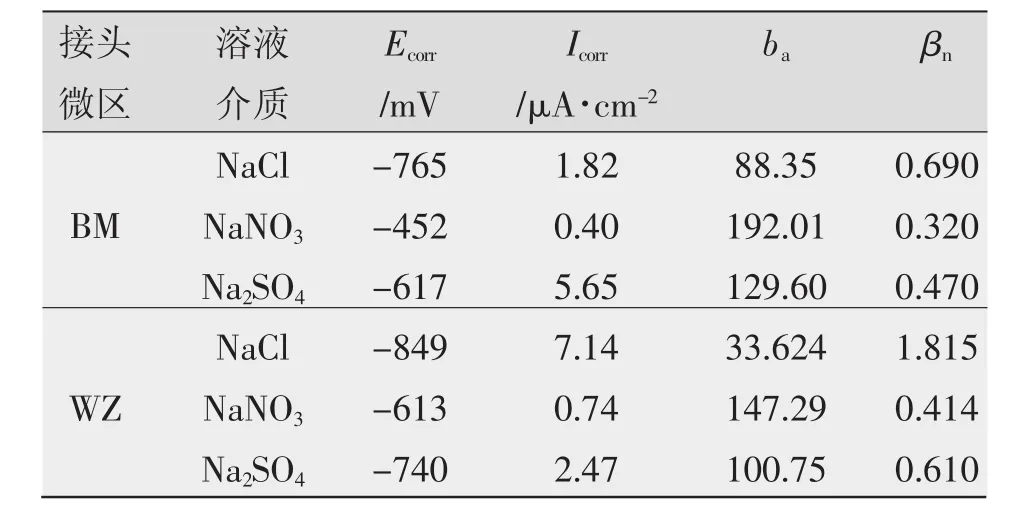
表1 A6061-T6母材和焊缝的腐蚀热力学和动力学参数
自腐蚀电位Ecorr是热力学概念,是一个特定的腐蚀体系在没有其他外加电流情况下测得的金属电位,反映腐蚀发生的难易程度。Ecorr值越负,腐蚀倾向越大;其值越正,腐蚀倾向越小。而自腐蚀电流Icorr则是动力学概念,它表征金属在发生腐蚀后腐蚀进行的快慢,Icorr越大腐蚀速度越快,金属材料的耐蚀性越差,Icorr越小腐蚀速度越慢,材料的耐蚀性就越好。
由表1还可知,母材的塔菲尔斜率ba大于焊缝,阳极传递系数βa小于焊缝。阳极传递系数越大,塔菲尔斜率越小,材料的耐蚀性越差,说明焊缝的耐蚀性差。
A6061-T6的母材、焊缝和热影响区在5%的NaCl、Na2SO4、NaNO3溶液中的极化曲线如图5~图7所示。A6061-T6 的焊缝在 5%的 NaCl、Na2SO4、NaNO3溶液中的Ecorr均比母材的更正,表明焊缝发生腐蚀的倾向大于母材;A6061-T6的焊缝在5%的NaCl、NaNO3溶液中的Icorr均大于母材,表明在这两种介质中焊缝的腐蚀速率大于母材;在5%的Na2SO4溶液中,A6061-T6母材的Icorr小于焊缝,表明在Na2SO4介质中A6061-T6母材的腐蚀速率大于焊缝。
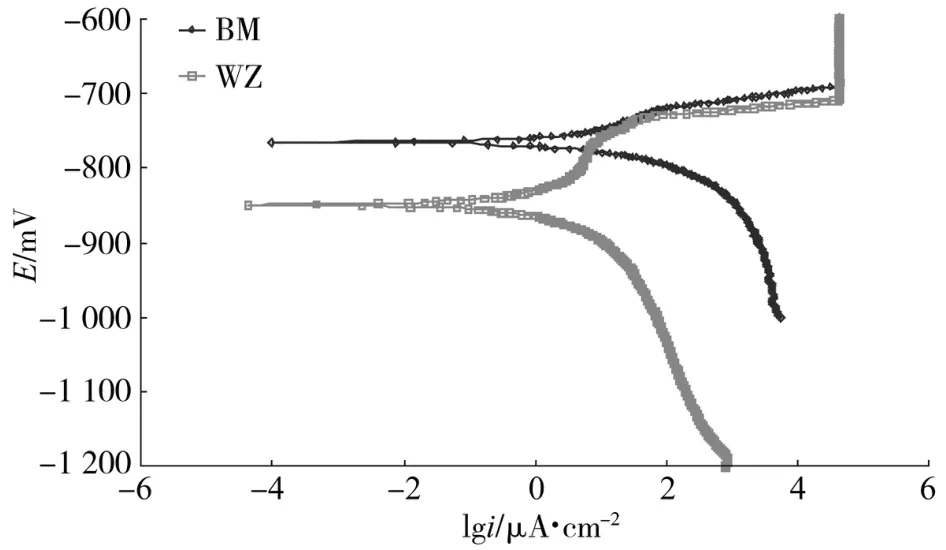
图5 A6061-T6母材(BM)和焊缝(WZ)在5%NaCl溶液中的极化曲线
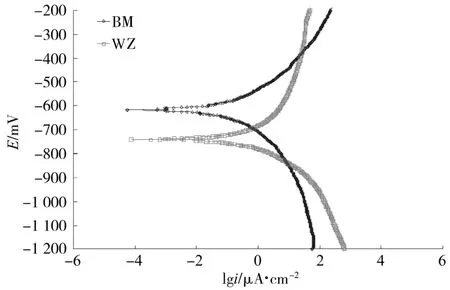
图6 A6061-T6母材(BM)和焊缝(WZ)在5%Na2SO4溶液中的极化曲线
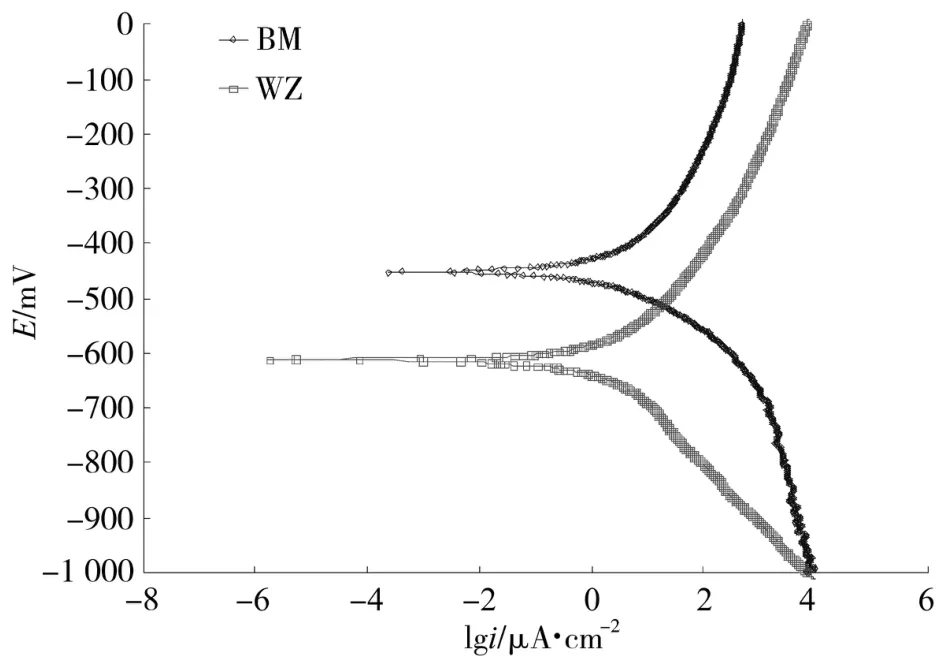
图 7 A6061-T6母材(BM)和焊缝(WZ)在 5%NaNO3溶液中的极化曲线
A6061-T6铝合金和ER5356焊丝化学成分如表2所示。ER5356焊丝的w(Mg)远高于A6061-T6母材,Mg是活泼元素,在A6061-T6中主要以Mg2Si相从基体中析出成为强化相,其电极电位(-0.91V)低于Al基体电位(-0.85 V),相对于铝基体作为阳极而优先腐蚀。在A6061-T6焊接接头中焊缝中的w(Mg)高于母材,导致其耐腐蚀性低于母材。此外,焊丝中的Mg/Si为18~22,Mg2Si强化相中的Mg/Si为1.73,为保证合金的耐腐蚀性,Al-Mg-Si合金中的Mg/Si一般不大于1.73,Mg含量过剩将会导致Mg2Si相的粗化和析出,从而降低合金的耐腐蚀性。焊丝中的Mg/Si远大于1.73,大量的过剩Mg大大降低焊缝的耐腐蚀性能。

表2 A6061-T6铝合金和ER5356焊丝的化学成分%
2 结论
(1)腐蚀失重速率先快速增长,在14 d时达到最大,然后随着腐蚀时间的进一步延长,失重逐渐减小,呈现平稳下降趋势。
(2)焊缝在质量分数为5%的NaCl、Na2SO4、NaNO3溶液中的自腐蚀电位Ecorr比母材的更负,而自腐蚀电流Icorr大于母材。
(3)母材和焊缝在质量分数为5%的不同腐蚀溶液中的自腐蚀电位随Cl-、SO42-、NO3-顺序依次变正,而自腐蚀电流随 Cl-、SO42-、NO3-顺序依次变小。SO42-对铝合金的腐蚀加速作用弱于Cl-,强于NO3-。
[1]Godard H P,Jepson W B,Bothwell M R,et al.Corrosion of LightMetals[M].New York:JohnWiley&Sons Inc,1967.
[2]Asaro R J,TillerW A.Interface Morphology Development during Stress Corrosion Cracking:Part I.Via Surface Diffusion[J].MetallurgicalTransactions,1972,3(7):1789-1796.
[3]JoséR Galvele.A Stress Corrosion Cracking Mechanism Based on Surface Mobility[J].Corrosion Science,1987,27(1):1-33.
[4]Guoqing Gou,Jia Chen,ZhiruiWang,etal.StressCorrosion Cracking Behavior of 4.19%Zn-1.34%Mg(A7N01S-T5)Aluminum AlloyWelded Joints[J].Corrosion,2016,72(9):1133-1145.
猜你喜欢
环境技术(2021年5期)2021-11-18
合成材料老化与应用(2020年6期)2020-12-28
环境技术(2020年1期)2020-03-06
汽车科技(2018年3期)2018-09-04
化工设计通讯(2017年2期)2017-05-02
教育教学论坛(2017年7期)2017-03-07
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
环境技术(2015年5期)2015-03-25
