
不同脉冲频率对A6N01铝合金焊接接头力学性能的影响
2018-04-17 13:05陈刚辉张向钧谭旺有
电焊机 2018年3期
陈刚辉,张向钧,谭旺有
(中车广东轨道交通车辆有限公司,广东江门529100)
0 前言
A6N01铝合金具有优异的可焊接性能和挤压性能,从而使生产薄壁宽截面长挤压板材成为可能。第四代铝合金铁路车辆采用A6N01铝合金中空挤压板材,使车辆具有双层外壳结构,内部无需加固件。与单层外壳车体结构相比,双层外壳结构改善了刚度、保温性能,降低了噪声,部件数量和人工工时都明显降低。因此,A6N01铝合金广泛应用于铁路车辆制造[1-5]。
脉冲MIG焊接因其熔滴过渡形态的可控性和间歇性,能够精确控制焊接过程中的热输入量,广泛应用于窄间隙、全位置、薄板等特殊焊接。本研究通过在相同热输入下改变MIG焊脉冲频率,研究其对A6N01接头性能的影响。
1 试验材料和方法
试验材料选用A6N01铝合金挤压型材,焊接材料为法国AIR LIQUIDE公司的φ1.2 mm ER5356焊丝。选用φ(Ar)99.999%作保护气体,气流量20~25 L/min。焊接设备采用IGM焊接机器人配Fronius-5000 MIG焊接电源。
A6N01S-T5焊接接头坡口形式示意如图1所示,实际焊接接头形式因板厚和单面坡口角度等原因,按照EN15085-3中的接头设计要求,允许有一定的装配误差。实际焊接工艺参数如表1所示。
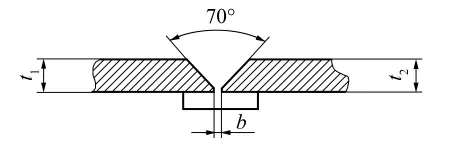
图1 A6N01S-T5脉冲MIG焊坡口形式示意
2 试验结果与分析
2.1 脉冲频率对抗拉强度的影响
不同脉冲频率焊接接头拉伸试样实际断裂位置如图 2 所示。脉冲频率 fx={0,1,2,3,4,5}Hz的焊接接头拉伸试样的编号分别为(0~5)-1~(0~5)-3,母材试样编号为M-2。由图2可知,焊接接头拉伸试样几乎都断裂在热影响区(HAZ)。
不同脉冲频率焊接接头的拉伸试验结果及各性能指标如表2所示。用焊接接头的抗拉强度除以母材的抗拉强度得到焊接接头的焊接系数K;焊接接头抗拉强度与伸长率的乘积为强塑积,是表征焊接接头强韧性水平的综合性能指标,其数值约等于焊接接头的拉伸曲线所包围的面积,表示铝合金焊接接头在拉伸试验过程中所吸收的能量或外力拉断试样时所做的功。不同脉冲频率焊接接头拉伸试验曲线如图3所示。
由表2和图3可知,母材抗拉强度为285MPa,远高于焊接接头,说明焊接接头比母材薄弱。1Hz的焊接接头抗拉强度平均值最高,2 Hz的最低,相差13 MPa。0 Hz的焊接接头断后伸长率平均值最高,2 Hz的最低。0 Hz的强塑积平均值最高,2 Hz的最低,说明0 Hz焊接接头的综合强韧水平最好,2 Hz的最差。1Hz的焊接接头强度系数平均值最高,2 Hz的最低。

表1 焊接工艺参数
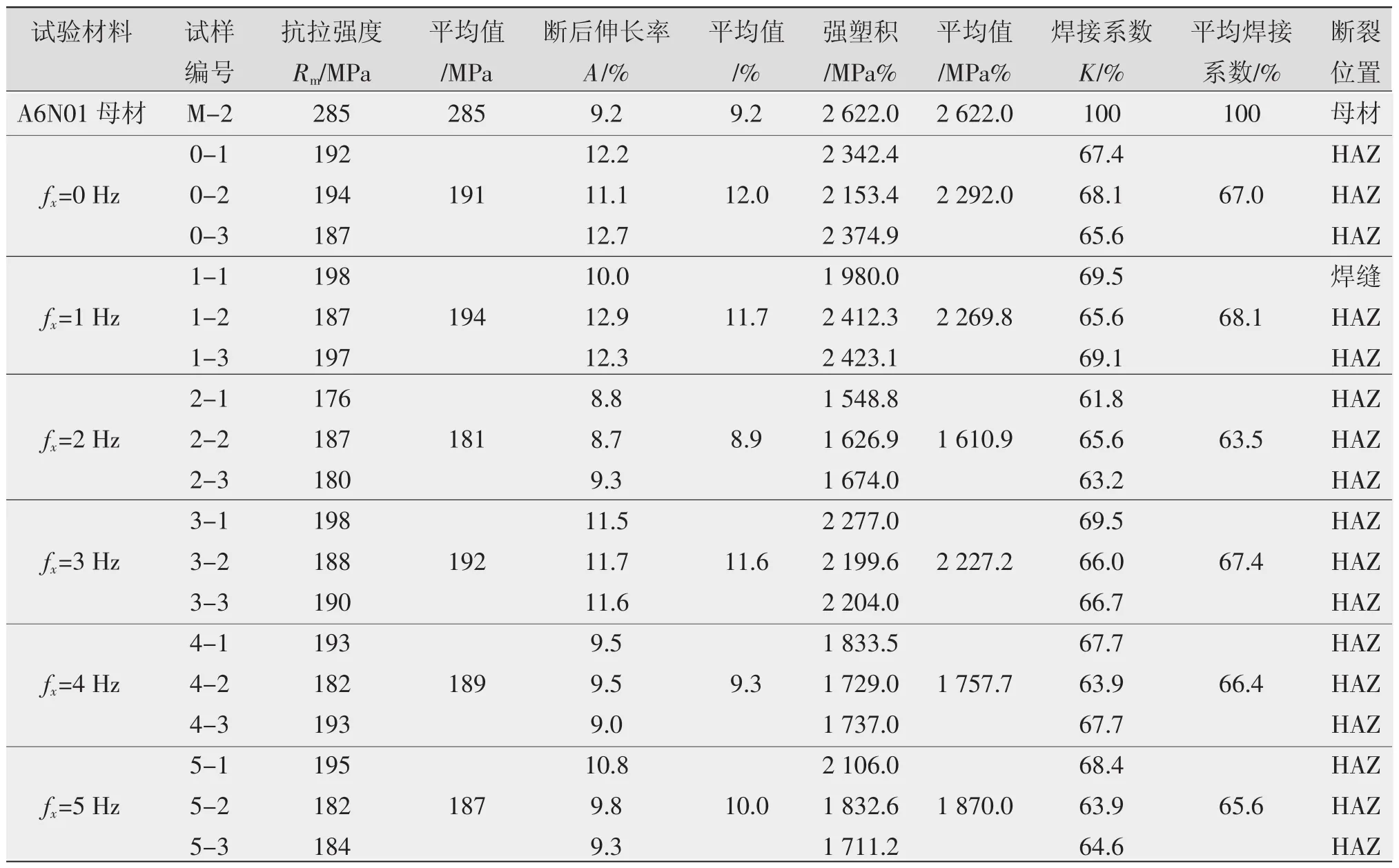
表2 焊接接头拉伸试验结果
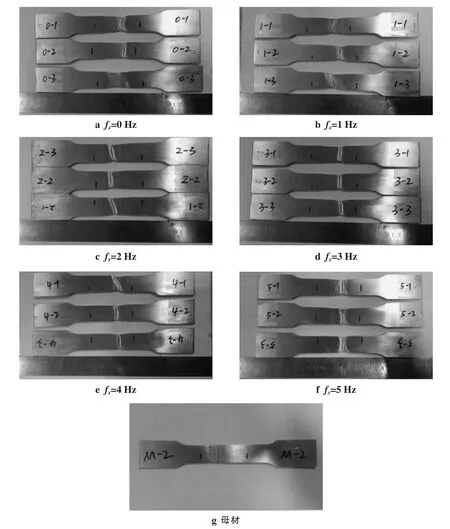
图2 不同脉冲频率焊接接头拉伸试样断裂位置
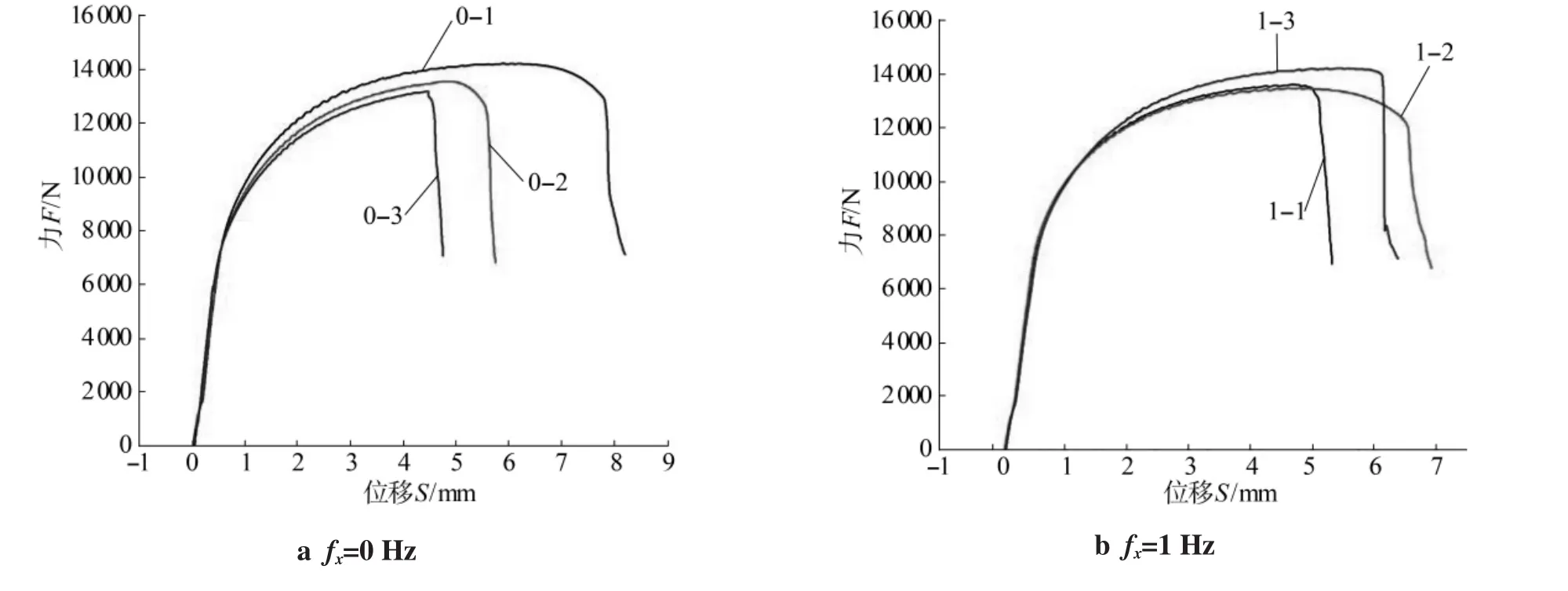

图3 不同脉冲频率焊接接头试样拉伸曲线
2.2 脉冲频率对显微硬度的影响
不同脉冲频率焊接接头的硬度分布曲线及比较如图4、图5所示。
不同脉冲频率焊接接头的硬度分布趋势基本相同,都是以焊缝为中心向两边近似对称分布,随着远离焊缝中心,硬度值呈现先增大后减小再增大的趋势。其中焊缝硬度值最低,为60~70 HV,这是因为Al-Mg焊丝的硬度较低。母材硬度最高,为100~110 HV,且分布较均匀。热影响区硬度值先降低后升高,呈现较大的梯度,硬度值高于焊缝,分布在65~95 HV之间,但低于母材。靠近焊缝侧的热影响区出现了最低硬度值,即热影响区出现了软化现象,在距离焊缝中心约7~12 mm处(黑色圆圈),不同脉冲频率的接头出现的位置不一致,同一焊接接头左右两边出现的位置也不一定对称。硬度和强度存在一定的对应关系,接头硬度的分布一定程度上也反映了强度在接头上的分布。

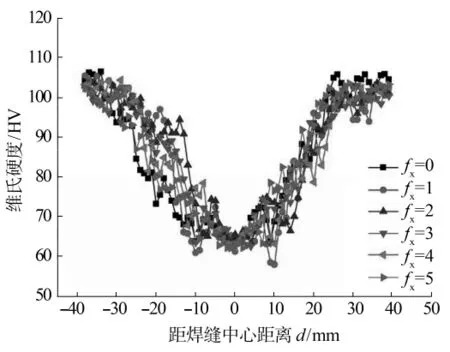
图4 不同脉冲频率焊接接头硬度分布曲线比较
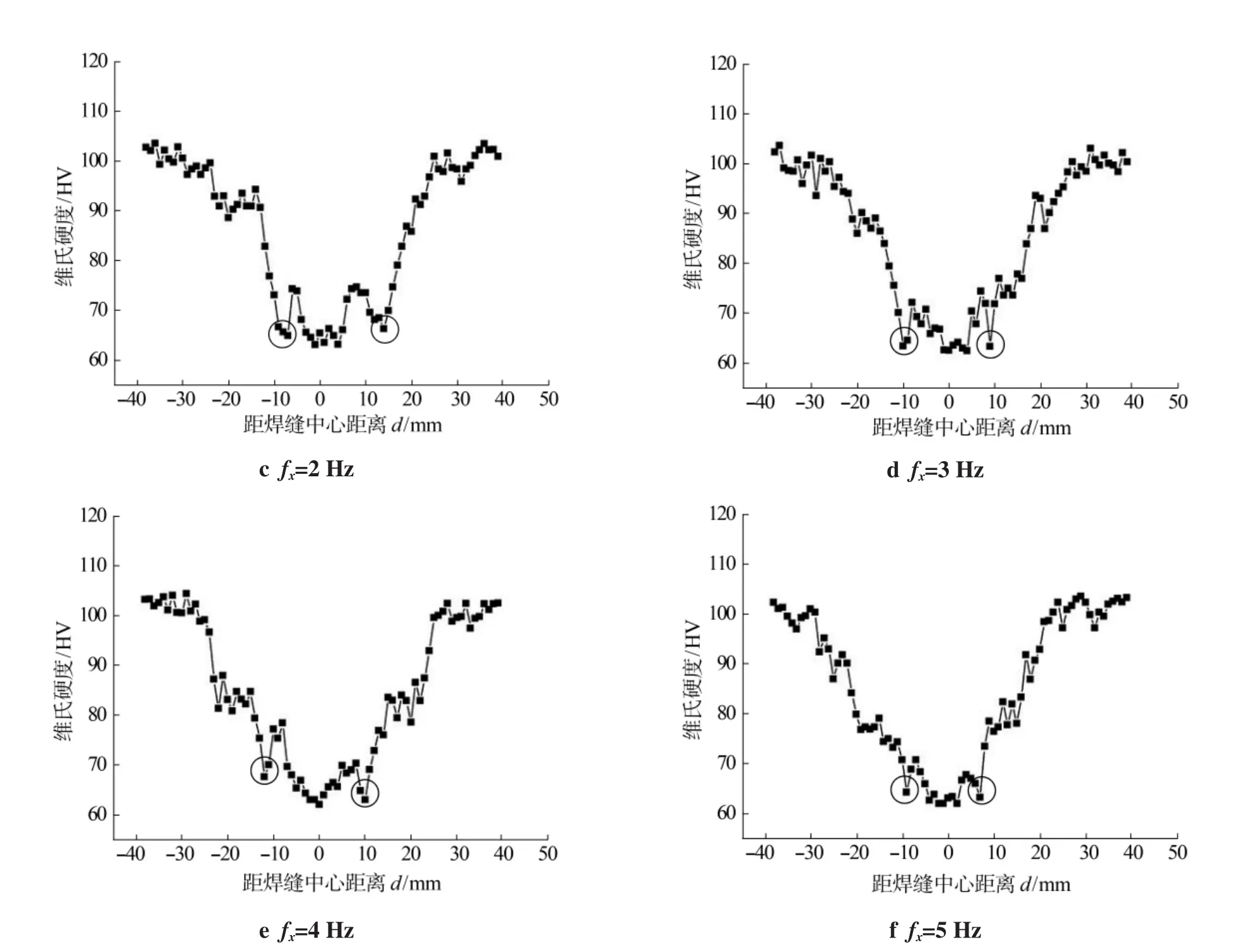
图5 不同脉冲频率焊接接头硬度分布曲线
3 结论
(1)1 Hz的焊接接头抗拉强度平均值最高,2 Hz的最低;0 Hz的焊接接头断后伸长率平均值最高,2 Hz的最低;0 Hz的强塑积平均值最高,2 Hz的最低,0 Hz的焊接接头的综合强韧水平最好,2 Hz的最低;1 Hz的焊接接头强度系数平均值最高,2 Hz的最低。所有拉伸试样基本断裂在热影响区,说明热影响区是整个铝合金焊接接头最薄弱的部位。
(2)不同脉冲频率焊接接头的硬度分布趋势基本相同。焊接接头热影响区存在硬度值降低的软化区,其中不同脉冲频率焊接接头软化区距离焊缝中心 7~12 mm。
参考文献:
[1]刘静安.铝及铝加工行业发展新动态与技术创新、产品开发新趋向[J].四川有色金属,2000(4):1-7.
[2]苏鸿英.日本铁路车辆用铝合金现状[J].中国有色金属,2008(8):74.
[3]刘岩.我国高速铁路客车轻量化车体最优结构研究[J].轻合金加工技术,2000,28(5):41-43.
[4]陶勇.国外高速列车的材料和工艺进展[J].国外机车车辆工艺,1993(2):1-10.
[5]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2010.
猜你喜欢
武汉工程职业技术学院学报(2022年1期)2022-04-13
数学物理学报(2020年2期)2020-06-02
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年1期)2016-02-27
山东冶金(2015年5期)2015-12-10
焊接(2015年8期)2015-07-18
汽车维护与修理(2015年6期)2015-02-28
中学数学杂志(高中版)(2014年2期)2014-05-26
电测与仪表(2014年6期)2014-04-04
