
不同脉冲频率对A6N01铝合金焊接接头组织的影响
2018-04-17 13:05张向钧陈刚辉丁志成
电焊机 2018年3期
张向钧,陈刚辉,丁志成
(中车广东轨道交通车辆有限公司,广东江门529100)
0 前言
A6N01是一种可热处理强化的Al-Mg-Si系铝合金,大量应用于轨道列车侧墙、端墙等重要结构中[1-4]。脉冲MIG焊是焊接A6N01铝合金的主要方法,可调节参数较多。为了确保获得良好的焊接质量,应精细研究脉冲焊接的参数。
1 试验材料和方法
试验材料选用A6N01铝合金挤压型材,其抗拉强度310 MPa,屈服强度290 MPa、断后延伸率14%。焊接材料选用法国AIR LIQUIDE公司的φ1.2 mm ER5356焊丝。A6N01铝合金以及焊丝的化学成分如表1所示。
焊接试板为将铝型材加工成300 mm×150 mm×3 mm的铝板后两两对焊而成。选用φ(Ar)99.999%为保护气体,气体流量20~25 L/min。焊接设备采用奥地利IGM焊接机器人,主要由Fronius-5000MIG焊接电源、伺服电机驱动6轴联动系统、RCI控制柜、激光跟踪传感系统、行走轨道及示教器等组成。
A6N01S-T5焊接接头坡口形式示意如图1所示,实际焊接接头形式因板厚与单面坡口角度等因素,按照EN15085-3中的接头设计要求,允许有一定的装配误差。由于MIG焊机电源特性为平特性,设计对比试验中在相同热输入下改变脉冲频率进行研究。实际焊接工艺参数如表2所示。

表1 A6N01铝合金和焊丝的化学成分%
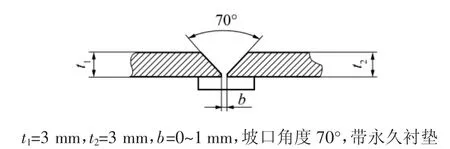
图1 A6N01S-T5脉冲MIG焊坡口形式示意
2 试验结果和分析
2.1 脉冲频率对焊缝表面成形的影响
脉冲频率 fx={0,1,2,3,4,5}Hz的焊接接头的焊缝表面成形如图2所示。可以看出,不同脉冲频率焊接获得的焊缝均无明显的咬边、未焊透以及未熔合等缺陷。脉冲频率为0 Hz时,焊缝成形较好,焊缝边缘比较平齐、干净,无飞溅,但鱼鳞纹并不明显(见图2a)。脉冲频率为1Hz时,焊缝成形较差,焊缝边缘不平齐,呈现出规律性的凹凸波动曲线,金属熔滴过渡不充分,熔池未得到充分搅拌(见图2b)。脉冲频率为2Hz时,焊缝成形较1Hz的焊缝好,焊缝边缘较为平齐,熔滴过渡和搅拌更为充分一些,鱼鳞纹明显但比较稀疏,焊缝宽度不均匀(见图2c)。脉冲频率为3Hz,焊缝成形优于2 Hz的焊缝,焊缝边缘平齐,鱼鳞纹相对更密,焊缝宽度较为均匀,表面无飞溅(见图2d)。脉冲频率为4 Hz时,焊缝外观成形与3 Hz的焊缝相近,焊缝边缘较为平齐,鱼鳞纹较明显,表面无飞溅(见图2e)。脉冲频率为5 Hz时,焊缝外观成形较好,焊缝边缘平齐,焊缝鱼鳞纹较密集,表面干净,无飞溅,熔池得到较为充分的搅拌(见图2f)。

表2 焊接工艺参数
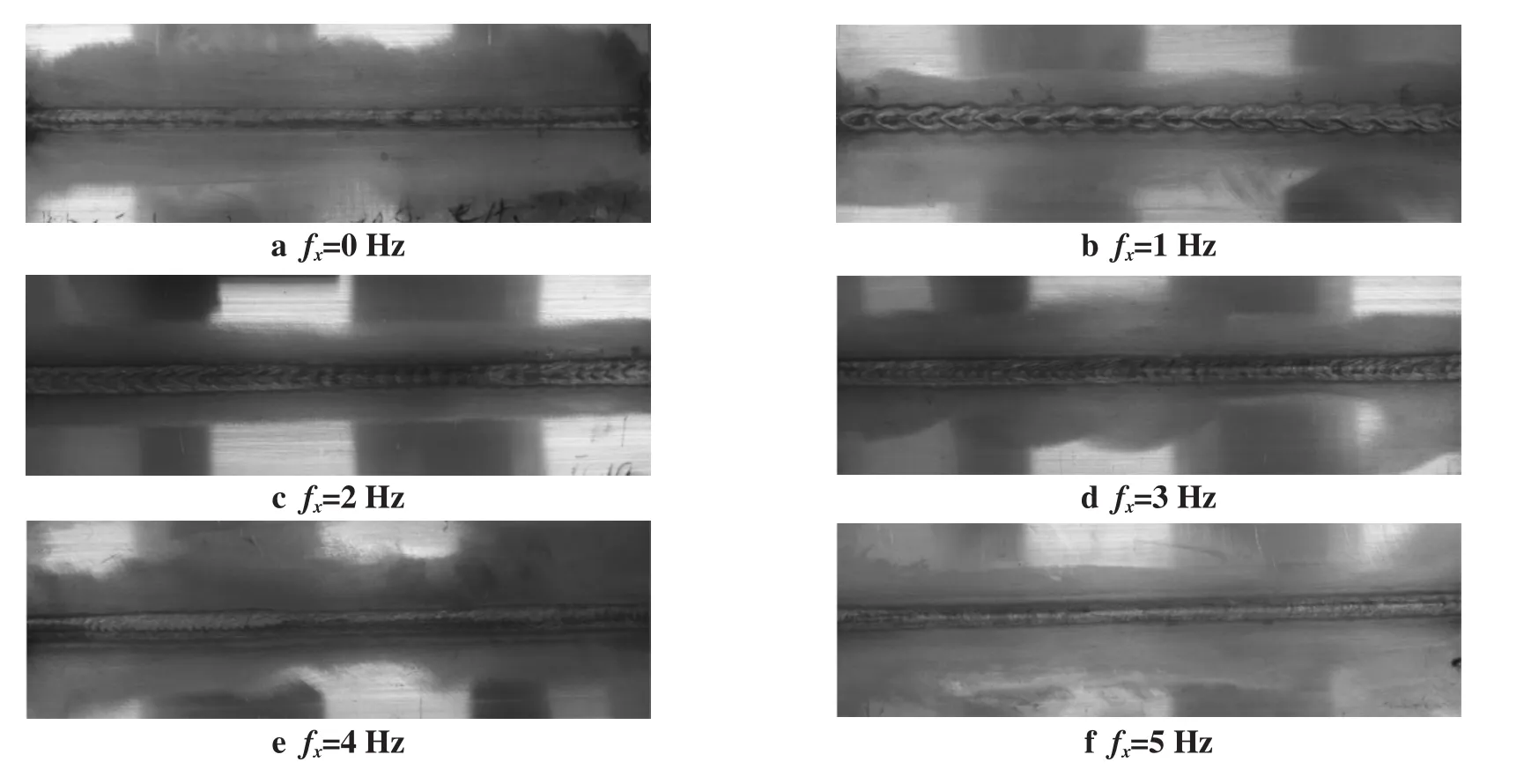
图2 不同脉冲频率的焊接接头焊缝成形
2.2 脉冲频率对焊接接头金相组织的影响
不同脉冲频率焊接接头截面的宏观形貌如图3所示。0 Hz的焊接接头截面呈上宽下窄的蘑菇状,且蘑菇头圆滑过渡,同时焊缝与母材之间过渡良好;1 Hz的焊接接头截面上部分与0 Hz的差别较大,其焊缝表层有一部分凸起,其余部分略高于母材,过渡良好;2 Hz的焊接接头截面形状与1 Hz的相近,但凸起部分较为圆滑,与焊缝本身过渡;3 Hz的焊接接头截面呈风筝状,上表面正中有部分焊缝金属凸起,呈平台状,整个上部焊缝与母材过渡基本圆滑;4 Hz的焊接接头截面形状为蘑菇状,焊缝与母材之间过渡较好;5 Hz的焊接接头截面形状也属于蘑菇状,焊缝与母材之间过渡良好。所有的焊缝截面均有气孔存在于焊缝内部及焊缝表面或者近表面,其中背面焊缝的气孔多于正面焊缝。3 Hz的正面焊缝宽度最宽,约为8.775 mm,5 Hz的正面焊缝宽度最小,约为6.865 mm;所有焊缝的高度较接近,约为6 mm。

图3 不同脉冲频率焊接接头截面形貌
脉冲频率为0~5 Hz的焊接接头焊缝、熔合区、热影响区以及母材的金相组织如图4~图9所示。焊缝区热输入很高,使得焊丝完全熔化,凝固速度缓慢,晶粒自然生长,不同脉冲频率获得的焊缝均为典型树枝状晶组成的铸态组织,但双脉冲MIG焊焊缝枝晶较为细小。焊缝主要以α(Al)固溶体为基体,在 α(Al)的晶界及枝晶间主要分布有 α(Al)+Mg的共晶组织,且在晶内有Mg2Si的质点析出。焊接接头熔合区是由基体金属和焊丝形成的一种交混合金相,靠近焊缝一侧为沿散热方向以联生结晶形式形成的柱状晶组织,而靠近基体一侧为等轴晶组织。热影响区仍然保持部分母材的特征,但部分晶粒较母材晶粒粗大,由于偏析等原因,晶界处有强化相析出。母材为典型的再结晶组织,晶粒较小,晶界不明显,但仍可见挤压加工后的纤维走向,同时母材中存在许多点状、条状以及棒状的析出相。

图4 脉冲频率为0 Hz的焊接接头金相组织
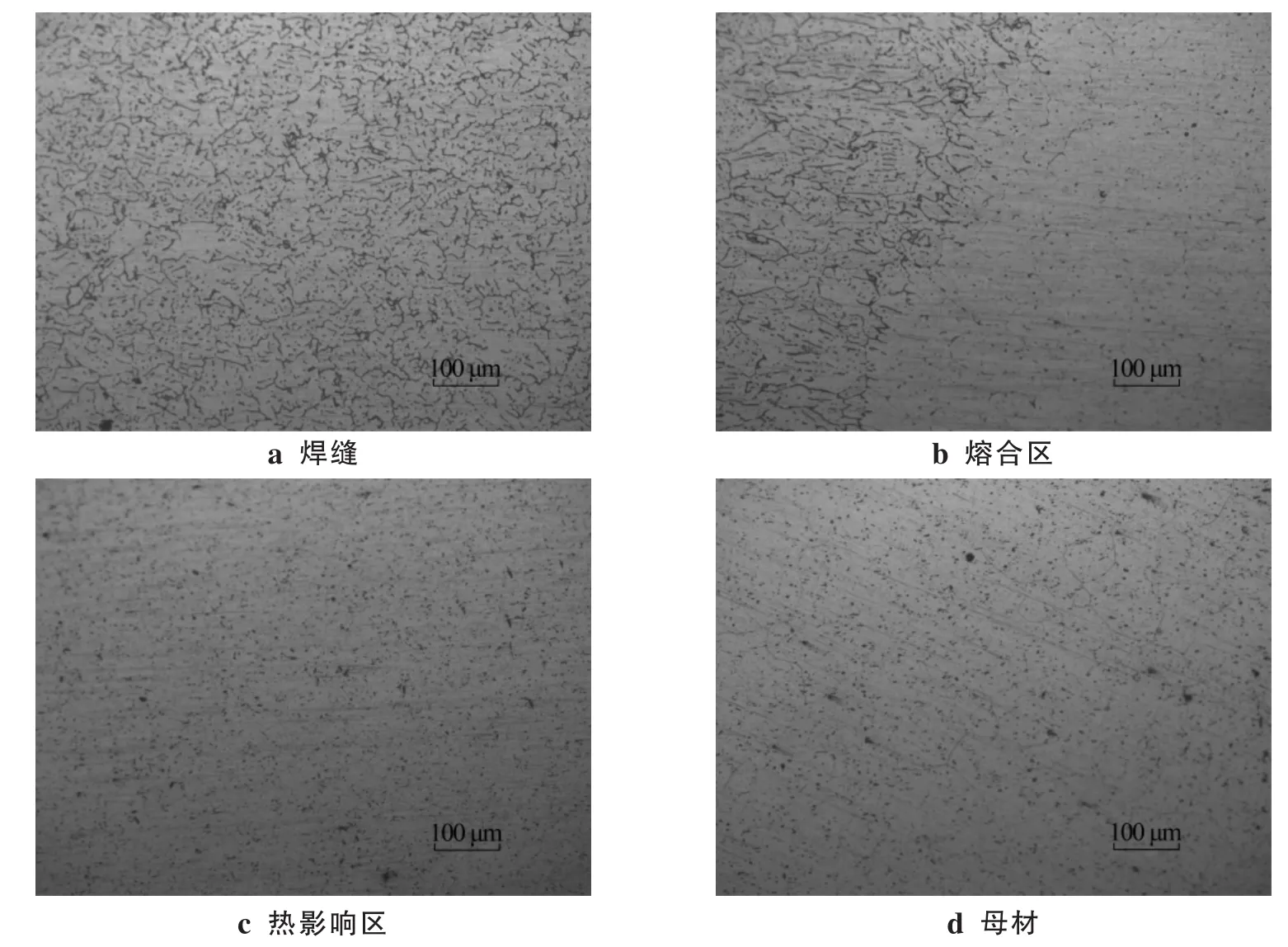
图5 脉冲频率为1 Hz的焊接接头金相组织
3 结论
(1)不同脉冲频率接头焊缝无明显的咬边、未焊透以及未熔合等缺陷。
(2)不同脉冲频率焊接接头的焊缝均为典型树枝状晶组成的铸态组织。焊接接头熔合区靠近焊缝一侧为柱状晶组织,而靠近基体一侧为等轴晶组织。热影响区仍然保持部分母材的特征,但部分晶粒较母材晶粒粗大。母材为典型的再结晶组织。
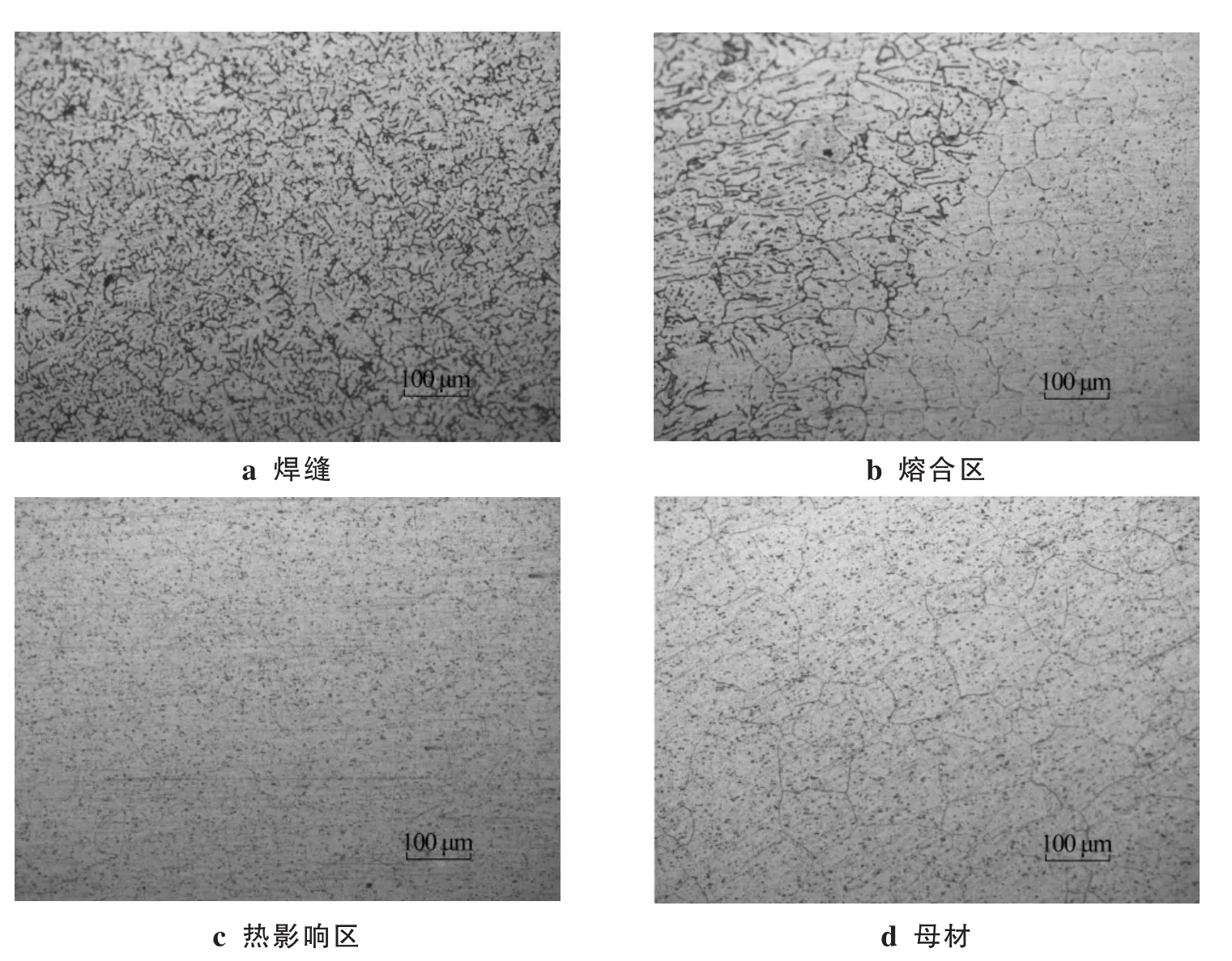
图6 脉冲频率为2 Hz的焊接接头金相组织
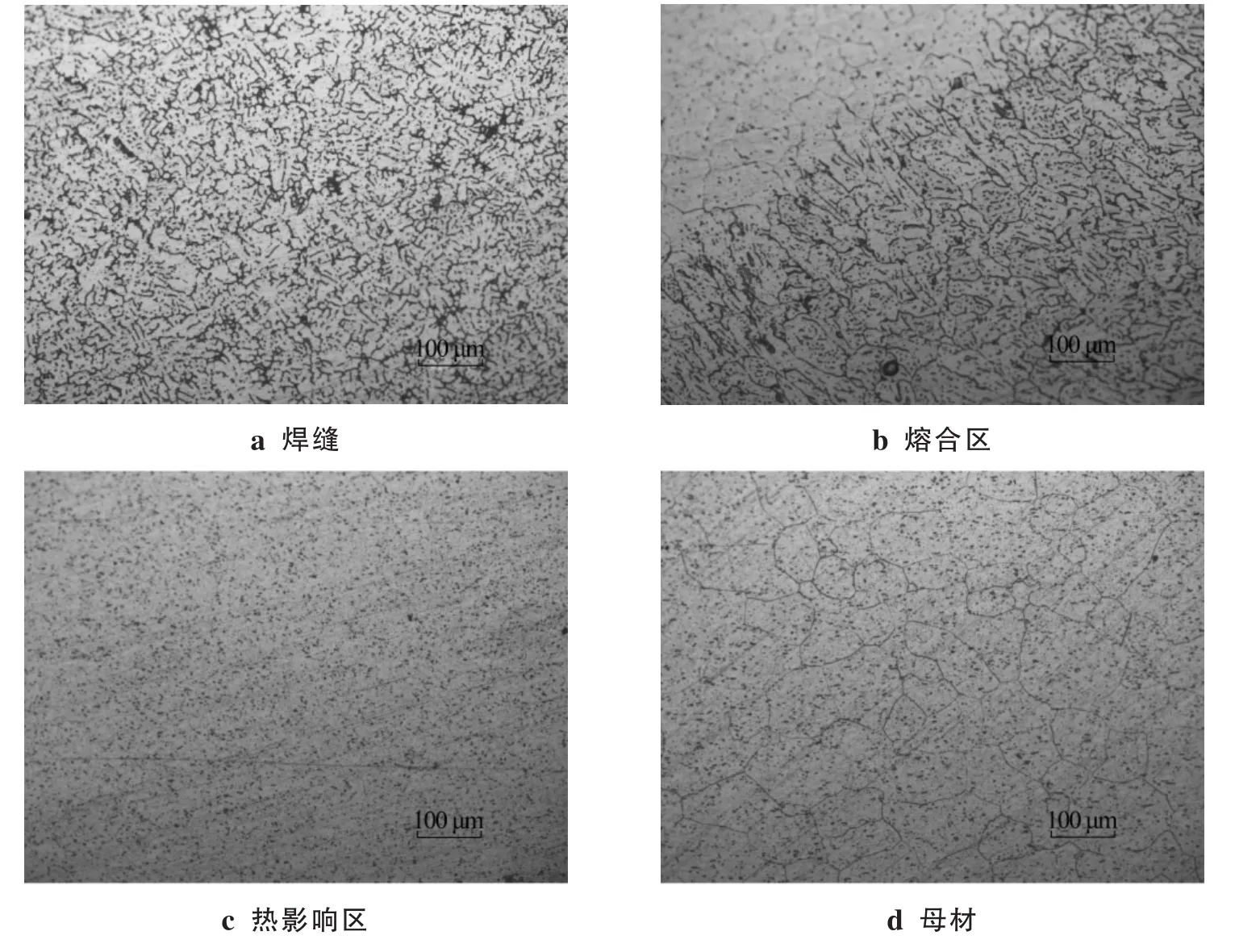
图7 脉冲频率为3 Hz的焊接接头金相组织
参考文献:
[1]刘静安,谢水生.铝合金材料的应用和技术开发[M].北京:冶金工业出版社,2000.
[2]何旭良.5xxx系铝合金焊丝的研究[D].辽宁:东北大学,2012.
[3]季小辉,董斌,袁静,等.6082T6铝合金自动焊接工艺参数的选择[J].理化检验-物理分册,2011,47(1):23-24.

图8 脉冲频率为4 Hz的焊接接头金相组织
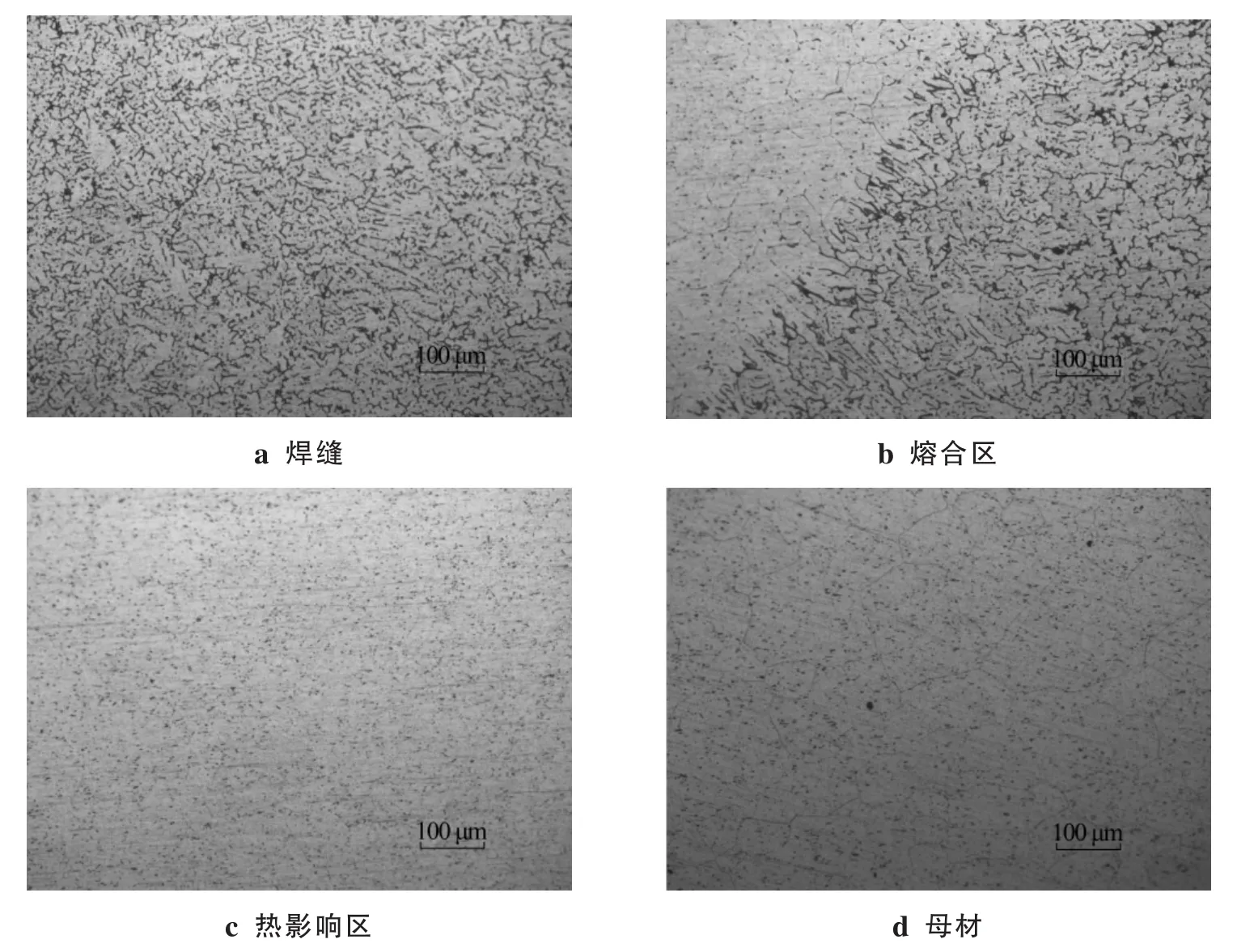
图9 脉冲频率为5 Hz的焊接接头金相组织
[4]杨尚磊,林庆琳.A6N01铝合金焊接接头的微观组织与力学性能[J].中国有色金属学报,2012,22(10):2720-2725.
猜你喜欢
趣味(语文)(2018年8期)2018-11-15
金属加工(热加工)(2018年2期)2018-03-22
快乐作文·低年级(2017年3期)2017-03-25
饮食保健(2017年9期)2017-02-27
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
学生天地(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
