膨胀机轴颈振动大的原因分析及处理
2018-05-23 07:20:53吕云辉
氮肥与合成气 2018年3期
吕云辉
(云天化集团呼伦贝尔金新化工有限公司,内蒙古呼伦贝尔 021506)
云天化集团呼伦贝尔金新化工有限公司空分装置进口膨胀机组(设备位号B01401A+ET01401A)增压端轴颈振动(位号VI01409A)自2013年8月以来一直偏大,并且呈现逐渐上涨的趋势。虽然机组进行了几次检修,但振动值偏大的问题一直存在。2016年3月,膨胀机增压端轴颈振动上涨至25.6 μm,已超过报警值(25 μm);2016年5月,上涨至28.4 μm,几乎接近联锁值(29 μm)。为了不影响后续系统的正常运行,曾经将联锁跳车值分别设置为31 μm和 33 μm,但是升速过程中轴颈振动逐渐上涨,伴随着推力轴承温度升高,只能降转速减负荷运行,给机组以及后续系统长周期满负荷运行带来了极大的隐患。因此,解决该设备轴颈振动大的问题就显得尤为必要。
1 设备介绍及工作原理
该进口膨胀机组由法国Cryostar公司生产制造,是为气体分离装置配套的机组,主要为整个空分装置提供冷量。机组由透平膨胀机,油站,底座,小冷箱,部分油、水、气管路等组成。进口膨胀机为卧式布置,一端为增压端,另一端为膨胀端,中间为轴承箱,其结构示意见图1。
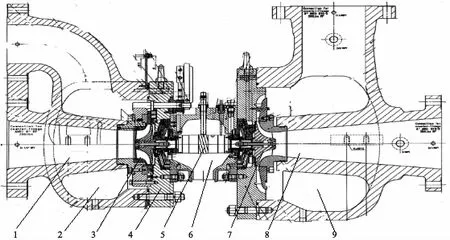
1.膨胀端扩压器 2.膨胀端蜗壳 3.膨胀端叶轮 4.喷嘴组件 5.转子 6.轴承箱7.增压端叶轮 8.增压端扩压器 9.增压端蜗壳图1 进口膨胀机结构示意
该机组工作原理是利用有一定压力的气体在膨胀机内进行绝热膨胀对外做功消耗气体本身的内能,从而使气体自身强烈地冷却达到制冷的目的。即压缩空气轴向进入增压叶轮,在其内加速增压,进入扩压器减速后进一步增压,在蜗壳内汇集排出,经换热器冷却降温后,压缩气体从膨胀端经可调喷嘴叶片通道径向进入膨胀叶轮做功后,从膨胀端进行绝热膨胀,压缩气体再经扩压室从出口轴向迅速排出,利用气体迅速膨胀降温产生大量冷量, 满足空分装置对冷量的需要。该进口膨胀机设备参数见表1。
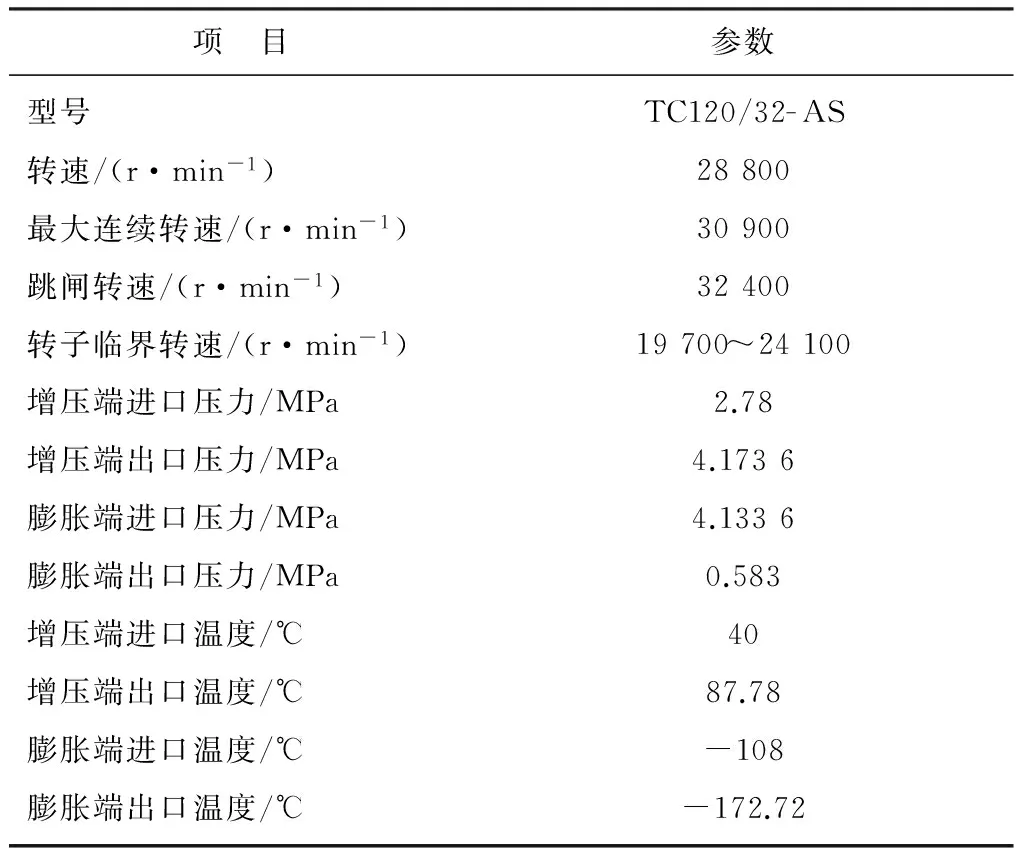
表1 进口膨胀机设备参数
增压端叶轮和膨胀端叶轮装在同一根轴上组成转子,两者转速相同,膨胀端所产生的膨胀功由主轴另一端的增压叶轮吸收利用,以提高增压气体的压力。转子为双悬臂式结构,依靠轴承支撑在机身上,膨胀端叶轮采用三元流闭式叶轮,增压端叶轮采用三元流开式叶轮。
支撑轴为止推径向一体轴承,轴承采用强制供油润滑,轴承温度由铂电阻温度计测量。为了防止膨胀端叶轮膨胀前的气体和增压端叶轮增压后的气体泄漏,在膨胀端叶轮和增压端叶轮与轮盖上设置了迷宫密封。在靠近2个叶轮的轴上也分别设置了一段迷宫密封(两端的气封盘)使泄漏量最小,膨胀机密封内充有常温密封气(干燥空气),以防止膨胀机内低温气体向外泄漏,其压力由减压阀控制膨胀机启动前,密封气由仪表气供给,启动后密封气自身提供。采用先投密封气,再投润滑油的方式,防止润滑油进入气路系统。
2 振动原因分析
该进口膨胀机产生振动的因素较多,如装配、平衡、松动、摩擦及工艺原因等各个方面。根据对该机组近年来的检修与分析,最后将分析重心集中到了以下几个方面,并逐一排查。
2.1 故障问题分析
(1) 仪表探头故障
经仪表专业人员现场检查振动探头无松动现象,对测振探头进行校验检查正常,振动探头状况良好,因此可排除仪表探头故障引起的振动。
(2) 轴承系统故障[1]
轴承系统故障振动现象较多,如支撑系统松动、间隙不符合要求、油膜涡动等,在运行及检修中进行了仔细的检查分析,发现轴承可倾瓦块活动灵活,瓦面及瓦背无明显磨损失效的痕迹,装配情况较好;轴承座未见异常现象,轴承间隙均符合检修要求。因此可排除油膜涡动的可能。以上现象表明,绝大部分典型轴承系统故障均没有出现,因此可以排除由轴承系统所引发的不良振动。
2.2 转子动平衡
(1) 转子共振[2]
对任何一个弹性物体来说,在受到一个短暂的外力作用时,都会产生这种现象。对固定的物体来说,都有一定的振动频率(每分钟振动的次数),叫固有自振频率。这个自振频率与物体的支撑方式、尺寸大小、材料的弹性等因素有关。对一定的膨胀机转子,它也有固定的自振频率。
如果外界加给物体的力是周期性的,并且这个外力的频率与物体的自振频率相同,则振动会不断加剧,这种现象称为“共振”。对于旋转式机械,当转子在旋转时,由于转子的弹性变形,相当于不断给转子加一个周期性的外力,这个外力的频率与转子的转速有关。如果转子的转速与转子的自振频率相同,则振动将加剧,这个转速称作“临界转速”。在设计时,转子的转速应远离临界转速,以免产生共振现象。 如果设计不当,工作转速与实际临界转速相近,则转子振动会很严重,使膨胀机无法正常工作。由共振造成的膨胀机振动,往往在试运转时就会发生,并且随着转速的变化,振动的幅度变化较大。由表1可知,该机组工作转速远离临界转速,因此可排除由转子的共振引起的振动。
(2) 叶轮表面有附着物
在2014年9月检修作业中,增压端叶轮叶片表面、轮盖表面有一薄层灰尘,清理后进行了回装,开车后振动有所下降,但在后续运行中,振动依然上涨;在2015年9检修作业中,再次发现增压端叶轮表面、轮盖表面较脏,随后检查了入口过滤器,发现入口过滤器内部有大量焊条及杂质,内壁较脏,在清理后用氮气进行了吹扫。2016年7月检修时未发现增压端叶轮表面、轮盖表面有附着物。因此,增压端叶轮表面的附着物可能会引起机组轴颈振动的增大。
(3) 转子动平衡
在2016年7月机组大修中,更换了膨胀机转子,检修完成后试车良好,增压端振动控制在 9 μm 以内。旧转子送到动平衡厂家检查发现,存在一定的动不平衡,并重新做了动平衡,转子在动平衡机架上的振动速度小于1.0 mm/s,满足使用要求。
2.3 其他问题
(1) 润滑油品质
对2013年8月到2016年5月膨胀机润滑油(美孚DTE846)月度检验报表进行了抽检,润滑油的黏度、闪点、酸碱值、水分和机械杂质均合格(见表2),并未发现异常现象。因此可排除润滑油品质不良引起的振动。
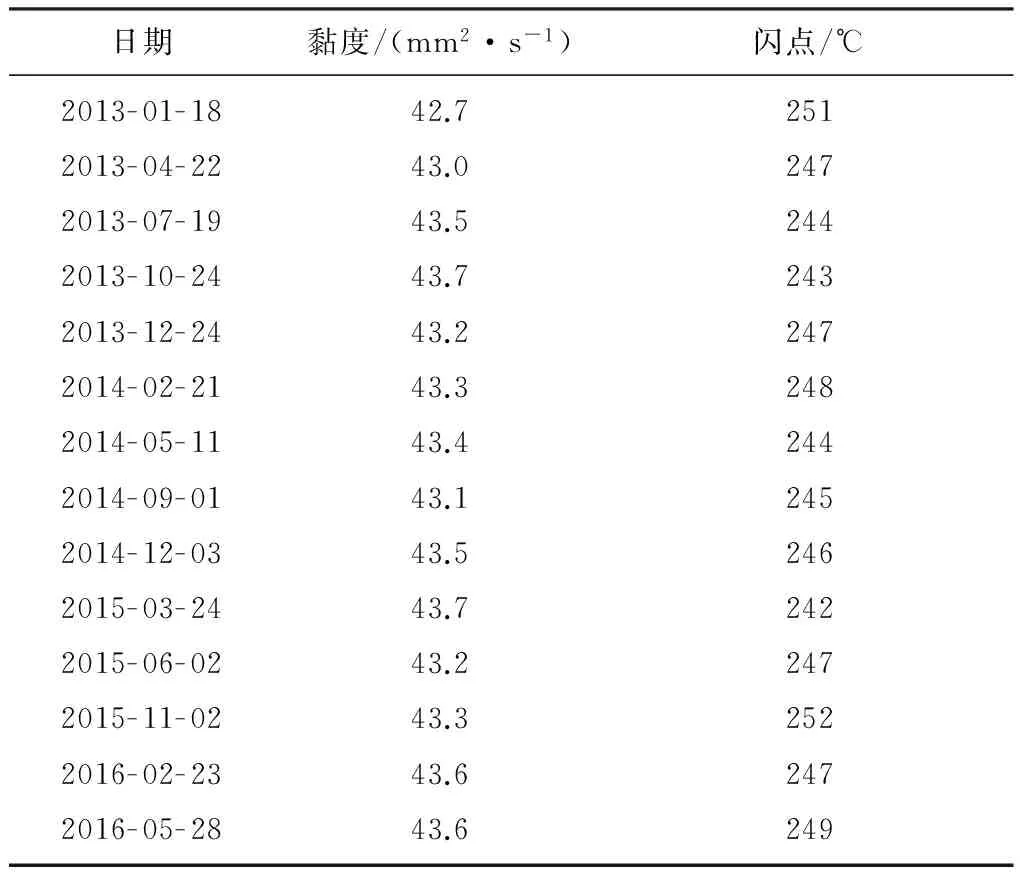
表2 进口膨胀机润滑油月度检测情况
注:水分、机械杂质均未检出
(2) 动、静部件摩擦
在2014年9月的进口膨胀机大修中,发现增压端叶轮叶片与轮盖有毛刺(见图2、图3),说明机组在运行过程中,叶轮叶片与轮盖存在摩擦。检修人员对叶轮与轮盖的毛刺进行了修复处理,检修完成后振动虽然有所下降,但下降不明显,后期增压端振动继续上涨。因此可断定增压端轴颈振动增大是由叶轮叶片与轮盖摩擦引起的。
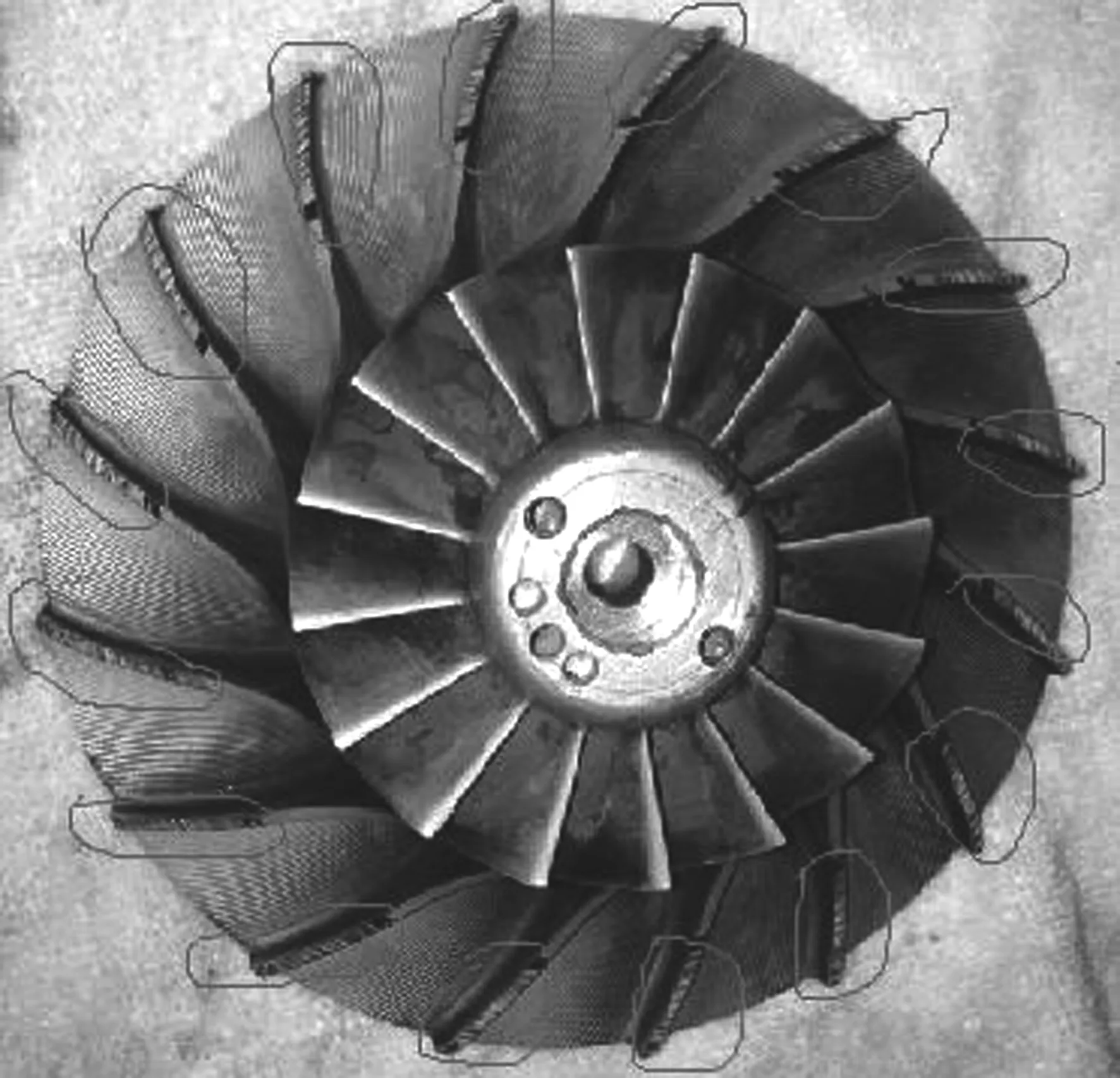
图2 增压端叶轮摩擦示意

图3 增压端轮盖摩擦示意
(3) 膨胀机内出现液体
当膨胀机内温度过低而出现气体液化时,液体被甩至叶轮外缘,温度升高,又急剧汽化,会使压力大幅度波动,造成膨胀机振动。经查阅机组温度发现,温度一直稳定在要求范围内,因此可排除膨胀机内出现液体引起的振动。
(4) 增压端喘振
实际运行中,增压端未在喘振区,防喘振阀门一直处于关闭状态,现场运行平稳。因此可排除机组喘振引起的振动。
(5) 密封失效
在机组运行过程中,现场发现膨胀端结霜严重,很有可能密封损坏。在2016年7月的机组大修中,发现膨胀端喷嘴支撑环内部整圈冲刷严重,密封垫片断裂,膨胀机膨胀端固定板冲刷三处(见图4),与密封配合处,冲刷区域长30 mm、宽4 mm、深2 mm。因此,可判断密封泄漏造成机组在升速加负荷的过程中膨胀端轴颈振动上涨,进而诱发增压端轴颈上涨。由于增压端远离膨胀端,所以增压端的轴颈振动值高于膨胀端,并且转子会窜向增压端,造成增压端推力轴承温度升高,而密封垫片断裂导致密封失效,造成机组振动加剧。

图4 膨胀端固定板冲刷示意
通过以上各方面因素的分析与排查,可以得出引起进口膨胀机增压端轴颈振动上涨的主要原因为增压端叶轮叶片与轮盖摩擦、膨胀端密封失效以及转子动不平衡。
3 解决措施及实施效果
在2016年7月的机组大修中,更换了膨胀端密封垫片(材质更换为改性聚四氟乙烯)、喷嘴支撑环、以及转子(包含主轴和增压端叶轮、膨胀端叶轮)。备用转子返厂修复,派专人前往高速动平衡厂家监督检验整个动平衡工作,确保达到技术要求。
在实施以上改进措施以后,该进口膨胀机于2016年7月15日进行了试车,各项参数均符合设计要求(见表3)。
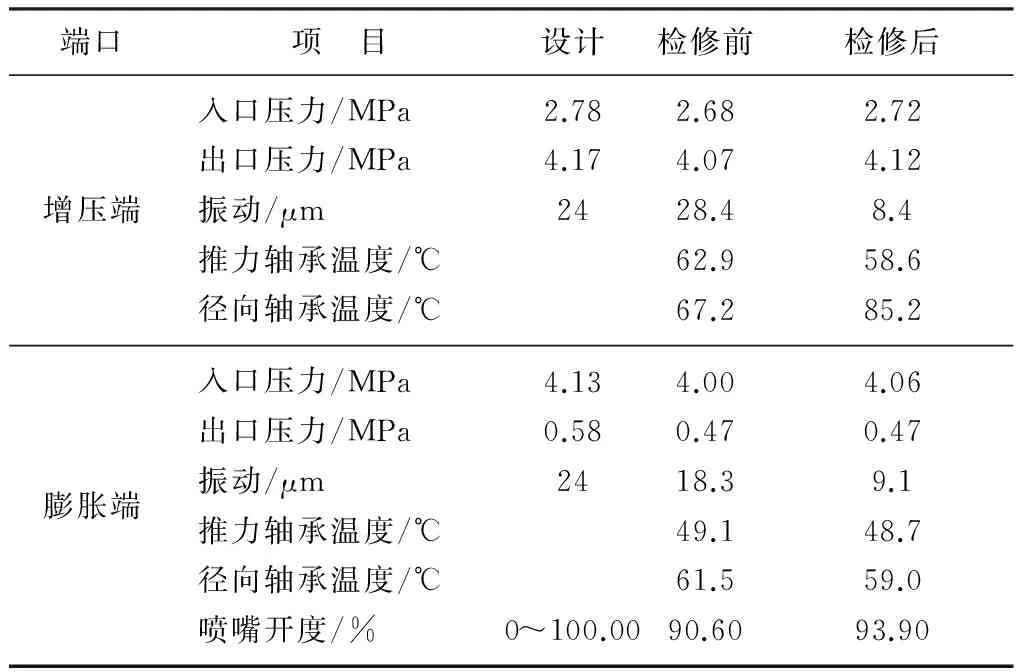
表3 改进后进口膨胀机试车参数
4 结语
经过2016年7月的大修,针对空分装置进口膨胀机增压端轴颈振动较大的问题,找出了引起轴颈振动大的主要因素,并有针对性的进行了改进,最终使得该故障得到彻底解决,为装置的平稳运行提供了强有力的支撑。
参考文献
[1] 韩捷,张瑞林.旋转机械故障机理及诊断技术[M].北京:机械工业出版社,2010.
[2] 韩清凯,于晓光.基于振动分析的现代机械故障诊断原理及应用[M].北京:科学出版社,2010.
[3] 何磊.冷箱及膨胀机试车运行情况分析[J].氮肥技术,2008,29(4):25- 27.
[4] 钱忠义,李进.大型合成氨装置中空分设备的改造[J].化肥工业,1998,25(3):39- 43.
[5] 姜亮,朱亚东,徐建,等.低温余热发电系统中涡轮膨胀机的优化研究[J].节能技术,2012,30(5):400- 404.
猜你喜欢
水泵技术(2021年3期)2021-08-14 02:09:26
经济技术协作信息(2018年15期)2019-01-23 07:05:26
经济技术协作信息(2018年20期)2019-01-19 02:56:40
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
制造技术与机床(2017年6期)2018-01-19 02:40:54
电镀与环保(2017年1期)2017-02-27 08:02:24
工业设计(2016年7期)2016-05-04 04:02:45
设备管理与维修(2016年6期)2016-03-16 02:22:09
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30