
CVD金刚石涂层工艺对硬质合金立铣刀铣削CFRP性能的影响
2018-05-11 01:06杨小璠李友生李凌祥沈志煌
金刚石与磨料磨具工程 2018年2期
杨小璠, 李友生, 李凌祥, 王 珏, 沈志煌
(1. 集美大学 机械与能源工程学院, 福建 厦门361021)(2. 厦门金鹭特种合金有限公司, 福建 厦门361100)
碳纤维增强树脂基复合材料(CFRP) 具有轻质、高强度、抗疲劳、耐腐蚀和可设计性强等优异性能,被广泛应用于航天、航空、汽车、能源等领域[1]。一般CFRP制件的成形主要采用近净成形技术,但成形后因精度要求或装配需要,常需进行铣削加工。CFRP属于典型的难加工材料:加工过程中,高硬度、低导热性的碳纤维增强相会严重磨损刀具,同时切削区的局部高温会加速刀具刃口磨损;铣削后材料易产生毛刺、撕裂、分层等加工缺陷[2]。传统的硬质合金铣刀已不能满足其加工要求,需增加耐磨涂层。金刚石薄膜因硬度高、导热率高及摩擦系数低等优点,成为制作CFRP刀具耐磨涂层的理想材料[3]。
化学气相沉积(CVD)金刚石涂层刀具的制备原理是在一定的温度与压力下,使含碳的反应源气体分解后生成碳自由基,在硬质合金刀具基体表面生长出金刚石薄膜。由于其制备过程不受刀具形状限制,涂覆后刀具可以直接使用,适用于制备复杂形状的刀具如铣刀、钻头等。有关金刚石涂层刀具铣削CFRP的应用,国内外专家学者在CVD沉积工艺参数、刀具基体表面预处理、切削参数以及铣削方式等方面开展了相应的研究[4-8]。目前尚未见到不同金刚石涂层工艺对硬质合金刀具切削CFRP性能影响的相关报道。
我们在研究CFRP的切削加工特点的基础上,有针对性地开发了3种硬质合金基体相同、涂层工艺和薄膜结构不同的金刚石涂层铣刀,并在相同切削条件下用3种刀具加工CFRP;对金刚石涂层立铣刀的使用寿命和刀具磨损机理进行分析,研究不同金刚石薄膜结构对刀具铣削CFRP性能的影响,寻找合适的涂层工艺,以推动解决CFRP的切削加工难题。
1 金刚石涂层立铣刀的制备
试验选用Cemecon金刚石涂层设备(如图1所示,型号:CC800/9 Dia),在相同的硬质合金刀具基体上沉积3种不同涂层工艺特点的CVD金刚石薄膜。
刀具基体材料为6%(质量分数)Co,其余为WC;刀具规格为φ6 mm×15 mm×50 mm(刃径×刃长×全长),4齿、右螺旋角40°、圆周前角5°、圆周后角10°。
刀具涂层工艺参数如表1所示。

图1 Cemecon金刚石涂层设备

序号涂层工艺涂层时间T/h涂层膜厚t/μmsp3键数量占比a粗晶工艺 228~10约97%b细晶工艺 228~10约90%c复合晶工艺228~10约94%
注:所有涂层均为CVD金刚石涂层。
图2所示为3种不同涂层工艺下金刚石薄膜的表面形貌SEM图。从图2中可以看出:图2a中粗晶金刚石涂层表面呈块状结构,晶粒尺寸2~4 μm,金刚石颗粒间的结合处有微小间隙;图2b中细晶金刚石涂层表面呈球形结构,由更细小的球形结构簇聚而成,平均颗粒尺寸1~2 μm,金刚石颗粒间的结合比粗晶涂层上金刚石颗粒间的结合更致密;图2c中复合晶金刚石

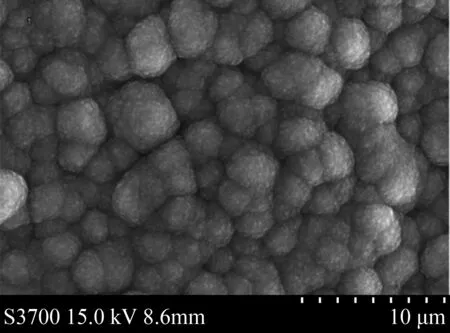

(a) 粗晶金刚石涂层表面形貌(b) 细晶金刚石涂层表面形貌(c) 复合晶金刚石涂层表面形貌图2 不同涂层工艺下金刚石薄膜的表面形貌SEMFig. 2 SEMs of diamond film deposited at different parameters
涂层是由粗晶金刚石和细晶金刚石交叉生长而成,其晶粒结构表现为椎体结构,大晶粒之间填充小晶粒,减少晶粒间的间隙,形成非常致密的复合晶金刚石涂层。用拉曼光谱检测3种不同薄膜中金刚石的成分和含量,发现粗晶金刚石涂层中sp3结构的金刚石成分达97%左右,细晶金刚石涂层中sp3结构的金刚石成分约90%,复合晶金刚石涂层的则介于两者之间[9]。
2 试验条件
试验工件材料选用厚度为7.7 mm的T700碳纤维树脂基复合材料,层铺方式为[0°/90°/±45°],碳纤维体积分数约为65%。铣削试验在福裕立式加工中心QP2033-L上进行,刀柄BT40-KMC32-105,试验刀具如图3所示。

图3 试验中使用的铣刀
试验加工条件如表2所示,当立铣刀的圆周刃后刀面磨损量超过0.1 mm即停止切削试验。试验后选用Keyence光学显微镜(型号:VK-X100)和扫描电子显微镜(型号:S-3700N)观察刀具后刀面的磨损形貌并测量磨损量VB。

表2 碳纤维复合材料的铣削加工条件
3 试验结果与分析
图4所示为3种刀具侧铣碳纤维复合材料时刀具后刀面的磨损曲线。从图4中可以看出:随切削长度的增加,细晶金刚石涂层的立铣刀后刀面磨损最快,其次是粗晶金刚石涂层铣刀,复合晶金刚石涂层铣刀的后刀面磨损最慢。以铣刀圆周刃后刀面平均磨损量VB=0.1 mm为刀具磨钝标准。在达到磨钝标准时,细晶金刚石涂层铣刀的切削距离为85 m,粗晶金刚石涂层铣刀的切削距离为100 m,复合晶金刚石涂层铣刀的切削距离可达135 m。相同切削条件下,复合晶金刚石涂层铣刀的使用寿命最长,约为粗晶金刚石涂层铣刀的1.35倍、细晶金刚石涂层铣刀的1.59倍。
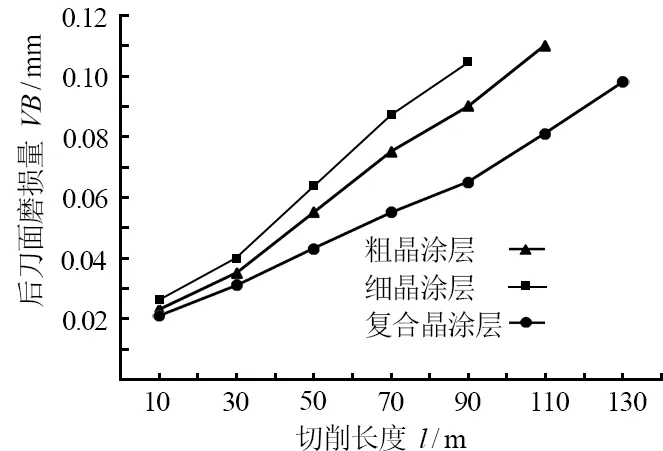
图4 刀具后刀面的磨损曲线
图5所示为复合晶金刚石涂层硬质合金立铣刀在不同切削距离时圆周刃后刀面的磨损形貌。从图5中可以看出:当切削距离为30 m时,后刀面的磨损不明显,仅有金刚石涂层磨损,未露出硬质合金基体;切削距离达70 m时,露出硬质合金基体;当切削距离为100 m时,被磨掉的金刚石涂层范围不断扩大,刃口处

(a)切削距离L=30m(b)切削距离L=70m(c)切削距离L=100m(d)切削距离L=135m图5 复合晶金刚石涂层铣刀的圆周刃磨损形貌Fig.5Toolwearmorphologyofcompound-diamondcoatedtool
硬质合金基体的磨损痕迹越来越明显,整个磨损带比较均匀;切削距离达到135 m时,磨损带宽度越来越大,磨损痕迹清晰,磨损形式以磨粒磨损为主,刀具达到磨钝标准。
图6所示分别为细晶和粗晶金刚石涂层立铣刀磨钝时圆周刃后刀面磨损形貌,其磨损区域同样可观察到高硬度碳纤维颗粒在被磨掉金刚石涂层后的硬质合金基体上滑擦时留下的机械犁沟。[10]

(a)细晶金刚石刀具(L=85m)(b)粗晶金刚石刀具(L=100m)图6 磨钝后涂层刀具的圆周刃后刀面磨损形貌Fig.6Wearmorphologyofflankofcoatedtoolswhenworn
图7所示为3种不同金刚石涂层工艺的硬质合金立铣刀后刀面磨损SEM照片。
从图7中可以观察到:金刚石涂层工艺不同,刀刃处裸露的硬质合金基体与后刀面磨损区之间的边界涂层磨损形式也不同。图7b中细晶金刚石涂层工艺裸露的硬质合金基体宽度最宽,基体与后刀面磨损区交界的边界涂层磨损非常均匀,在后刀面磨损区可以发现明显的碳纤维颗粒与涂层摩擦的痕迹;图7a和图7c中粗晶和复合晶工艺裸露的硬质合金基体宽度较小,基体与后刀面磨损区间的边界涂层并不是均匀磨损,边界涂层均存在微崩现象,后刀面磨损区的碳纤维颗粒与涂层摩擦的痕迹比图7b轻微。
细晶金刚石涂层立铣刀的边界涂层磨损均匀主要是由于该涂层的结构由1~2 μm的细晶金刚石颗粒所构成,sp3值仅为90%左右,涂层的硬度相对较低,耐磨性较差。在切削过程中涂层受力均匀,呈现出均匀磨损形式。粗晶金刚石涂层分布的金刚石晶粒尺寸较大,同时涂层的sp3值可达97%左右,涂层硬度较高,耐磨性较好,粗晶工艺对应的刀具裸露出的硬质合金基体宽度更窄。
随切削进行,由于粗晶涂层的晶界明显、晶粒之间有微小间隙,切削过程中持续受到摩擦冲击,容易发生涂层微崩刃,导致基体与后刀面磨损区间的边界涂层并不是均匀磨损。复合晶金刚石涂层工艺的sp3值为94%左右,涂层中同时分布着粗粒度的金刚石颗粒和细粒度的金刚石颗粒,细晶粒填充在粗颗粒间,形成更牢固的椎体结构。复合晶涂层工艺有效提高了涂层耐磨性的同时兼顾了涂层的抗冲击性能,从而保证了刀具更高的切削寿命。
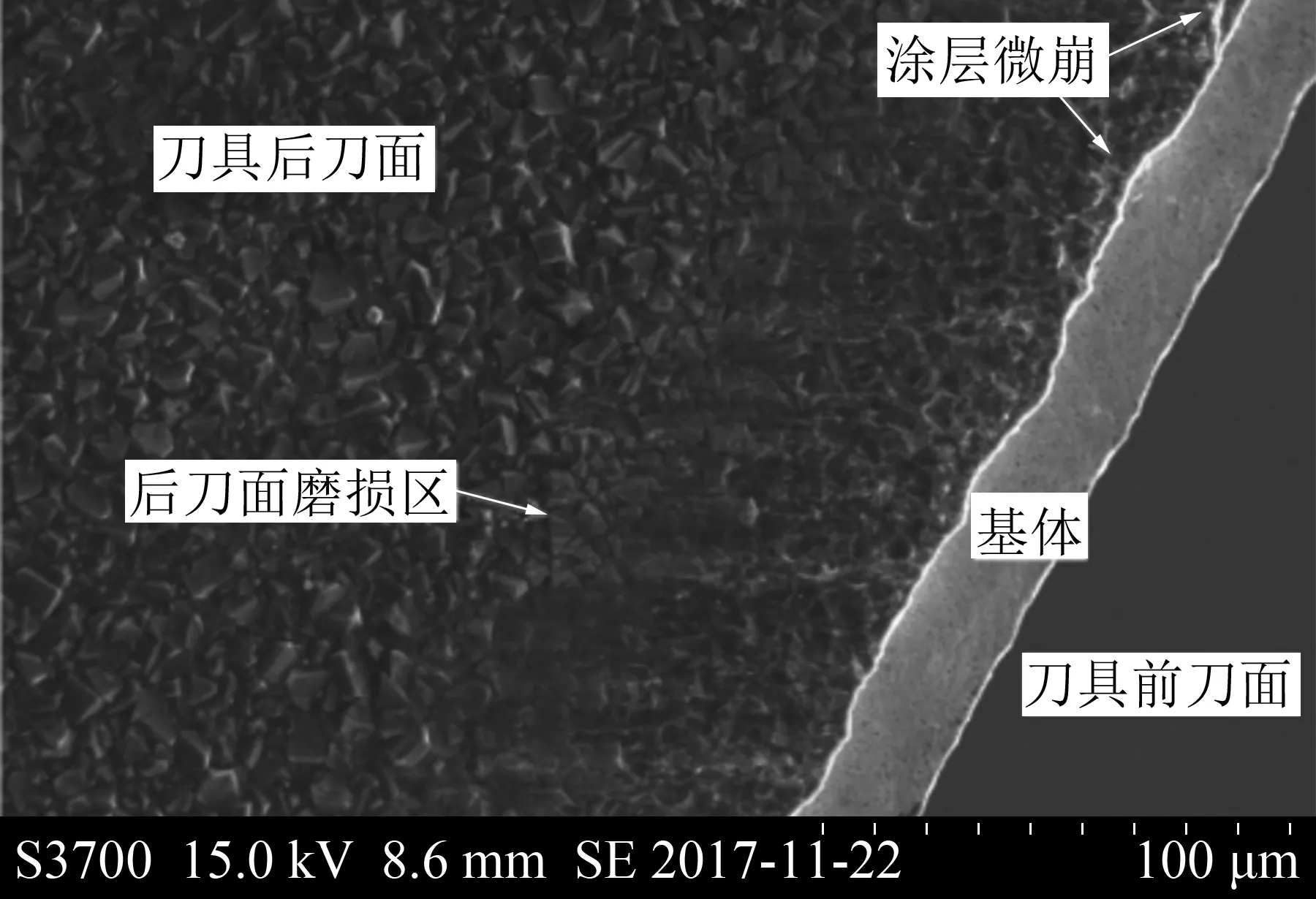
(a) 粗晶金刚石涂层刀具
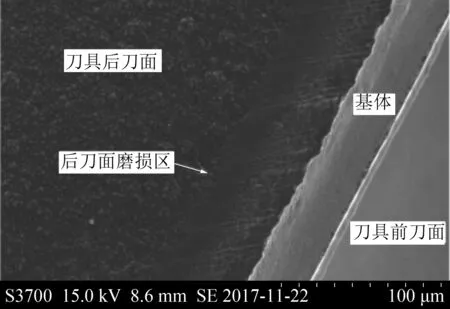
(b) 细晶金刚石涂层刀具

(c) 复合晶金刚石涂层刀具
4 结论
在相同的硬质合金立铣刀基体上,分别制备了粗晶、细晶、复合晶3种不同涂层工艺的CVD金刚石薄膜。
(1)通过扫描电镜观察:粗晶金刚石涂层表面晶粒呈块状结构;细晶金刚石涂层表面晶粒呈球形结构;复合晶金刚石涂层表面晶粒呈锥体结构。
(2)粗晶金刚石涂层硬度高,耐冲击,但晶界明显,易产生涂层微崩;细晶金刚石涂层结构致密,但硬度较低;复合晶金刚石涂层结合了粗晶和细晶工艺的优点,耐磨性最优。
(3)在相同的切削条件下对碳纤维复合材料进行铣削加工试验,复合晶工艺的金刚石涂层铣刀使用寿命最长,约为粗晶金刚石涂层铣刀的1.35倍、细晶金刚石涂层铣刀的1.59倍,更适合于碳纤维复合材料的铣削加工。
参考文献:
[1] 苏飞. 碳纤维增强复合材料切削加工技术及其应用研究 [D] . 南京: 南京理工大学, 2015: 11-17.
SU Fei. The cutting process technology and its application of carbon fiber-reinforced plastic [D]. Nanjing: Nanjing University of Science & Technology, 2015: 11-17.
[2] 何耿煌, 李凌祥, 程程, 等. 工件材料可切削性对可转位硬质合金刀具加工经济性影响规律研究 [J]. 金刚石与磨料磨具工程, 2017, 37(6): 62-69.
HE Genghuang, LI Lingxiang, CHENG Cheng, et al. Research on the influence of the machinability of work-piece material on the economic performance of index-able cemented carbide tool [J]. Diamond & Abrasives Engineering, 2017, 37(6): 62-69.
[3] 周井文, 陈燕, 傅玉灿, 等. 进给速度对不同纤维方向CFRP铣削表面形貌的影响 [J]. 复合材料学报, 2015, 32(2): 370-377.
ZHOU Jingwen, CHEN Yan, FU Yucan, et al. Influence of feed speed on surface morphology of CFRP with different fiber directions during milling [J]. Acta Materiae Compositae Sinica, 2015, 32(2): 370-377.
[4] 徐银超, 陈浩, 曾滔, 等. 切削参数对碳纤维复合材料制孔质量的影响 [J]. 硬质合金, 2016, 33(5): 336-341.
XU Yanchao, CHEN Hao, ZENG Tao, et al. Influence of process parameters on drilling quality of CFRP materials [J]. Cemented, 2016, 33(5): 336-341.
[5] 何耿煌, 李凌祥, 邹伶俐, 等. 亚微观倒棱切削刃对硬质合金刀片切削性能的影响特性研究 [J]. 金刚石与磨料磨具工程, 2017, 37(3): 46-54.
HE Genghuang, LI Lingxiang, ZOU Lingli, et al. Influence characteristic of submicroscopic chamfering cutting edge on the cutting property of cemented carbide insert [J]. Diamond & Abrasives Engineering, 2017, 37(3): 46-54.
[6] TOMES C D, HEANEY P J, SUMANT A V, et al. Analyzing the performance of diamond-coated micro end mills [J]. International Journal of Machine Tools and Manufacture, 2009, 49(7): 599-612.
[7] HE Genghuang, LIU Xianli, WEN Xiao, et al. An investigation of the destabilizing behaviors of cemented carbide tools during the interrupted cutting process and its formation mechanisms [J]. The International Journal of Advanced Manufacturing Technology, 2017, 89(5-8): 1959-1968.
[8] 何耿煌, 吴冲浒, 刘献礼, 等. 断续切削过程硬质合金可转位刀片破损行为研究 [J]. 金刚石与磨料磨具工程, 2015, 35(3): 10-16.
HE Genghuang, WU Chonghu, LIU Xianli, et al. Research on damage behavior of cemented carbide indexable insert in intermittent cutting process [J]. Diamond & Abrasives Engineering, 2015, 35(3): 10-16.
[9] 邓福铭, 陈立, 邓雯丽, 等. 微/纳米金刚石复合涂层刀具的制备及切削试验 [J]. 人工晶体学报, 2015, 44(10): 2728-2733.
DENG Fuming, CHEN Li, DENG Wenli, et al. Preparation of micro/nano diamond composite coating tools and cutting tests [J]. Journal of Synthetic Crystals, 2015, 44(10): 2728-2733.
[10]张建国. 高性能金刚石涂层制备及其在CFRP钻削中的应用研究 [D]. 上海: 上海交通大学, 2014: 18-22.
ZHANG Jianguo. Study on the fabrication of high-performance diamond coatings and their application in CFRP drilling [D]. Shanghai: Shanghai Jiao Tong University, 2014: 18-22.
猜你喜欢
山东冶金(2022年4期)2022-09-14
中国机械工程(2022年16期)2022-09-03
模具制造(2019年10期)2020-01-06
中外文摘(2019年19期)2019-11-12
制造技术与机床(2019年9期)2019-09-10
组合机床与自动化加工技术(2019年6期)2019-07-01
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年3期)2017-06-23
伴侣(2017年6期)2017-06-07
凿岩机械气动工具(2016年1期)2016-11-11
