变压吸附有效气体回收综合利用
2018-05-23 07:20:53赵金涛
氮肥与合成气 2018年3期
李 云,赵金涛
(安阳化学工业集团有限责任公司,河南安阳 455133)
安阳化学工业集团有限责任公司年产200 kt乙二醇项目,配套工程采用变压吸附(简称PSA)从水煤气中提取98.0%(体积分数,下同)以上的CO和99.9%以上的 H2供乙二醇合成用气。该装置共分为4个工序:PSA吸附CO2工序(PSA-CO2)、精脱硫工序、PSA制CO工序(PSA-CO,2套)、PSA制H2工序(PSA-H2)。在正常生产情况下,PSA-CO2和PSA-CO的顺放气回收至乙二醇原料气柜,PSA-CO2解吸气去乙二醇配套工程三废锅炉,燃烧副产蒸汽;PSA-H2的逆放气和解吸气送至合成氨气柜,供生产合成氨用[1-4]。目前,整套装置气体完全回收,气体得到有效再利用。
1 工艺流程
由脱硫变换工序送过来的净化气含有CO、H2、CO2、CH4、N2及Ar,在通过PSA-CO2时,气体中CO2、H2O及CH4等被吸附在吸附剂上,从吸附塔顶部流出的半成品气经精脱硫后,总硫体积分数≤0.1×10-6,再进入PSA-CO工序,CO气体被PU-1型吸附剂选择性吸附,通过逆放和抽真空得到纯度≥98.5%(体积分数,下同)的CO,CO经压缩机增压后送往乙二醇主装置。PSA-CO吸附尾气进入PSA-H2工序,N2等杂质气体被吸附剂选择性吸附,产品H2即吸附尾气从塔顶流出,其纯度≥99.9%(体积分数),经H2压缩机增压后送往乙二醇主装置[5-6]。
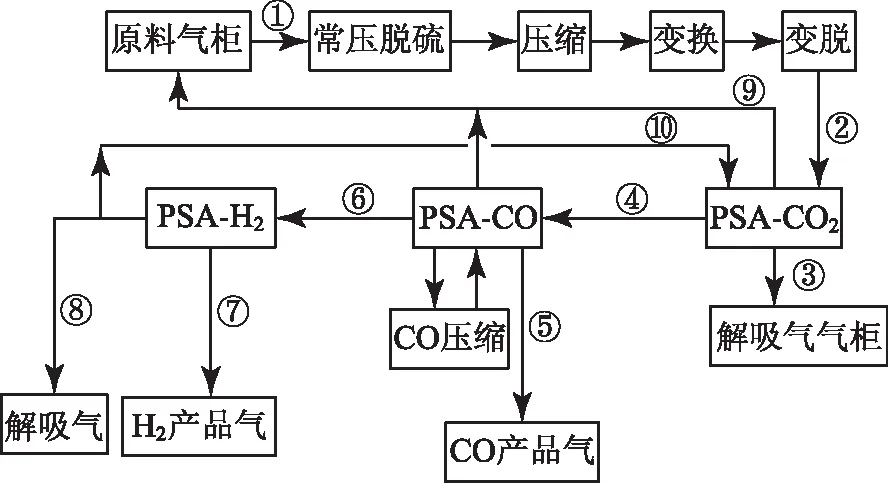
图1 变压吸附工艺流程示意
2 PSA-CO2和PSA-CO顺放气的回收
该装置PSA-CO2和 PSA-CO顺放气回收至乙二醇原料气柜,回收有效气体H2和CO。当系统水煤气流量为81 000 m3/h(标态)时,PSA-CO2和PSA-CO工序顺放气成分见表1。

表1 PSA-CO2和 PSA-CO工序顺放气成分
由表1可以知道:当系统水煤气流量为81 000 m3/h(标态)时,PSA-CO2顺放气中H2流量为 1 315 m3/h(标态)、CO流量为847 m3/h(标态);PSA-CO顺放气中H2流量为3 646 m3/h(标态)、CO流量为1 077 m3/h(标态)。按正常情况下水煤气结算价格为0.43元/(m3,标态)、H2和CO结算价格为0.68元/(m3,标态)计,由此可知顺放气的回收大大降低了乙二醇原料气的生产成本。
3 PSA-CO2解吸气和PSA-H2解吸气去一段冲洗气的回收
该装置逆放气和解析气的回收利用主要是PSA-CO2解吸气去乙二醇配套工程三废锅炉,燃烧副产蒸汽。PSA-CO2在脱除CO2后,通过真空泵将吸附在吸附剂上的CO2抽出,吸附剂得到再生,这部分解吸的气体最终送至三废锅炉。而图1中③处气体还包含了图中⑩所示的PSA-H2解吸气去一段冲洗气。当系统水煤气流量在81 000 m3/h(标态)时,PSA-CO2解吸气流量为15 192 m3/h(标态),PSA-H2解吸气去一段冲洗气流量为1 691 m3/h(标态)。两种气体组分的工艺参数见表2。

表2 PSA- CO2解吸气和PSA-H2解吸气去一段冲洗气组分的工艺参数
PSA-CO2解吸气低位热值Q1为:
Q1=0.01(17.50×10 794+3.24×35 906+10.97×12 644)
=4 439 kJ/m3(标态)
PSA-CO2解吸气燃烧放出热量Q2为:
Q2=0.01(17.50×10 794×2 658+3.24×35 906×492+10.97×12 644×1 666)
=67 421 108 kJ/h
PSA-H2解吸气低位热值Q3为:
Q3=0.01(55.79×10 794+20.99×35 906+13.99×12 644)
=15 328 kJ/m3(标态)
PSA-H2解吸气去一段冲洗气燃烧放出热量Q4为:
Q4=0.01(55.79×10 794×943+20.99×
35 906×355+13.99×12 644×236)
=25 909 356 kJ/h
经计算,这两种气体在三废锅炉燃烧可副产3.82 MPa蒸汽16.87 t/h,按年生产天数300 d、蒸汽64元/t计,则年可创造效益777.37万元。
4 PSA-H2解吸气和逆放气的回收
PSA-H2逆放气和解吸气送至合成氨气柜回收H2、CO、N2三种气体,PSA-H2解吸气、逆放气组分的工艺参数见表3。
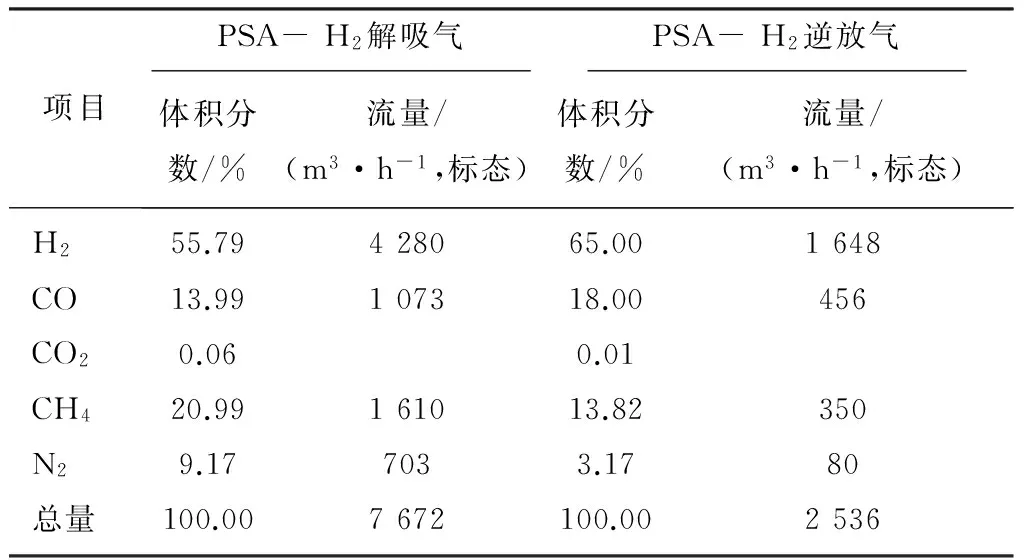
表3 PSA-H2解吸气、逆放气组分的工艺参数
由表3可以知道:当系统水煤气流量在81 000 m3/h(标态)时,PSA-H2逆放气流量为2 536 m3/h(标态)、解吸气流量为7 672 m3/h(标态);合成氨系统接收两种气体后,吨氨节约2.5 MPa 蒸汽111.36 kg,按蒸汽价格为64元/t,则吨氨节约生产成本7.127元。
5 结语
将该套乙二醇系统PSA提CO和H2装置日常生产中的顺放气、逆放气和解吸气进行了全部回收,既得到了明显的经济效益,也改善了目前严峻的环境形势,为增产降耗创造了条件,也为企业创造了经济效益。
参考文献
[1] 银醇彪,张东辉,鲁东东,等.数值模拟和优化变压吸附流程研究进展[J].化工进展,2014,33(3):550- 557.
[2] 肖聪,向红星,杨晓勤,等.变压吸附脱碳装置二段逆放气回收方式的优化[J].化肥工业,2016,43(1):27- 28.
[3] 孙守田,张再强.变压吸附法脱除变换气中二氧化碳的技术总结[J].氮肥技术,2012,33(1):9- 13.
[4] 吴元刚.变压吸附(PSA)技术的应用及改造[J].氮肥技术,2007,28(4):34- 36.
[5] 周光强.变压吸附装置放空气的回收利用[J].化肥设计,2012,50(3):50- 51.
[6] 陈平,彭科席,谭小木.变压吸附技术应用小结[J].化肥工业,2000,27(2):27- 29.
猜你喜欢
当代化工研究(2022年3期)2023-01-18 08:43:50
电气技术(2022年4期)2022-04-28 03:09:10
中氮肥(2021年2期)2021-12-25 10:01:52
中氮肥(2021年5期)2021-12-23 08:15:14
冰雪运动(2021年2期)2021-08-14 01:54:20
广州化工(2020年5期)2020-04-01 01:24:58
中国盐业(2018年23期)2018-03-30 01:29:28
安徽化工(2016年4期)2016-11-29 03:40:02
现代盐化工(2016年1期)2016-05-23 03:36:20
中国塑料(2015年5期)2015-10-14 00:59:48