新型螺旋换热器柱板自动焊接机的研究
2018-04-27 00:42庞海文曲兴田
长春大学学报 2018年2期
庞海文,曲兴田
(1.长春大学 机械与车辆工程学院,长春 130022;2.吉林大学 机械科学与工程学院,长春 130000)
近几年,我国对国外的换热器市场进行了一定的实地考察,发现板式换热器的竞争力呈不断上升趋势,但是管壳式换热器在各个国家中仍然占有较大的比重,约为总量的3/5[3]。螺旋换热器的开发设计正在飞速地发展,但是对其生产工艺进行研究后发现,定距柱的焊接大都采用人工焊接,生产效率低,且容易发生虚焊和焊穿。该新型自动焊接机是实现定距柱从筛选、运送到焊接的一整套自动化设备,不仅使螺旋换热器的生产效率大大提高,同时解决了虚焊和焊穿的问题,使其质量得到保证。
1 电阻焊的理论分析
1.1 电阻焊的基本原理
电阻焊接通过从电极流向焊接母材的电流使连接部位本身产生焦耳热量,从而使结合部位温度上升,多数情况下温度会上升到融化状态。此时,基本不适用熔接辅助材料。在这期间,通常两电极会持续对木材加压,从而使木材产生塑性变形,使得表面紧密连接,生成牢固的接合部。在对接焊中,在焊接的最后会产生一个被叫做顶锻压力的突然增大的压力。由于母材到电极间热传导而使产生的热量被转移,所以,接合部位的温度会上升。如图1所示,在接合部位出现的温度分布可以产生最高的温度(进行薄板点焊时,在焊接结束之前,90%以上的热量都已经转移)。焊接电流、通电时间以及电极加压力被称为电阻焊接的三大条件。在电阻焊中,这些条件互相作用,具有非常紧密的联系。

图1 接合部的温度分布
1.2 焊接电流的峰值和实效值
按照焦耳定律对电阻焊接所产生的热量进行计算:
Q=I2Rt,
式中:Q为产生的热量(J),I为焊接电流(A),R为电极间电阻(Ω),t为焊接时间(s)。
其中,电极间电阻包括工件本身电阻Rw,两工件间接触电阻Rc,电极与工件间接触电阻Rew。
R=2Rw+Rc+2Rew
直流电源中,t秒钟内在电阻R上导通的直流电流I的发热量为Q=I2Rt,发热量与电流的2次方有关。
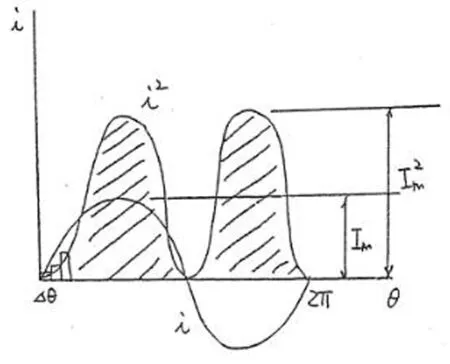
图2 实效值的计算方法示意图

1.振动筛选机构 2.龙门架 3.焊接机构 4.床身 5.焊枪横向移动机构 6.定距柱推送机构 7.定距柱输送机构图3 螺旋换热器柱板自动焊接机样图


因此,实际对发热量产生作用的电流值,是通过焊接电流值测量得到的实效值。
2 螺旋换热器柱板自动焊接机的研究
2.1 螺旋换热器柱板自动焊接机工作目的
螺旋换热器中螺旋板的厚度为4mm,宽度为1000mm,长度无固定要求,暂取2000mm,材料为Q235。定距柱为高度20mm,直径10mm的圆柱销,材料为45钢。
本机需要将定距柱筛选出来,并通过输送机构以及推送机构精确地送到焊枪正下方,然后控制焊枪通过电阻焊的方式将定距柱焊接到螺旋板上。
2.2 螺旋换热器柱板自动焊接机工作机构
图3为螺旋换热器柱板自动焊接机的机构图。本机床身高度875mm,横向宽度为2280mm,长度方向无固定要求,暂取2000mm。龙门架高度1490mm,横向宽度2880mm。
2.3 螺旋换热器自动柱板焊接机工作原理

图4 螺旋换热器柱板自动焊接机工作框图
图4为螺旋换热器柱板自动焊接机的工作框图。振动盘1将定距柱筛选、运送到定距柱输送机构7的齿形带的U型槽内,定距柱输送机构7将定距柱运送到指定位置之后停止传送,定距柱推送机构6的纵向气缸开始推动后板,后板推动夹持器的后臂,该后臂推动两个前臂,两个前臂的前行使L型夹持臂夹紧定距柱,之后,在纵向气缸的推动下继续前行,直至焊枪的正下方,并通过定距柱挡块限位,电阻焊枪工作,把定距柱焊接在螺旋板上,横向气缸可以用来调节电阻焊枪的位置。
图5为振动筛选机构样图。振动盘通过电磁振动器,使定距柱在螺旋轨道中由低到高运动,到达顶端的出料轨道,尔后掉到出料内管中。振动盘出料轨道末端装有对射型传感器,用以控制掉落定距柱的个数。出料口前端由于在工作中与推送机构中的前板发生干涉,所以出料口外套筒内装有弹簧,使得前端可以上下运动。

101.振动盘 102.振动盘出料轨道 103.对射型光电传感器 104.出料口支撑座 105.出料内管 106.出料口外套筒 107.出料口前端图5 振动筛选机构样图
图6为定距柱输送机构样图。齿形带由交流伺服电机带动,上面贴有带U型槽的胶块,只有当出料口处的定距柱掉入U型槽内,才可被运动的齿形带带出,并运送到指定位置。

701.交流伺服电机 702.弹性柱销联轴器 703.齿轮轴 704.大齿轮 705.小带轮 706.齿形带 707.U型槽 708.大带轮 709.轴承座 710.张紧轮图6 定距柱输送机构样图
图7为定距柱推送机构样图。夹持器夹持定距柱的阶段后板被纵向气缸推送向前,前板在弹簧锁的作用下静止不动,夹紧后气缸继续施加推力,前板才和后板、夹持器一起向前运动。夹持器撤回时,前板在弹簧锁控制下先静止,当完全松开后,气缸继续施加拉力,将其拽回。

601.纵向推送气缸 602.前板 603.后板 604.弹簧锁 605.定距柱夹持器图7 定距柱推送机构样图

301.焊枪上气缸 302.电阻焊枪 303.定距柱挡块外套筒 304.定距柱挡块图8 焊接机构样图
图8为焊接机构样图。在定距柱推送机构推送之前,定距柱挡块先下降与螺旋板接触。推送机构将定距柱送至电阻焊枪正下方后,电阻焊枪下降压紧定距柱,压力值由上气缸的调压阀控制,使所有电阻焊枪的压紧力相同。9个电阻焊枪由两组焊接电源驱动,通电时间均相同。
图9为焊枪横向移动机构样图。为了达到相邻两排定距柱位置错开的要求,气缸推动焊枪的支撑板,使焊枪顺着滚动导轨移动60mm。配重板放置焊枪和支撑板倾倒,减小滑块的载荷。

501.龙门架横梁 502.滚动导轨 503.配重板 504.焊枪支撑板 505.横向气缸前端 506.横向推送气缸图9 焊枪横向移动机构样图
图10为焊接完成的效果图。相邻两排定距柱之间存在错位关系。

图10 焊接完成效果图
2.4 定距柱夹持器的L型夹持臂的有限元分析
图11为定距柱夹持器样图。我们对L型夹持臂在工作中受到的最大夹紧力进行计算,并利用Solid Works分析了在这一力作用下它的应力分布以及微小形变。

60501.L型夹持臂 60502.夹持器前臂 60503.夹持器后臂 60504.六角螺栓 60505.销钉图11 定距柱输送机构样图
由于出料口中弹簧最大形变所形成的弹力的分力,使得两个纵向进给气缸的推力约为62N。一次至少8个夹持器工作,所以每个夹持器受到的最大推力F0=7.75N。画出受力分析如图12所示。

(a)

(b)

(c)
如图(a)所示得:
2F1cos35°=F0,
在图(b)中,以A点为基点,力矩为0,可得:
F1×7.6=F2×13.5,
再由图(c)中所示,可得:
2Fcos70.5°=F2,
综上可得:F=4N。
求得上述力以后,建立了L型夹持臂的模型,并对其进行了网格的划分、边界类型的设定。设置其材料为45钢,两个面施加的法向力为4N,动画仿真后得出如图13所示的静应力和静态位移的分析图。
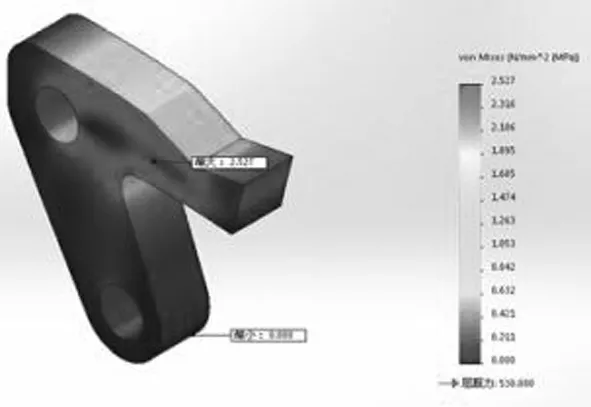
(a)
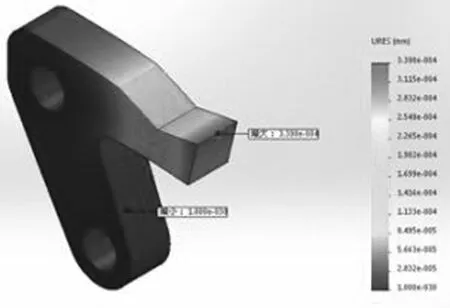
(b)
从图(a)中可以看出其最大应力为2.527MPa,向下逐渐减小。从图(b)中可以看出其最大形变为3.398×10-4mm。二者均在安全范围以内。
3 结语
螺旋换热器柱板自动焊接机通过振动筛选机构、定距柱输送机构、推送机构、焊接机构及焊枪横向移动机构的配合工作,实现定距柱的筛选和准确定位,使得螺旋换热器的生产效率及质量显著提高,并向自动化生产迈进。
参考文献:
[1] Muley A ,ManglikR M. Experimental Study of Turbulent Flow Heat and Pressure Drop in a Plate Heat Exchanger with Chevron Plates [J].Journal of Heat Transfer,1999(121):110-114.
[2] Kumar H .Condensation duties in Plate heat exchangers[R].Symposium on condenser:theory and Practice,1983.
[3] 黄庆军,任俊超,苏是,等.中国换热器产业现状及发展趋势[J].石油和化工设备,2010,13(1):5-8.
[4] Cho J G,Rim G H,Lee F C.Zero-Voltage and Zero-Current-Switching Full Bridge Pwm Converter with Secondary Active Clamp[J].IEEE PESC,1998,13(7):601-603.
[5] Watson R,Lee F C.Analysis,design,and experimental results of a 1-KWFB-ZVS-PWM converter employing magamp secondary side control[J].IEEE Applied Power Electronics Conference Proceedings,1998,45(5):806-814.
猜你喜欢
现代农机(2022年3期)2022-07-11
组合机床与自动化加工技术(2019年11期)2019-11-27
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
山东工业技术(2018年8期)2018-04-26
制造技术与机床(2017年2期)2017-05-04
科技创新导报(2016年9期)2016-05-14
重型机械(2016年1期)2016-03-01
焊接(2016年6期)2016-02-27
焊接(2016年6期)2016-02-27