
车用5052铝合金薄板激光搭接焊工艺研究
2018-05-30 01:49:36郭廷凯孙巍张钧超韦宝权
金属加工(热加工) 2018年5期
■ 郭廷凯,孙巍,张钧超,韦宝权

扫码了解更多
1. 概述
5052铝合金具有中等强度,因耐腐蚀性好,良好的成形性而被广泛应用于车身上的钣金冲压件,是实现汽车轻量化的有效途径,对于节能减排具有重要意义。由于铝合金焊接存在焊接变形大、热影响区软化等问题,故对焊接方法提出了较严格的要求。激光焊接具有能量密度集中、焊接变形小、低热输入量、焊缝质量高和高效率等特点,是解决铝合金焊接的完美方案。本文对5052铝合金薄板激光搭接进行了焊接工艺和性能的研究,为生产提供了技术支持。
2. 试验材料及试验方法
(1)试验材料 试验母材为1.2mm厚的5052—H32铝合金延压板材,试板尺寸为100mm×50mm×1.2mm,化学成分和力学性能如表1和表2所示。
(2)焊接设备 试验采用德国通快Trudisk 8002碟片式激光器, HIGHYAG BIMO激光头,通快直径200µm光纤的激光加工系统,系统最大输出功率8000W,波长1060mm,工作距离313mm,最小光斑直径0.42mm。采用KUKA KR90六轴机器人作为激光加工系统载体进行焊接过程,采用纯氩气进行保护,焊前清理坡口面和坡口两侧25mm范围内的氧化膜、油污、杂质等外来物。
3. 试验结果分析
(1)激光入射角度对焊缝成形的影响 激光搭接焊时,沿横向的激光入射角度θ对焊缝表面成形影响较大,激光入射角度如图1所示。同时由于铝合金对激光反射率较高,为保护激光头光学系统,沿焊缝纵向设定偏移3°~10°。采用功率2.3kW,焊接速度3.6m/min,离焦量ΔZf=0时,分别设定激光入射角度为45°、90° 和135°进行焊接,不同激光入射角度的焊缝成形如图2所示。由图2可以看出,当激光入射角度为90°时焊缝饱满成形良好,无咬边、内凹等缺陷;当入射角度为45°时焊缝凹陷,存在咬边缺陷;当入射角度为135°时,上板母材熔化,但下板母材并未熔化,焊缝不成形。分析认为,当入射角度90°时,上板材料熔化成为焊缝,使得焊缝饱满无咬边等缺陷。

表1 5052—H32铝合金化学成分(质量分数) (%)

表2 5052—H32铝合金力学性能
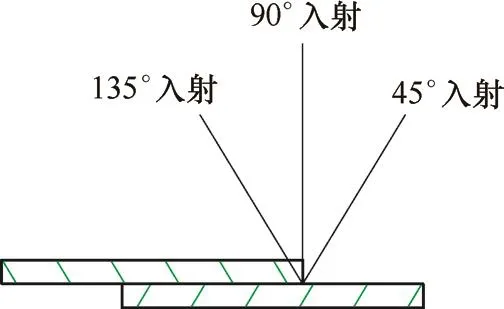
图1 激光入射角度示意
(2)离焦量对焊缝尺寸的影响 在激光加工系统固定时,不同的离焦量将会产生不同尺寸的光斑直径。采用功率2.3kW,焊接速度3.6m/min,激光入射角度90°,分别设定离焦量ΔZf=-2,0,+2工艺进行焊接。采用10%氢氧化钠溶液对焊接试样截面进行腐蚀,搭接接头宏观金相和焊缝尺寸如图3所示。从图3可以看出,离焦量为ΔZf=-2,0,+2时,搭接焊缝的焊缝厚度a值分别约为1.0mm、1.2mm,0.9mm,ΔZf=+2离焦量时焊缝尺寸最大,焊缝截面积最大。分析认为当ΔZf=0时,光斑直径最小为0.42mm,当ΔZf=-2和+2时,光斑直径相同且>0.42mm,更大的光斑直径会熔化更多的母材,使焊缝尺寸和截面积增大。但当ΔZf=-2和+2时,光斑相对于加工面的位置是不同的。当ΔZf=+2时光斑直接作用在上板,更有利于热的传导使得上板熔化变成焊缝的一部分,搭接接头焊缝尺寸最大。
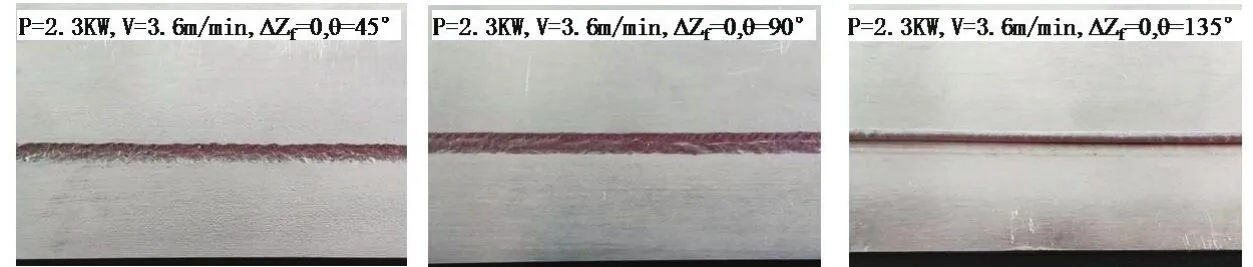
图2 不同入射角度时焊缝成形
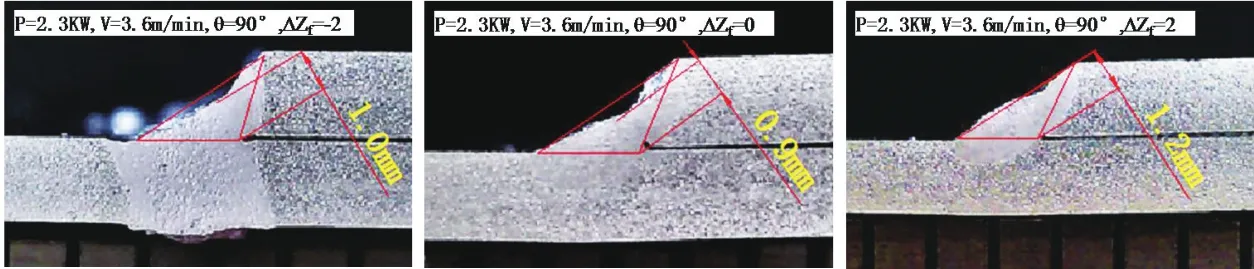
图3 不同离焦量时焊缝成形

表3 拉伸试验结果
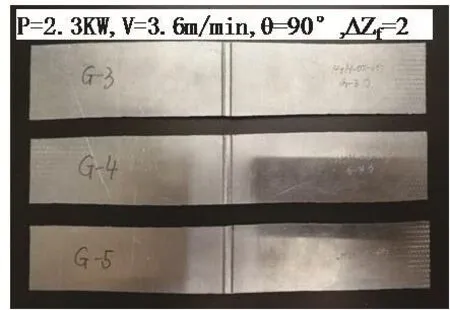
图4 拉伸试样
(3)搭接接头力学性能 对采用功率2.3kW,焊接速度3.6m/min,激光入射角度90°,离焦量ΔZf=+2工艺的激光焊搭接接头,根据GB/T2651—2008《焊接接头拉伸试验方法》制备拉伸试样,在AG—X 100kN电子万能试验机上进行拉伸试验。搭接接头拉伸性能测试结果如表3所示,拉伸试样如图4所示。搭接接头的平均抗拉强度达到了136 MPa,均断裂在焊缝上。
4. 结语
(1)激光入射角度对薄板搭接焊缝成形影响较大,当90°时,焊缝成形饱满无凹陷和咬边缺陷。
(2)离焦量ΔZf对搭接焊缝尺寸影响较大,当离焦量ΔZf=+2时,焊缝尺寸最大为1.2 mm。
(3)采2.3kW,焊接速度3.6m/min,激光入射角度90°,离焦量ΔZf=+2工艺的搭接接头的抗拉强度为136MPa,均断裂在焊缝上。
[1] 陈彦宾. 现代激光焊接技术[M]. 北京:科学出版社,2005.
猜你喜欢
都市(2023年6期)2023-12-28 07:56:54
湖州师范学院学报(2023年8期)2023-10-17 12:42:36
诗歌月刊(2023年1期)2023-03-22 14:06:24
阅读(高年级)(2019年9期)2019-11-15 07:22:54
阅读与作文(小学高年级版)(2019年8期)2019-10-16 04:46:50
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30 02:33:28
中国光学(2018年5期)2018-10-15 11:02:52
弹箭与制导学报(2018年3期)2018-08-28 03:06:42
石油地球物理勘探(2017年2期)2017-11-23 06:01:17
大连理工大学学报(2017年6期)2017-11-22 10:00:02
