
金属增材制造研究现状与问题分析
2018-05-18 05:22刘继常
电加工与模具 2018年2期
刘继常
(1.湖南大学机械与运载工程学院,湖南长沙410082;2.长沙嘉程机械制造有限公司,湖南长沙410082)
增材制造俗称“3D打印”,它是把实体的3D模型文件通过计算机转换成STL文件(或直接)进行分层切片,并形成扫描路径,计算机根据扫描路径向机器发出指令,把材料逐层堆积融合,最终形成一个实体零件或原型[1];然后把零件或原型从基板上除下来并进行后处理后进行使用。一般的增材制造过程见图1[2]。本文将对增材制造中的金属增材制造工艺进行研究分析。

图1 通常的增材制造流程
1 国内外研究现状及发展动态
1.1 单工艺金属增材制造
增材制造自20世纪80年代问世以来,经历了30多年的发展,出现了多种金属增材制造工艺[1-17],包括:粉末床熔融、能量直接沉积、薄片叠层制造、金属熔融三维直写、粘结剂喷射成形、液体金属挤出成形等,如图2~图7所示。其中,粘结剂喷射成形、液体金属挤出成形还处于实验室阶段,尚未出现商业系统;而粉末床熔融、能量直接沉积已是当前商业化最好的金属增材制造工艺。能量直接沉积工艺的材料又分为粉末和丝材,其中激光直接沉积(熔覆)材料以粉末为主,而电子束、电弧直接沉积工艺一般选用丝材作为沉积材料。此外,金属熔融三维直写工艺用丝材作为成形材料,且目前金属熔融三维直写和液体金属挤出成形工艺只能成形熔点较低的金属材料。

图2 金属粉末床增材制造工艺

图3 能量直接沉积工艺

图4 薄片叠层成形工艺
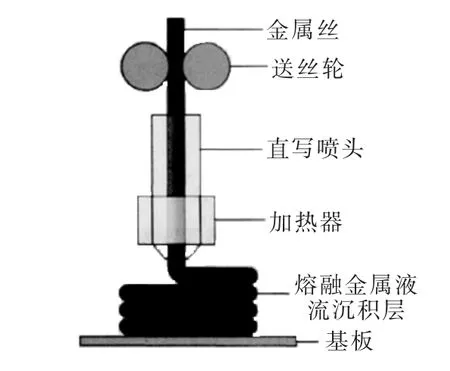
图5 金属熔融三维直写
目前,金属增材制造工艺最常用的二种工艺为金属粉末床激光熔融(选区激光熔化)和金属粉末激光直接沉积(激光熔覆)。国内的华中科技大学、西北工业大学、北京航空航天大学、华南理工大学、西安交通大学、清华大学、南京航空航天大学、湖南大学等高校及中科院、航空总公司、航天总公司所属科研院所和大型企业都进行了大量研究;国际上,美国密歇根大学、伊利诺伊大学、南卫理公会大学、桑地亚国际实验室、比利时鲁汶大学、英国利兹大学、英国利物浦大学、新加坡国立大学、日本大阪大学、德国亚琛工业大学、德国弗朗和夫射线研究所、EOS公司等高校、科研院所和大型企业也进行了大量研究,这两种工艺已在生物医疗、航空航天、模具制造等多个领域得到了应用[18-45]。

图6 粘结剂喷射成形

图7 液体金属挤出成形
近年来,用金属丝材进行增材制造的工艺不断兴起。例如:美国NASA Langley Research Center的M Taminger等开发了电子束直接沉积丝材成形系统[10];美国 University of Kentucky的 Yuming Zhang等提出了气体金属电弧焊工艺成形金属零件[11-12],如图3b、图3c所示;国内也开发了金属熔融三维直写技术,也是用丝材作为成形材料(图5)。
1.2 复合工艺金属增材制造
上述几种工艺都是单一能源且单一成形工件的增材制造工艺。为了提高制件质量、节约能源、提升效率,研究人员又提出了一些复合工艺。例如:华中科技大学张海鸥、英国Cranfield University的Colegrove等提出了能量沉积+连续微锻压复合直接金属制造方法(图8)。据文献报道,该复合工艺能提高制件致密度,并已在飞机上有所应用[46-49]。
目前的研究热点之一是激光+热丝复合增材制造工艺。例如:美国Chalmers University of Technology提出了机器人激光+金属热丝复合沉积工艺(图9)[5,50];清华大学采用侧向送电阻加热的丝材+激光熔覆(沉积)的方法,对马氏体沉淀硬化的不锈钢件进行修复[51];美国南卫理公会大学实时在线检测了侧向送电阻加热的丝材+激光熔覆(沉积)过程,其试验装置中除了侧向送电阻加热的丝材+激光熔覆系统外,用一个绿色激光束侧向照射熔池,一个CCD在另一侧接收绿色激光与熔池作用后发射的信号(图 10)[52]。

图8 能量沉积+连续微锻压复合直接金属制造

图9 机器人激光+金属热丝复合沉积

图10 激光+金属热丝复合沉积及其检测装置示意图
2 金属增材制造存在的问题
众所周知,增材制造有一些独特的优点,相对于其他金属零件制造工艺,增材制造适用于生产复杂程度中度或高度的零件,但只适合于制造少量的零件(图11)[5-6]。目前,由于金属增材制造还存在一些缺点,主要表现为:制件质量缺陷、成本过高、效率太低,所以在实际生产中的应用还很少。

图11 增材制造与其他金属制造工艺生产能力比较
2.1 制件质量问题
制件质量问题包括二个方面:制件质量缺陷和工艺过程不稳定而导致的质量不稳定。
(1)质量缺陷
增材制造的金属零件存在的主要质量缺陷为致密度不高、裂纹与变形、表面粗糙及精度不高。致密度不高的缺陷主要发生在以粉末为材料的增材制造零件中,用丝材增材制造的零件致密度较好。图12是选区激光熔化(粉末床熔融)的Ti-6Al-4V零件的两个截面及其孔洞[53-54]。可看出,在零件不同截面上都出现了一些孔洞,产生的原因主要有两种:第一种为加热过度,金属液温度过高,气化形成金属气体,由于来不及排出而滞留在零件中,导致孔洞的出现(图12c);第二种为加热不够,一些金属粉末不能熔化或与其接触的材料(前一道熔覆带或基板)不能融合,也导致孔洞的出现(图12d)。
所有的金属增材制造工艺都存在着相同程度的制件可能产生变形与裂纹的问题[1,2,4,7,45,54,55]。 变形与裂纹来源于成形过程中产生的内应力,而产生内应力的根源是温度梯度不合理。如图13所示,不同温度梯度导致的裂纹形成与破坏程度有所不同[55]。
所有的增材制造工艺成形的金属零件表面都比机械加工的零件表面粗糙。在现有的金属增材制造工艺中,相对而言,选区激光熔化(金属粉末床熔融)的零件表面粗糙度值较小,可达Ra5 μm以下,经表面喷丸处理后,表面粗糙度值会更低;能量直接沉积的零件表面粗糙度值较大,有时甚至会超过Ra100 μm。
关于金属增材制造的制件尺寸精度,相对而言,选区激光熔化(金属粉末床熔融)的零件精度较高,误差小至25 μm,而能量直接沉积的零件精度较低;同轴送丝或送粉工艺的制件形状、尺寸精度比侧向供料的高,激光直接沉积的制件精度表面质量比其他能量沉积的都好[5]。
(2)工艺过程不稳定
所有的金属增材制造工艺都存在或多或少的过程不稳定问题。但相比较而言,以粉末为材料的增材制造工艺过程的不稳定现象更严重。
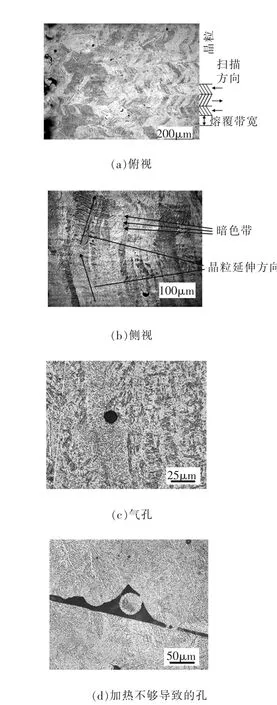
图12 选区激光熔化(粉末床熔融)Ti-6Al-4V零件

图13 不同温度梯度导致的裂纹形成与破坏
如图14所示,在送粉激光熔覆 (激光直接沉积)工艺过程中,通常因为某个工艺参数的波动,导致工件表面状态恶化,如果不能及时补偿、修正,将进一步导致工艺过程无法继续进行,甚至使工件报废[55]。因此,如何检测、控制工艺过程十分重要。

图14 送粉激光熔覆(激光直接沉积)过程不稳定的问题
就选区激光熔化(金属粉末床熔融)工艺而言,球化是最常出现的问题(图15)。一旦在成形过程中出现球化现象,问题就会越来越严重,铺粉动作会受阻,成形工艺将无法继续进行[25,56,57]。
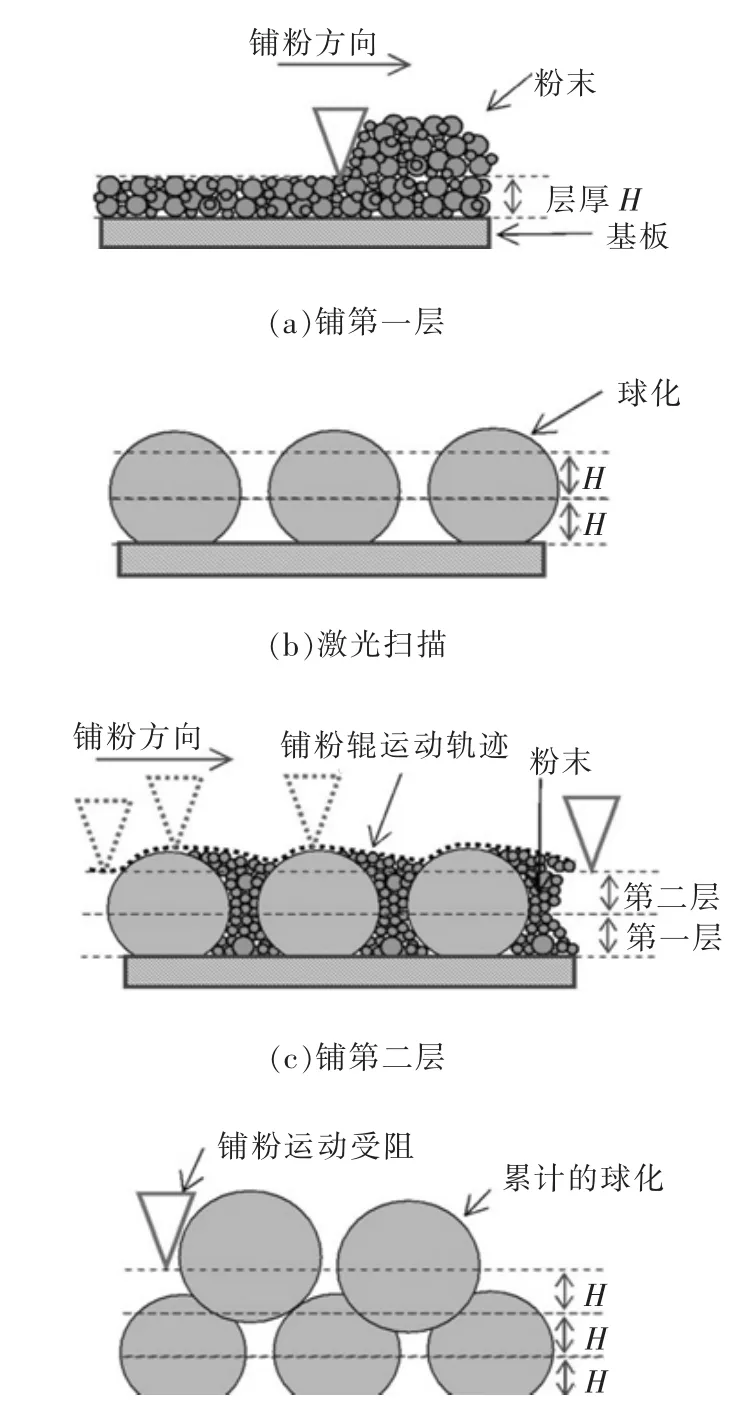
图15 球化累积阻碍铺粉
2.2 成本过高
金属增材制造的成本包括设备等固定成本及运行成本。金属增材制造设备价格相对昂贵,进口的金属粉末床熔融设备最少也超过100万元,通常可达400万元左右;激光直接沉积(熔覆)设备也需200万元左右。目前,激光器价格下跌,特别是500~1000 W光纤激光器价格下跌很大,使整套设备成本也相应降低。但因为其他重要部件价格仍较高,所以金属增材制造设备价格还是相对昂贵。
运行成本主要包括材料、辅助材料、水电消耗、人工等。金属粉末的价格比一般型材贵10倍左右,而丝材的价格仅约粉末的一半。辅助材料主要为保护气体,运行时间越长,消耗越大。水电消耗与设备的电光转化效率、运行功率、运行时间等有关。在作为能源的激光器中,以光纤激光器(半导体激光器因为光斑模式问题而较少应用于增材制造)的电光转化效率最高;若直接用电作为加热能源,则能源利用率最高。人工不仅包括增材制造作业人工,还包括前后处理人工。目前,增材制造作业及前后处理的时间都较长,从而使辅助材料、水电消耗、人工等成本升高,加之材料价格昂贵,所以金属增材制造运行成本高。
2.3 生产效率低
目前的金属增材制造效率还很低。除去增材制造前后处理时间,成形一个零件一般需要几小时,有时需要几十天。这么长的成形时间,不仅降低了效率、增加了成本,对设备也是一个严峻的考验。
在常用的金属增材制造工艺中,选区激光熔化(金属粉末床激光熔融)的效率最低,每小时的成形体积仅为5~20 cm3。相对而言,同一种工艺,用丝材成形的效率较高。效率最高的是丝材的能量直接沉积增材制造工艺,每小时可成形超过2500 cm3[5]。
3 结束语
经过30多年的发展,已涌现了不少金属增材制造工艺,根据不同的能源、不同形态的材料、不同的供料方式,可将其分为多种类型,并出现了复合增材制造工艺。对比以金属粉末为成形材料的增材制造工艺和以金属丝为成形材料的增材制造工艺,前者尺寸精度和表面质量较好,材料利用率和生产效率较低。由于受到激光器等价格下降的影响,增材制造设备成本也有所降低,但质量和效率两大问题依旧没有解决。从金属增材制造的发展历程看,为了进一步推广应用,必须开发全新的工艺。
参考文献:
[1]NARKHADE S S,RATHI M G.Additive manufacturing of metals:A Review[J].Journal of Advances in Science and Technology,2017,13(1):253-258.
[2]GIBSON I,ROSEN D W,STUCKER B.Additive manufacturing technologies rapid-prototyping to direct digital manufacturing[M].Springer US,2010.
[3]ZHANG Y i,WU Linmin,GUO Xingye,et al.Additive manufacturing of metallic materials:A Review[J].Journal of Materials Engineering and Performance,2018,27(1):1-13.
[4]DEBROY T,WEI H L,ZUBACK J S,et al.Additive manufacturing of metallic components-Process,structure and properties [J].Progress in Materials Science,2018,92:112-224.
[5]DING Donghong,PAN Zengxi,CUIURI D,et al.Wirefeed additive manufacturing of metal components:technologies, developments and future interests[J].International Journal of Advanced Manufacturing Technology,2015,81(1-4):465-481.
[6]LEVY G N,SCHINDEL R,KRUTH JP.Rapid manufacturing and rapid tooling with layer manufacturing(LM)technologies,state of the art and future perspectives[J].CIRP Annals,2003,52(2):589-609.
[7]HERZOG D,SEYDA V,WYCISK E,etal.Additive manufacturing of metals[J].Acta Materialia,2016,117:371-392.
[8]SEIFIM,SALEM A,BEUTH J,etal.Overview of materials qualification needs for metal additive manufacturing[J].JOM,2016,68(3):747-764.
[9]STRONG D,SIRICHAKWAL I,MANOGHARAN G P,et al.Currentstate and potentialofadditive-hybrid manufacturing for metal parts [J].Rapid Prototyping Journal,2017,23(3):577-588.
[10]TAMINGER M,RBERT M,HAFLEY R A,et al.Electron beam freeform fabrication for cost effective near-net shape manufacturing[J].NATO AVT,2006,139:16-1.
[11]ZHANG Yuming,CHEN Yiwei,LI Pengjiu,et al.Weld deposition-based rapid prototyping:a preliminary study[J].Journal of Materials Processing Technology,2003,135(2-3):347-357.
[12]XIONG Jun,LEI Yangyang,CHEN Hui,et al.Fabrication of inclined thin-walled parts in multi-layer single-pass GMAW-based additive manufacturing with flat position deposition[J].Journal of Materials Processing Technology,2017,240:397-403.
[13]杨东霞,单忠德,王永威,等.金属熔融三维直写工艺研究[J].铸造技术,37(10):2165-2168.
[14]刘炜,单忠德,戎文娟,等.金属熔融三维直写喷头结构优化研究[J].铸造技术,37(6):1261-1264.
[15]单忠德,杨立宁,戎文娟,等.熔融堆积3D打印成形金属件层间结合研究[J].机械设计与制造,2016(8):135-137.
[16]THOMPSON D A.Binder jet additive manufacturing
[17]LADD C,SO J H,MUTH J,et al.3D Printing of free standing liquid metalmicrostructures [J].Advanced Materials,2013,25(36):5081-5085.
[18]KRUTH J P,FROYEN L,VAERENBERGH J V,et al.Selective laser melting of iron-based powder[J].Journal of Materials Processing Technology,2004,149 (1-3):616-622.
[19]SHI D,GIBSON I.Improving surface quality of selective laser sintered rapid prototype parts using robotic finishing[J].Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture,2000,214(3):197-203.
[20]BADROSSAMAY M,CHILDS T H C.Further studies in selective laser melting of stainless and tool steel powders[J]. International Journal of Machine Tools and Manufacture,2007,47(5):779-784.
[21]LU L,FUH J Y H,CHEN Z D,et al.In situ formation of TiC composite using selective laser melting[J].Materials Research Bulletin,2000,35(9):1555-1561.
[22]ABE F,OSAKADA K,SHIOMI M.The manufacturing of hard tools from metallic powders by selective laser melting[J].Journal of Materials Processing Technology,2001,111(1-3):210-213.
[23]付立定,史玉升,章文献,等.316L不锈钢粉末选择性激光熔化快速成形的工艺研究 [J].应用激光,2008,28(2):108-111.
[24]王迪,杨永强,吴伟辉.光纤激光选区熔化316L不锈钢工艺优化[J].中国激光,2009,36(12):3233-3239.
[25]张晓博,党新安,杨立军.选择性激光熔化成形过程的球化反应研究[J].激光与光电子学进展,2014(6):127-132.
[26]宋长辉,杨永强,叶梓恒,等.基于选区激光熔化快速成型的自由设计与制造进展 [J].激光与光电子学进展,2013(8):229-234.
[27]SLM Solutions GmbH.The Product Instruction of SLM500 HL.München:SLM Solutions GmbH,2014.
[28]EOS GmbH.The Product Instruction of EOS M290.München:EOS GmbH,2014.
[29]OSAKADA K,SHIOMI M.Flexible manufacturing of metallic products by selective laser melting of powder[J].International Journal of Machine Tools and Manufacture,2006,46(11):1188-1193.
[30]YADROITSEV I,BERTRAND P,SMUROV I.Parametric analysis of the selective laser melting process[J].Applied Surface Science,2007,253(19):8064-8069.
[31]ENGELI R,ETTER T,HÖVEL S,et al.Processability of different IN738LC powder batches by selective laser melting[J].Journal of Materials Processing Technology,2016,299:484-491.
[32]何兴容,杨永强,吴伟辉,等.选区激光熔化快速制造个性化不锈钢股骨植入体研究 [J].应用激光,2009,29(4):294-297.
[33]顾冬冬,沈以赴.基于选区激光熔化的金属零件快速成形现状与技术展望[J].航空制造技术,2012(8):32-37.
[34]刘继常,李力钧.激光熔覆成形金属薄壁结构的试验研究[J].机械工程学报,2004,40(10):185-188.
[35]HOFMEISTERW,WERTM,SMUGERESKYJ,etal.Investigation of solidification in the laser engineered net shaping(LENSTM)process[J].JOM,1999,51(7):1-6.
[36]MILEWSKIJ O,LEWIS G K,THOMAD J,et al.Directed light fabrication of a solid metal hemisphere using 5-axis powder deposition [J].Journal of Materials Processing Technology,1998,75(1-3):165-172.
[37]MAZUMDER J,CHOI J,NAGARATHNAM K,et al.The direct metal deposition of H13 tool steel for 3-D components[J].JOM,1997,49(5):55-60.
[38]LIN X,YUE T M,YANG H O,et al.Laser rapid forming ofSS316L/Rene88DT graded material [J].Materials Science and Engineering:A,2005,391(1-2):325-336.
[39]王茂才,刘湘生,王烈炯.烟机涡轮盘和叶片的损伤分析与激光随形熔铸重建[J].金属热处理,2002,27(10):17-21.
[40]钟敏霖,宁国庆,刘文今,等.激光快速柔性制造金属零件基本研究[J].应用激光,2001,21(2):76-78.
[41]张永忠,席明哲,石力开,等.激光快速成形316L不锈钢研究[J].材料工程,2002(5):22-25.
[42]宋建丽,邓琦林,胡德金,等.激光熔覆成形316L不锈钢组织的特征与性能 [J].中国激光,2005,32(10):1441-1444.
[43]LONG Risheng,LIU Weijun,XING Fei,et al.Numerical simulation ofthermalbehavior during laser metal deposition shaping[J].Transactions of Nonferrous Metals Society of China,2008,18(3):691-699.
[44]LABUDOVIC M,HU D,KOVACEVIC R.A three dimensionalmodelfor direct laser metal powder deposition and rapid prototyping[J].Journal of Material Science,2003,38(3):35-49.
[45]陈静,林鑫,王涛,等.316L不锈钢激光快速成形过程中熔覆层的热裂机理 [J].稀有金属材料与工程,2003,32(3):183-186.
[46]ZHANG Haiou,WANG Xiangping,WANG Guilan,et al.Hybrid direct manufacturing method of metallic parts using deposition and micro continuous rolling[J].Rapid Prototyping Journal,2013,19(6):387-394.
[47]ZHANG Haiou,WANG Rui,LIANG Liye,et al.HDMR technology for the aircraft metal part[J].Rapid Prototyping Journal,2016,22(6):857-863.
[48]WILLIAMS S W,MARTINA F,ADDISON A C,et al.Wire+Arc Additive Manufacturing[J].Materials Science and Technology,2016,32(7):641-647.
[49]COLEGROVE P A,COULES H E,FAIRMAN J,et al.Microstructure and residual stress improvement in wire and arc additively manufactured parts through highpressure rolling [J].JournalofMaterialsProcessing Technology,2013,213(10):1782-1791.
[50]HERALIC A.Monitoring and control of robotized laser metal-wire deposition[M].Göteborg:Chalmers University of Technology,2012:13-14.
[51]WEN Peng,FENG Zhenhua,ZHENG Shiqing.Formation quality optimization oflaserhotwire cladding for repairing martensite precipitation hardening stainless steel[J].Optics and Laser Technology,2015,65:180-188.
[52]LIU Shuang,LIU Wei,HAROONI M,et al.Real-time monitoring of laser hot-wire cladding of Inconel 625[J].Optics and Laser Technology,2014,62:124-134.
[53]THIJS L,VERHAEGHE F,CRAEGHS T,et al.A study of the microstructuralevolution during selective laser melting of Ti-6Al-4V[J].Acta Materialia,2010,58(9):3303-3312.
[54]ZHAI Y,GALARRAGA H,LADOS D A.Microstructure,static properties,and fatigue crack growth mechanisms in Ti-6Al-4V fabricated by additive manufacturing:LENS and EBM[J].Engineering Failure Analysis,2016,69:3-14.
[55]LIU Jichang,LI Lijun.In-time motion adjustment in laser cladding manufacturing process for improving dimensional accuracy and surface finish of the formed part[J].Optics and Laser Technology,2004,36(6):477-483.
[56]YAP C Y,CHUA C K,DONG Z L,et al.Review of selective laser melting:Materials and applications[J].Applied Physics Reviews,2015,2(4):041101.
[57]吴伟辉,杨永强,王迪.选区激光熔化成型过程的球化现象 [J].华南理工大学学报 (自然科学版),2010,38(5):110-115.
猜你喜欢
航天制造技术(2022年2期)2022-05-16
合成树脂及塑料(2022年2期)2022-04-08
热喷涂技术(2022年3期)2022-02-07
世界有色金属(2021年5期)2021-06-13
昆钢科技(2021年1期)2021-04-13
铝加工(2020年3期)2020-12-13
南昌大学学报(工科版)(2020年4期)2020-03-09
制造技术与机床(2019年9期)2019-09-10
表面工程与再制造(2019年1期)2019-05-11
光学精密工程(2016年3期)2016-11-07
