新型高速五轴联动叶轮加工机床大件结构设计
2018-05-07 08:12郭聪聪
机械制造与自动化 2018年2期
郭聪聪
(上海拓璞数控科技有限公司,上海 201111)
0 引言
五轴机床是装备制造业的重要工作母机,高档数控机床与基础制造装备被我国列为《国家中长期科学和技术发展规划纲要(2006—2020)》16个重大专项之一。高速、高精度、高刚度的五轴联动机床在航空航天、汽车、新能源、科研和高精医疗设备等领域有着极其重要的应用。但是,由于五轴机床的运动环节多,其精度、刚度等指标一直制约着五轴机床的推广应用[1]。本项目是针对叶轮的加工而研发设计的五轴联动加工中心,并为提高其精度刚度以及运行速度等指标开展了一系列的研究工作。
1 机床结构的总体设计
1.1 整体布局
五轴机床有双摆头、单摆头、单回转台和双回转台等构型[2],本文研究的五轴加工中心为龙门式双回转台结构,且主要针对叶轮的加工,将刀库置于龙门两立柱之间,如图1所示。该结构占用空间较小,结构紧凑,主要由电主轴、双回转台、机床箱体、刀库等结构组成。电主轴功率15kW,最高转速40 000r/min,适合铝合金的高速加工。双回转台实现旋转轴A、C轴的联动,均采用力矩电机直接驱动,减少传动间隙。安装在龙门立柱上方的十字滑台带动刀具箱体及刀具实现x、y方向的运动,同时,刀具可以直线上下移动,即为z轴,形成3个直线轴。

1—龙门立柱;2—刀库;3—十字滑板;4—主轴箱滑板; 5—电主轴箱体;6—双回转台;7—机床底座图1 机床整体结构图
设计时将机床的刀库、双回转台等结构组件全部置于机床箱体上,机床箱体采用多筋板中空结构,在满足机床刚度的前提下,尽量减轻质量。3个直线轴的运动分别由3个伺服电机通过滚珠丝杆完成,2个回转运动由力矩电机完成。采用自动供油方式,定时润滑机床的摩擦面。进给机构均有限位控制装置,机床工作安全可靠。
1.2 机床刀库的设计
机床采用内藏式刀库(图2),根据加工情况任意选择刀具[3]。刀库置于龙门立柱之间,以减小机床的整体尺寸,节省空间距离。在电机驱动下,刀库本身具有旋转运动,将待使用的刀具转送至前端,同时,因气缸的作用,刀库整体在置于机床底座的线轨上沿y轴来回移动,将待换刀具移动至主轴下方合适的位置,实现送刀的动作,且换刀速度较快,无需机械手。刀库为推出式,配置自动门。
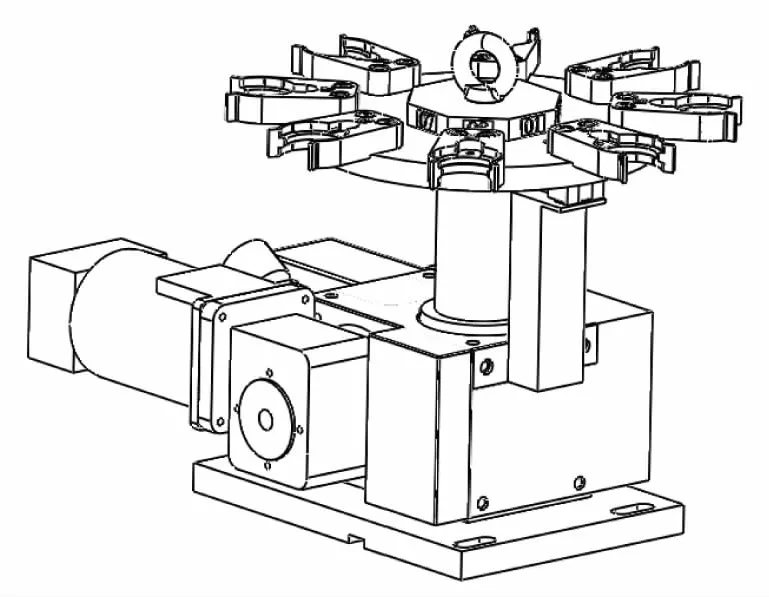
图2 机床刀库示意图
机床刀库最多可配置8把刀具,钢制刀爪,使用精密分割器做刀具分隔,换刀精度高,结构简单,容易实现换刀动作,换刀时间8s,最大刀重3kg,满刀时最大刀径90mm,临空时最大刀径160mm,最大刀长150mm。
1.3 旋转运动结构的设计
机床的双回转台结构如图3所示。

1—摇篮固定座;2—中心轴;3—转台底座; 4—回转工作台;5—圆光栅;6—力矩电机 图3 双回转台结构示意图
机床的2个回转运动均在工件上实现,使刀具始终垂直于工件加工表面,实现复杂曲面的高精度加工,两摇篮座之间的跨距较大,以增大加工空间。回转工作台使用全力矩电机驱动,实现两部分动作,即由绕z轴的回转运动,形成C轴,以及绕x轴的摆动,形成A轴,且没有中间传动环节,转动精度较高[4]。
在转台内部,使用高精度编码器,同时,配置P2级的专用转台轴承,保证回转精度和重复定位精度。工作台尺寸210mm,最大承重30kg,主轴端面至工作台中心的最小距离85mm。A轴采用双驱动方式,最大速度50m/min,最大转矩710N·m,定位精度6″,重复定位精度4″。C轴最大速度100m/min,最大转矩251N·m,定位精度6″,重复定位精度4″。A、C轴的角加速度均为210rad/s2,轴径向跳动均达到0.005mm。
1.4 机床床身结构的设计
在龙门立柱上(图4),十字滑台的移动为x轴移动,主轴箱滑板的前后运动为y轴运动,在x轴的线轨上,使用3个滑块以承受主轴箱(图5)和十字滑板等较大质量的部件。同时,使用双螺母丝杆,脱片式联轴器,保证结构件可以高速运动,同时还能够保证移动精度和速度。在设计主轴箱滑板方面,设计多筋板以减小机床在运动过程中的变形,在满足强度的情况下,尽量减小工件的质量,从而减小惯量,提高机床的响应速度。

图4 龙门立柱示意图
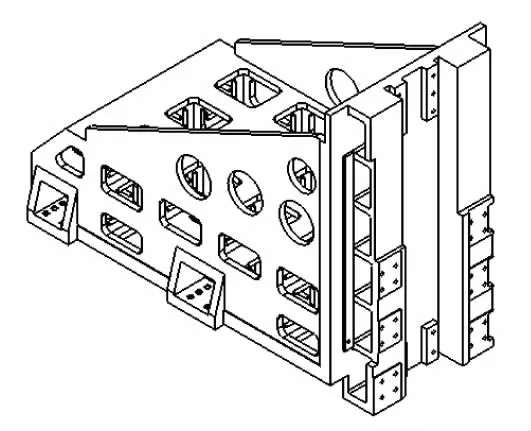
图5 主轴箱滑板示意图

图6 十字滑板示意图
本文设计的五轴加工中心,是自主研发的高速五轴加工中心,x、y、z轴快速移动速度为60m/min,为了达到较小的间隙,设计双螺母结构,同时为了提高其刚性,使用脱片式联轴器。直线轴的运动均采用交流伺服电动机,配置光栅尺进行实时反馈调节,保证较高的精度。
在机床整体设计过程中,主轴箱体、龙门立柱和十字滑板结构中通过使用加强筋,有效地增加了各结构件的刚度,并应用ANSYS有限元软件对其进行了受力分析,了解其受力变形状况。
十字滑板通过线轨与横梁接触,前后分别有3个滑块,立柱承受的总质量约为600kg。当机床的主轴箱滑板运动至y轴正向极限位置时,机床的主轴箱滑板、主轴箱和电主轴等构件总质心位于龙门立柱前端,以十字滑板的支反力计算,并将主轴箱等部件的惯性力考虑在内。
以龙门立柱的计算为例,受力如图7所示。
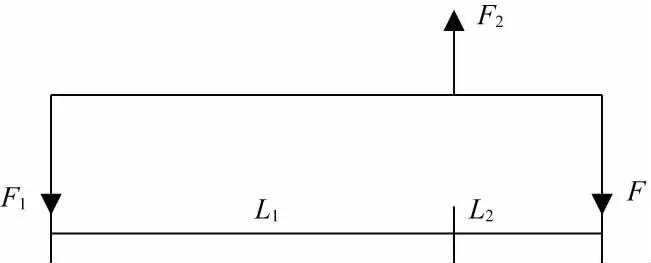
图7 机床立柱受力图
其中,L1=400mm,L2=167mm,G=6 000N,F3为惯性力,F3=2 250N
带入数据计算得:

F2:后面3个滑块的支撑力
立柱和十字滑板之间通过导轨滑块接触(面接触),接触面积为3 960mm2。
前面3个滑块受力:12 519N;均布载荷计算:1 053 787Pa(有限元分析输入条件);
前面3个滑块受力:4 269N;均布载荷计算:359 343Pa(有限元分析输入条件)。
使用ANSYS有限元软件对立轴箱、龙门立柱和十字滑板进行受力分析,受力图及变形图如图8-图10所示。
通过变形图可以看出,主轴箱的后端几乎没有变形,而前端和电机连接部分呈弧形向机床y轴正方向倾斜,最大变形位于主轴箱上端与电机座连接部分,变形量0.001 3mm,可以满足使用要求。机床的十字滑板受到主轴箱滑板给予的压力以及横梁给予的支力,使十字滑板的前端位置受剪,此处的变形也最大,变形值为0.003 2mm,也在允许变形范围内,可以使用。机床的龙门立柱变形较大位置位于横梁中间前部位置,向下弯曲,变形量0.010 5mm,变形量较大,容易造成加工零件的直线度不符合要求,需对龙门立柱进行改进。

图8 主轴箱变形图

图9 龙门立柱变形图
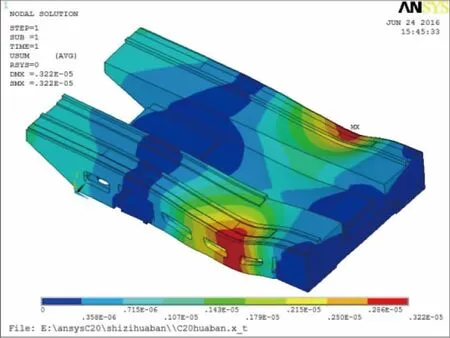
图10 十字滑板变形图
改进方案为:在变形较大位置沿x向以及底面各增加一块钢板,如图11、图12所示。
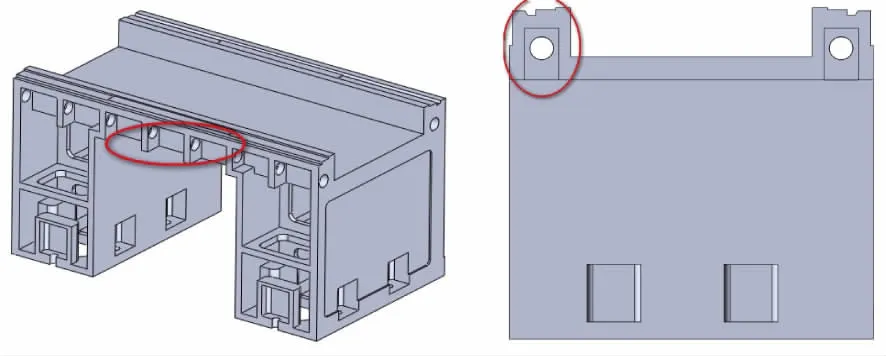
图11 立柱截面图(改进前)
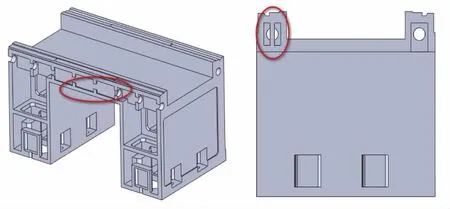
图12 立柱截面图(改进后)
对改进后的立柱进行受力分析,变形图如图13所示,应力图如图14所示。
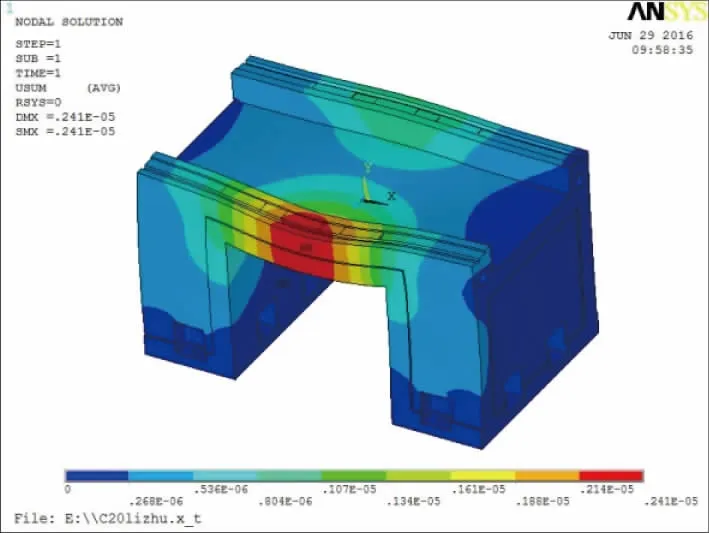
图13 立柱变形图
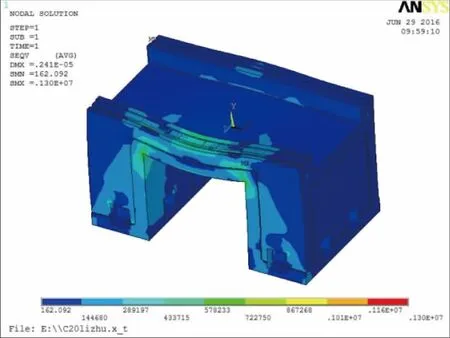
图14 立柱应力图
从图13中可以看出最大变形处在立柱前端中间的位置,变形量为0.002 41mm,变形较小在允许值范围内,可以使用。
机床整机如图15所示,所加工的零件如图16。

图15 机床实物图

图16 已加工叶轮图
通过对加工过程的观察,发现刚度较好,直径为50 mm的铝合金叶轮叶片加工时间约为3 min,对已加工好的叶片进行精度及表面粗糙度检测,叶缘加工精度0.05 mm,五轴叶片和倒角表面粗糙度Ra0.8,叶片加工精度0.1 mm,中心孔与轮背垂直度0.005 mm,形位精度很高,机床的动平衡为0.039 g,工具系统跳动量0.002 mm,均达到预期目标,证明本文设计的五轴机床能够满足高精高速的质量要求。
2 结语
为了达到高速高精度加工叶轮的目的,设计了新型五轴联动加工中心,经装配调试达到预期的加工效果,且加工可靠,运行平稳。
参考文献:
[1] 张惠敏. 五轴联动数控机床的设计[J]. 机床与液压,2010,38(8):8-10.
[2] 崔建昆,范灏,奚伟辰,等. 五轴联动数控工具磨床工作台运动方案与结构设计[J]. 机械工程与自动化,2011(4):209-211.
[3] 周建东. 加工中心盘式刀库的设计[J]. 工艺与装备,2007(8):83-85.
[4] 刘新宇. 五轴数控机床回转工作台的设计[J]. 工艺与装备,2009(6):99-101.
猜你喜欢
文史春秋(2022年4期)2022-06-16
数学大王·趣味逻辑(2021年3期)2021-03-10
河北书画研究(2020年1期)2021-01-18
湖北农机化(2020年19期)2020-12-14
文苑(2019年24期)2020-01-06
制造技术与机床(2019年8期)2019-09-03
汽车观察(2018年12期)2018-12-26
数学大世界(2018年1期)2018-04-12
棋艺(2016年6期)2016-11-14
中国火炬(2014年8期)2014-07-24