制动阀均脂磨合机在104分配阀检修过程中的 实践及应用
2018-04-08 08:18慎超伦
郑州铁路职业技术学院学报 2018年1期
程 迪,慎超伦
(1.郑州铁路职业技术学院,河南 郑州 451460; 2.郑州铁路局 郑州科学技术研究所,河南 郑州 450000)
104分配阀是客车制动装置的心脏,其检修质量的高低直接影响客车的安全运行。通过对郑州铁路局郑州车辆段运用客车104分配阀故障情况进行统计分析,发现返修的临修104分配阀在早期故障较多,从而得出104分配阀故障特点符合浴盆曲线规律,即检修后使用初期故障多,运用一段时间后性能稳定,使用后期故障多。
1 104分配阀运用故障原因分析
对郑州车辆段2015年1—3月份发生的278件运用客车104分配阀故障进行分析。其中:装用30天内故障件数共131件,装用30~180天故障件数共28件,装用180天以上故障件数共119件。具体见表1。
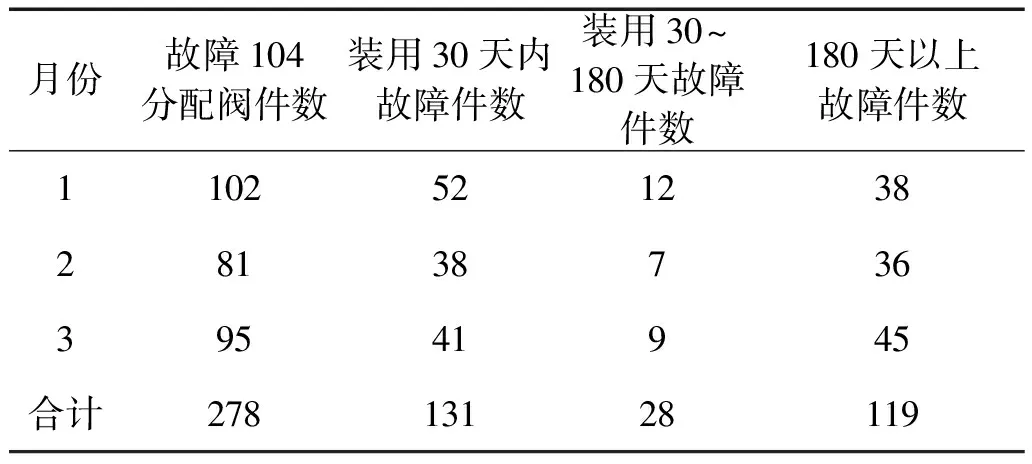
表1 104分配阀运用故障数据统计(2015年)
从表1可以看出,104分配阀装用30天内、30~180天、180天以上的故障,分别占比为47%、10%、43%。104分配阀故障特点符合浴盆曲线规律,即检修后使用初期故障多,运用一段时间后性能稳定,使用后期故障多。为提高104分配阀的检修质量,减少运用过程中的故障,我们设计并制作了四工位制动阀均脂磨合机。
2 四工位制动阀均脂磨合机
2.1 基本原理
四工位制动阀均脂磨合机主要由机架部分、夹持部分、控制面板、PLC控制部分、气路部分组成。工作原理:设备上气缸活塞杆缩回,通过杠杆、拉杆带动压头将104分配阀压紧在104分配阀对接头上,连通模拟气路。通过PLC控制风路对104分配阀进行模拟供排风,实现104分配阀的均脂磨合,去除早期故障期故障多、性能不稳定的情况。
2.2 基本情况
(1)四工位制动阀均脂磨合机气动控制部分原理见图1。压缩空气通过三联件过滤、减压、润滑,一路通过手动滑阀,控制104分配阀卡紧气缸动作,一路为模拟阀动作提供风。控制104分配阀的卡紧风路又分为4路,分别进入相应工位,通过手动阀控制每个气缸工作,分别卡紧被测试的104分配阀。通过4个电磁阀在PLC的控制下,实现模拟供风。
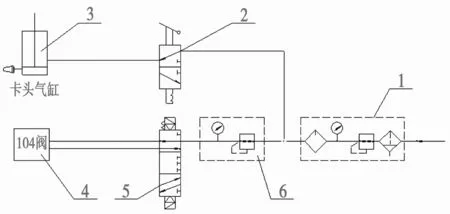
1—三联件;2—气缸卡紧手动阀;3—卡头气缸;4—104制动阀;5—电磁换向阀;6—减压阀。
图1气路图
(2)四工位制动阀均脂磨合机通过空气开关进入开关电源,开关电源再给PLC、继电器和电磁阀供电。PLC分4路控制输出,某个台位对104阀测试时,对应的测试灯工作,不工作时灯灭。
3 效果验证
将四工位制动阀均脂磨合机应用于郑州车辆段制动室104分配阀检修工作现场,并采集使用后的2017年5、6、7月份104分配阀故障情况,详见表2。
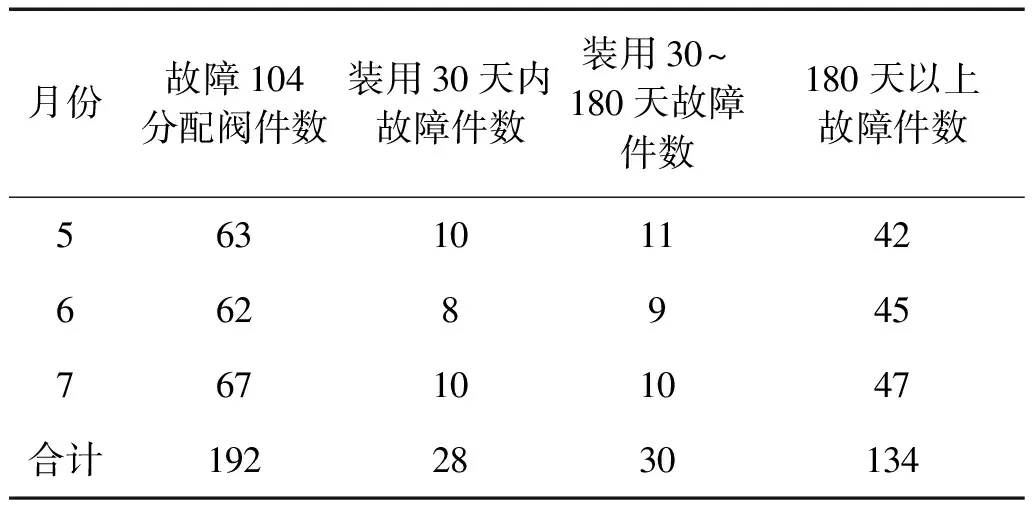
表2 104分配阀运用故障数据统计(2017年)
通过表2可以看出,同比使用四工位制动阀均脂磨合机检修后的104分配阀装用30天内的故障数明显降低,达到了预期目标,提高了104分配阀的检修质量,运用中104分配阀的性能更加稳定。
4 结论
使用四工位制动阀均脂磨合机,能够有效地去除104分配阀早期故障期故障多、性能不稳定的情况,确保了运用中104分配阀性能更加稳定,有效保证了客车安全运行。
[1]李凯,戚景观,王兴.转向架轴承磨合测试中磨合试验机的应用研究[J].机械工程与自动化,2016(2):161-162.
[2]卢桂云,张洪河.旅客列车抱闸故障报警器的研究与设计[J].郑州铁路职业技术学院学报,2016,28(2):25-27.
[3]林原.104型分配阀制动性能不良问题的分析及探讨[J].铁道机车车辆,2010,30(6):79-81.
猜你喜欢
客家文博(2022年1期)2022-08-22
汽车工艺师(2021年7期)2021-07-30
趣味(作文与阅读)(2021年11期)2021-03-09
趣味(语文)(2021年11期)2021-03-09
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
汽车维护与修理(2019年1期)2019-07-09
模具制造(2019年4期)2019-06-24
青年歌声(2018年2期)2018-10-20
科技创新导报(2016年9期)2016-05-14