
智能弧焊机器人在汽车生产中的应用
2018-05-30 01:49:33陈媛媛徐浩魏庆丰
金属加工(热加工) 2018年5期
■ 陈媛媛,徐浩,魏庆丰

扫码了解更多
1. 概述
近年来,随着市场竞争的日趋激烈,提高焊接生产率,保证焊接质量,实现焊接生产自动化和智能化得到焊接生产企业的日趋重视。而弧焊技术是现代焊接技术的重要组成部分,其应用范围几乎涵盖了所有的焊接生产领域,其中弧焊机器人系统是实现自动化和智能化的主要手段。因此,为了提升焊接质量,提高焊接生产率,改善工人作业条件,我公司在瑞风车架生产线上引进了弧焊机器人(见图1)。
2. 弧焊机器人系统构成
弧焊机器人系统的基本硬件一般包括:焊接机器人本体、焊接设备、变位机、工装夹具、安全设施、控制系统及其他辅助部分,如焊接烟尘处理、传感器等。
(1)焊接机器人本体 车架生产线所选用的弧焊机器人是日本松下推出的机型是TA—1400:包括机器人本体、机器人控制柜、示校盒三个部分。
机器人本体选用新型交流伺服电动机,结构紧凑、响应快、可靠性高、运动平滑灵敏度高,运动范围更广泛。灵敏碰撞检测和柔性控制,能够避免意外碰撞引起位置偏移。机器人手臂安全支架能更快检测到负荷变化,自动切换成柔性控制,避免撞击。运动性能也大幅度提高:驱动电动机的容量及减速器的规格大幅度提高,可实现每分钟180m的高速平滑运动,其持久性能显著提高。

图1 瑞风车架生产线弧焊机器人
(2)焊接设备 焊接设备一般包括:焊接电源、送丝机、焊枪、防碰撞传感器、水冷装置、清枪剪丝机,一般根据所焊工件的焊接工艺要求选择配置。
如果是简单焊接应用,焊接参数一致无变化,从低成本角度出发只需要电源提供外部状态控制功能,即通过外部进行起弧、熄弧、送丝、送气操作及起弧成功反馈功能。但这种配置不能很好发挥机器人柔性化生产的优势,一般机器人所配套的焊接电源,除了具有外部状态控制功能外还需要具有焊接参数控制功能,可实现对焊接参数的调节。
随着焊接电源的发展不断向数字化方向迈进,焊接机器人焊接电源的发展方向是采用全数字化焊机,配套数字化电源的机器人可通过控制系统实现对焊接电源的高速精确控制,并可在焊接过程中进行动态焊接参数调整。现这类焊接电源已有专用的机器人数据接口,并有对应的机器人专用送丝机。机器人对所配置焊枪的要求比较高,一把标准的机器人焊枪除能满足正常焊接外还需要有良好的可达性和安装一致性,有时还需要根据所焊工件定制特殊焊枪。
瑞风车架生产线上高性能全数字化的焊接电源采用先进的全软件高速波形控制技术;采用带数字编码器的涡轮送丝电动机,能够实现对送丝情况进行检测反馈,并由CPU控制电动机的转速,从而实现高精度的送丝。

图2 弧焊机器人本体

图3 清枪剪丝机
为方便操作者的操作与维护,减少操作者的日常维护量,弧焊系统为每台机器人(见图2)配置了清枪装置(见图3);机器人带动焊枪工作一段时间后,自动到清枪装置处清除焊枪喷嘴处粘附的焊接飞溅。
(3)变位机 在一些焊接场合,如工件尺寸较大、工件空间几何尺寸复杂,导致机器人的焊枪无法到达焊接位置或处于理想的焊接姿态,又或者为了提高机器人的利用率需要机器人在多工位之间切换,这时就需要对机器人或工装夹具进行变位(见图4)。
通常的做法有:一是把机器人装于可以移动的轨道小车、升降台或龙门架上,扩大机器人本身的作业空间;二是让工件移动或转动,使工件上的焊接部位进入机器人的作业空间。也有同时采用上述两种办法,让工件的焊接部位和机器人都处于最佳焊接位置。
这些变位动作一般采用电动方式驱动,也有采用气动方式或其他方式驱动的。采用电动方式驱动时,这些轴通常作为机器人的外部轴由机器人控制系统直接控制,从而可保证所有机构的高定位精度、高轨迹精度和高运动精度,并实现同步协调控制,使焊接系统具有更好的灵活性,可完成复杂的协调动作。这样可使焊接机器人的适用范围更广、编程更为方便,同时还能更好的缩短产品改型换代的周期,减少相应设备的投资,充分体现柔性化生产。
(4)焊接工装夹具 焊接工装夹具根据焊接工艺要求设计,因工件的不同,而形式多种多样。焊接工装夹具在保证焊接质量、焊接生产效率、操作方便性的同时,还需要结合机器人、变位机等保证焊枪的可达性、系统安全性、通用互换性(见图4)等综合考虑。
夹具设计时充分考虑到生产线布局,具备完成工件定位,确保工件装夹一致性,使工件尺寸符合图样要求,满足弧焊机器人操作要求。
(5)安全设施 由于弧焊机器人在焊接过程中变位机及机器人的动作速度较快,且在焊缝之间切换时经常出现加速情况,当操作人员意外进入其活动区时将出现危险,所以一个完备的弧焊机器人系统在满足焊接的同时安全措施必不可少。一般采用围栏式和整体封闭式机构进行整体隔离保护,对于安装工件位置可选择采用快速门或者光栅保护。对于一些维护用的门也需要安装检测元件,防止维护门意外关闭或检测元件被非正常接通,杜绝系统意外启动的可能。
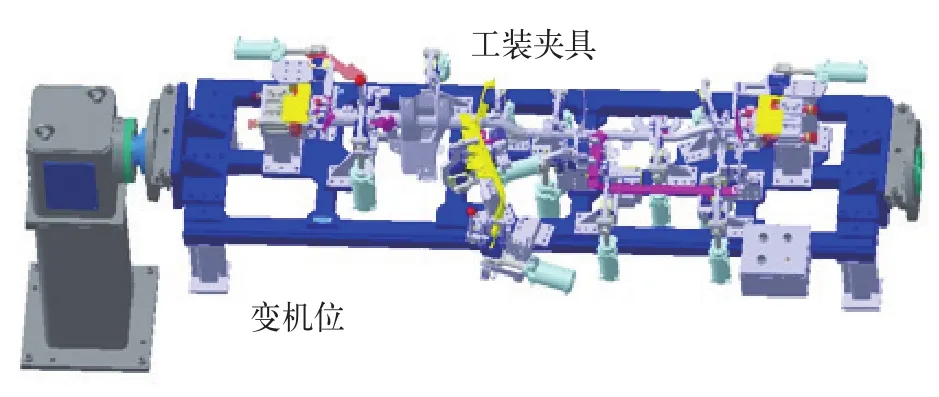
图4 变位机和工装夹具
瑞风车架弧焊生产线采用带警示色彩的防护围栏,焊接操作时,人员无法进行弧焊区域,有效的体现了对人、设备和产品的安全保障(见图5)。
(6)控制系统 一般的简单应用可直接采用机器人控制柜配合外部操作盒实现对焊接系统的控制。在实际应用中常常需要一个外部控制系统进行全面协调控制,包括:机器人及其外部轴、工装夹具动作、工件输送、安全防护系统动作等。外部控制系统通过调用机器人控制系统的相关焊接程序进行焊接。机器人控制系统则负责对焊接过程进行控制,如机器人及外部轴协调动作、焊接设备的动作。外部控制系统通常采用PLC为主控单元、人机界面触摸屏为参数设置及监控单元,通过单个或多个按钮站实现控制。
3. 智能弧焊机器人的优点
(1)提高焊接质量 焊接过程、焊接参数恒定,焊接质量受人为因素的影响减少,降低了对工人操作技术水平的要求。通过弧焊机器人的高级功能应用还可以根据焊接条件修正焊接参数,大大提升了焊接质量。
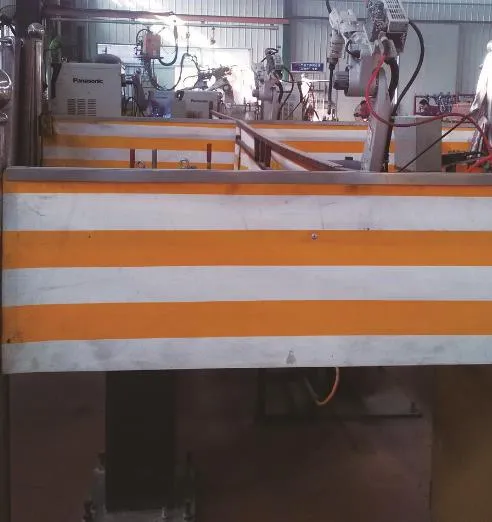
图5 弧焊生产线防护围栏
由图6对比可知,弧焊机器人焊接焊缝相较人工焊缝焊接均匀,无毛刺、飞溅、焊渣,焊接质量提升显著。弧焊机器人焊接焊缝质量提升,使得涂装喷涂效果优良,不易生锈。
(2)提高生产率 可以一次装夹,通过机器人与变位机配合可自动完成以往几次工位才能完成的所有焊缝的焊接;且机器人及变位机的动作快速准确,焊缝之间的切换时间也大大缩短。
(3)便于生产计划安排,产品周期明确 机器人根据程序动作,生产节拍基本固定,使得生产安排更加方便合理。
(4)新产品投入生产周期缩短 由于焊接机器人系统的柔性化,通过更换夹具、更换调用程序,即可实现不同产品的批量生产。
(5)改善工人的劳动条件 由于工人只需要装卸工件、按操作按钮等操作,焊接过程全自动化,不需要人工干预,工人远离了焊接弧光、烟尘和飞溅,大大改善了工人的劳动环境及强度(见图7)。

图6 瑞风车架弧焊机器人与人工焊接焊缝对比

图7 人工弧焊现场
4. 结语
该弧焊机器人系统已经成功的运用到我公司瑞风车架焊接生产线上,在生产过程中表现了良好的稳定性能和安全性能,焊缝质量达到工艺质量要求。通过智能弧焊机器人在项目中的实际应用,填补了我公司弧焊机器人焊接的空白,满足了我们公司提升产品工艺水平的需求,实现了焊接技术的一次大的技术升级,并形成了一系列的弧焊机器人焊接规范,为后续项目中频焊接的应用提供完善参考。
[1] 孙树栋.工业机器人技术基础[M]. 西安:西安工业大学出版社,2006.
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2020年9期)2021-01-26 00:14:42
焊接(2016年6期)2016-02-27 13:04:57
焊接(2015年8期)2015-07-18 10:59:14
制造技术与机床(2015年8期)2015-04-24 07:25:38
云南畜牧兽医(2015年4期)2015-02-28 21:26:12
建筑机械化(2015年7期)2015-01-03 08:09:02
当代畜禽养殖业(2014年5期)2014-08-31 02:50:56
当代畜禽养殖业(2014年2期)2014-08-22 02:38:52
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
