
岛式装配线装配岛调平机构的设计与安装*
2018-03-13 09:43万正喜
机械研究与应用 2018年1期
万正喜,黄 胜
(中机国际工程设计研究院有限责任公司,湖南 长沙 410007)
0 引 言
大中型电机种类多,批次少,根据订单安排生产线,传统的装配作业方法采用工艺吊具加车间的天车作业。大中型电机岛式装配线最近几年在大中型电机装配中广泛采用的设备,岛式装配线是一种柔性装配线,其组成为轨道周转车在一条直线的双轨道上来回行走,轨道两边设有装配岛,轨道周转车将需装配或加工的工件运输到装配岛或在各个装配岛之间进行转运。装配岛和轨道小车上均有可以衔接的滚轮机构,两组滚轮机构需在一个水平面上,装配岛下面有可以调节装配岛高度和装配岛水平的调平机构。此方案主要对装配岛的调平机构的结构及其安装方法进行详细的研究分析。
1 传统装配岛调平方法
随着科技的不断发展,工业制造生产正在快步走入自动化流水线生产模式,而生产线则是流水线生产过程中的主力军。虽然生产线的广泛应用为工业生产加工减少劳动力,缩短生产时间,大大提升了生产速率,但是在生产线的实际应用中,仍然存在着各种不足,这将是一个需要长期不断改进创新的过程。
传统的生产装配线岛的安装固定方法,可以很好的完成生产线的安装调试及固定工作,达到良好的使用效果,如图1所示。其调平装置的安装方法是:在岛的底板处配备相对应的四个小的钢板,将其分别与底板进行连接,同时通过将小钢板固定的地面上的方式,达到对岛固定的目的;此外由于小钢板小且十分灵活,可以适时的进行固定,故可以通过调节小钢板的位置,达到对岛的水平位置进行调整的目的;最后,同样的通过底板与小钢板之间的连接螺栓来调节岛空间位置,使其与整体保持水平。

图1 装配岛传统调平机构
但是,在生产装配线上岛安装固定的实际操作过程中,却存在着一些不足,目前的装配岛存在以下不足:首先,每个底板块均要配备四块小钢板以及配套的螺栓等零件,为整体增加了很多零件,使得安装操作较为繁琐;其次,岛的固定是通过用膨胀螺钉固定小钢板的方式来对其进行间接固定的,由此在精密生产线当中可能会出现使用一段时间后固定不稳等一些隐患;最后,小钢板的固定需要在底板外部寻找位置,这就使得整个地面杂乱的排布着小钢板,对生产线整体的美观产生了较大的影响,同时也容易对行人以及物料的运动产生影响。
2 装配岛新的调平机构及其安装方法
针对现有的生产线装配岛的每个底板块均要配备四块小钢板以及配套的螺栓等零件,使得安装操作较为繁琐、岛的固定通过用膨胀螺钉固定小钢板的方式来间接固定导致使用一段时间后固定不稳等隐患及小钢板凸出与底板,对生产线整体的美观产生了较大的影响,同时也容易对行人以及物料的运动产生影响等问题,设计了一种安装调试更为简单且固定效果好的生产线装配岛安装调平机构及其方法。
2.1 装配岛新的调平机构
新的调平机构如图2和图3所示。
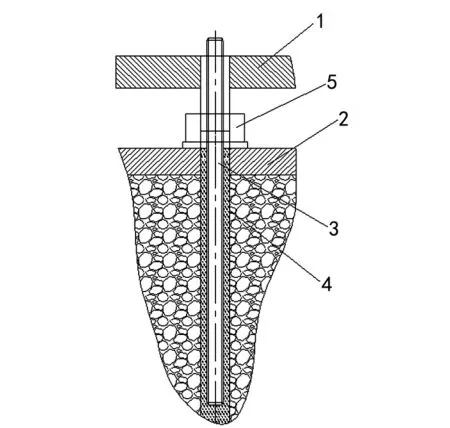
图2 装配岛传统调平机构 1.岛底板 2.底脚垫板 3.化学锚栓的螺杆 4.化学锚栓孔 5.紧固螺母
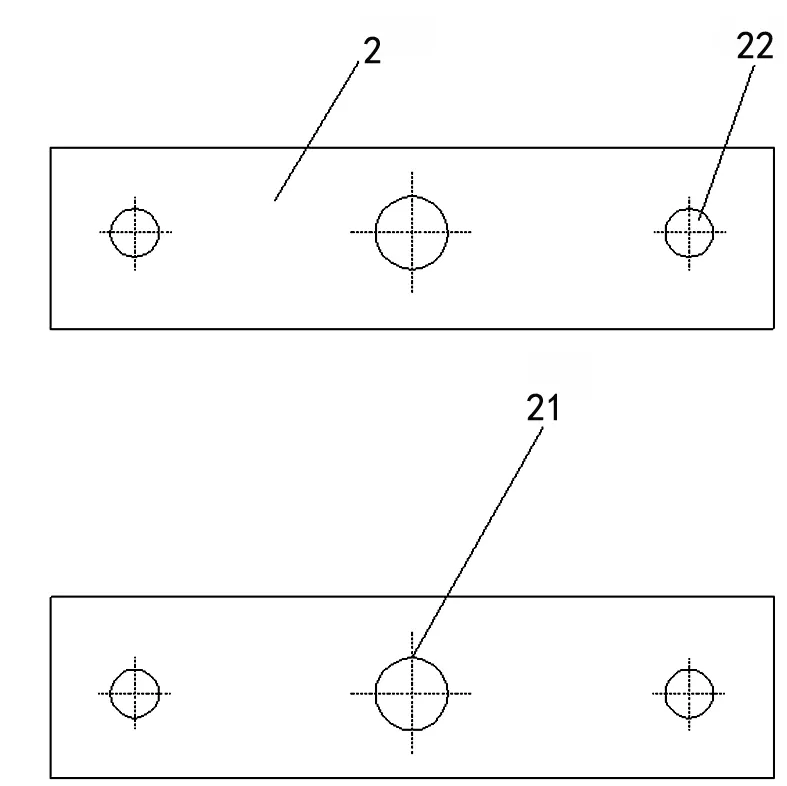
图3 装配岛传统调平机构2.底脚垫板 21.第二通孔 22.第二调节孔
装配岛上用于安装定位的岛底板1上开设第一通孔及用于装配岛空间调平的第一调节孔;设计与岛底板1相配合以安装固定装配岛的底脚垫板2,底脚垫板开设第二通孔及第二调节孔,底脚垫板2与岛底板对应且第一通孔与第二通孔21孔位相对,第一调节孔与第二调节孔22孔位相对。
2.2 装配岛新的调平机构的安装方法
装配岛新的调平机构的安装步骤如下:
步骤S100,设置化学锚栓孔4;
步骤S200,在化学锚栓孔4内预埋化学锚栓:将化学锚栓的化学药剂倒入化学锚栓孔4,将化学锚栓的螺杆3插入化学锚栓孔4中以凝固固定;
步骤S300,将底脚垫板2经第二通孔放置在化学锚栓的螺杆3上并初预紧;
步骤S400,经起吊工具将带调平件的装配岛的岛底板1放置在底脚垫板2上;
步骤S500,调整装配岛的安装位置;
步骤S600,将底脚垫板2紧固至地面上,且锁紧岛底板1与底脚垫板2。
安装时先安装底脚垫板2,再将装配岛的岛底板1通过调平件与底脚垫板2连接。地面事先浇筑完全,按照装配岛在工厂的布置位置和底脚垫板2的相关尺寸在厂房内挖好化学锚栓孔4或浇筑地面基础时预留化学锚栓孔4。这样,可以实现根据装配岛的固定安装位置要求,在地面上加工好多个化学锚栓孔4,从而进一步加快装配岛的固定施工效率。安装固定过程中,岛底板1与底脚垫板2之间留出40~100 mm的间隙,以供装配岛的空间调平。本实施例中,底脚垫板2经其上的第二通孔21穿过化学锚栓的螺栓3并经紧固螺母5及垫圈初预紧,经调平件与第一调节孔、第二调节孔的配合将装配岛调整到合适位置,调节便利且可保证装配岛空间位置水平。本实施例中,第一、第二调节孔为调平螺栓孔,调平件为螺栓。优选地,岛底板1上开设的第一调节孔的数量为四个,且沿岛底板1的轴心对称布置,相应地,位于底脚垫板2上的第二调节孔与第一调节孔一一对应,参照图3,底脚垫板2的四角开设有四个第二调节孔22。在其他实施例中,参照图4。
底脚垫板2的数量为两块,当底脚垫板2的数量为两块时,每块底脚垫板2上均设置两个第二调节孔22,以与岛底板1上的第一调节孔对应。第一通孔的孔径不小于第二通孔的孔径,且第一通孔的孔径大于用于紧固底脚垫板2的紧固螺母5的外径,使得紧固螺母5对底脚垫。
板2进行紧固时避免与装配岛间干涉;第二通孔与化学锚栓的螺杆3之间预留0.1~5 mm间隙,以便于底脚垫板2的装配。本实施例中,底脚垫板2的上端面与化学锚栓的螺杆3之间经紧固螺母5锁紧,以使得定位连接稳固。
底脚垫板2的尺寸不大于岛底板1的尺寸。采用这种结构,使得生产线整体更为完整美观,杜绝了由于侧边突出钢板件对他人造成影响的隐患,从而便于生产线现场操作。岛底板1上开设的第一通孔的数量为至少两个,且沿岛底板1的轴心对称布置,相应地,位于底脚垫板2上的第二通孔与第一通孔一一对应,参照图4,当当底脚垫板2的数量为两块时,每块底脚垫板2上均设置一个第二通孔21,以与岛底板1上的第一通孔对应。调整装配岛的安装位置的步骤中,调整装配岛和轨道车之间的距离,保证装配岛与轨道车垂直,调整装配岛的调平件,使装配岛上平面水平并与轨道车在一个平面内。图5为调平机构使用现场。
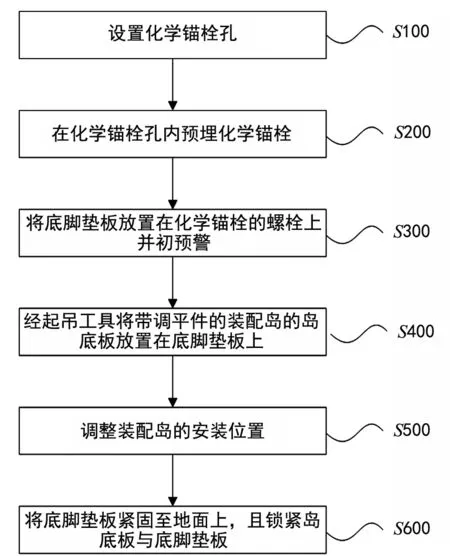
图4 装配岛安装固定方法的流程示意图

图5 调平机构使用现场
3 新方法的优点
生产线装配岛采用新的安装固定方法,只需采用与岛底板对应的底脚垫板连接至地面,去除了小钢板以及配套的螺栓等零件,简化了安装操作步骤,大大减少生产线的零部件以及现场安装调试时间,提高工作效率,减轻工人的劳动强度;其次,化学锚栓直接与岛底板连接,可将装配岛牢固的固定在预定位置,同时化学锚栓与地面大面积接触,极大的增强了岛抗剪切的能力,而填充的化学凝固剂完好的将化学锚栓的螺栓与化学锚栓孔之间的间隙填补,解决了岛可能移动的隐患;再者,便于预先根据固定位置制作化学锚栓孔,加快装配岛的固定施工效率,最后,化学锚栓具有耐酸碱、耐低温、耐老化,常温下无蠕变,耐水渍,在潮湿环境中长期负荷稳定,耐热性、抗焊性、阻燃性、抗震性能良好,锚固力强,无膨胀应力,安装快捷,凝固迅速等优点,在能完好的满足设计需求的基础上大大简化了安装难度,缩短了安装时间。
4 结 语
针对传统装配岛的调平机构存在的安装麻烦、影响美观、对操作者造成伤害等缺点,设计了一种新的装配岛调平机构及其安装方法。该装配岛调平机构安装牢固、安全可靠、美观,简化了安装操作步骤,大大减少生产线的零部件以及现场安装调试时间,提高工作效率,减轻工人的劳动强度,且连接定位的可靠性高。并且该调平机构和安装方法应用于河北电机股份有限公司,取得了良好的效果,可为岛式装配线的装配岛的调平机构的设计和安装提供参考和借鉴。
[1] 万正喜,周 伟,夏显超.生产线装配岛安装固定方法:中国, 201511022601.3[P].2015-12-31.
[2] 万正喜,行映阁,黄 胜.岛式装配线轨道小车的供电[J].电机技术,2015(6):39-41.
[3] 万正喜,张国富.中型电机总装生产线的开发[J].电机技术,2016(4):31-33.
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
中国铁路(2022年3期)2022-05-19
价值工程(2022年10期)2022-03-31
西南交通大学学报(2021年5期)2021-10-31
黑龙江八一农垦大学学报(2020年2期)2020-05-06
土木与环境工程学报(2019年3期)2019-06-21
航天制造技术(2019年2期)2019-05-09
农业工程学报(2018年14期)2018-08-10
专用汽车(2018年7期)2018-07-24
航天工业管理(2017年4期)2017-05-12
