
金种子浓香型强化大曲制备工艺分析与探讨
2018-03-01 00:33:41关玉权鹿静静岳腾飞杨培贤吴海敏丁鹏飞谢国排
酿酒科技 2018年2期
关玉权,程 伟,张 杰,鹿静静,岳腾飞,杨培贤,吴海敏,丁鹏飞,谢国排,彭 兵
(安徽金种子酒业股份有限公司,安徽阜阳 236023)
大曲是我国酿酒行业的重大创造,是世界上最早的生物酶制剂,至今已有6000多年的历史[1]。大曲的质量对酒体质量和出酒率都有极大的影响。大曲作为大曲酒生产的糖化剂、发酵剂,含有多种微生物及酶类,而微生物主要有细菌、霉菌和酵母菌,大曲的生产过程就是自然培菌,网罗和富集周围环境中的各种微生物[2]。这些微生物通过代谢产生各种酶,在大曲酒生产中这些酶类物质促进原料的糖化、分解,最终形成风格不同的大曲酒[3]。在大曲酒生产中,人工添加有益的酿酒微生物,可以抑制有害杂菌的生长,有目的地改造强化大曲发酵体系,可在保持大曲酒酒质和风格的基础上,提高原料的出酒率与优质率。在大曲微生物的研究中发现,含红曲霉的大曲,生产大曲酒更有特殊的增香功能,特别是浓香型大曲酒增加己酸乙酯含量等功效显著,以此为基础在大曲培养中加入酯化红曲霉(菌),制备酯化率较高的强化大曲,生产应用效果显著。红曲酯化酶新技术的应用是中国白酒工业的一项重大创新成果。
为完善金种子浓香型强化大曲制作工艺流程及优化培曲过程关键控制点,本文结合成品曲理化指标分析及感官评价等,分析与探讨了金种子浓香型强化大曲的制备工艺,以提高成品曲的质量。金种子浓香型强化大曲以纯小麦为主要原料,并添加一定比例的大麦、豌豆等,原料破碎后添加原料总质量1.0%的酯化红曲和2.0%的丢糟,拌和均匀后,通过喂料机逐步加到破碎后的原料中,并加水拌和均匀,机械压块制曲,入房培养等。根据培曲温度“前缓、中挺、后缓落”的原则,经过多轮次生产试验表明,前火时间7~9 d,中火时间12~14 d,后火时间7~9 d,培曲温度在49~53℃,制备的成品曲在提高原酒出酒率、优质率,丰富香味成分等方面起到积极作用。
1 金种子浓香型白酒新型大曲生产工艺分析
1.1 制曲原料的选择与粉碎
金种子浓香型强化大曲的主要制曲原料为小麦,其要求颗粒饱满、麦粒大小均匀、整齐、坚硬、无虫蛀和霉变,断面呈玻璃质。水分含量≤13.0%,淀粉含量≥60%,容重≥750 N/m³,并含有丰富的碳水化合物(主要是淀粉)、蛋白质以及适量的无机盐等,能够供给制曲有益微生物生长繁殖所需要的营养成分。小麦、大麦、豌豆等制曲原料的粉碎度与大曲的质量关系密切,粉碎过细则黏性大,曲坯内空隙小,通气性差,水分和热量不易散失,微生物生长缓慢,易造成窝水、不透或圈老等现象;粉碎过粗则黏性小,曲坯内空隙大,水分和热量易散失,易造成曲坯过早干燥和裂口,表面不挂衣,微生物生长不良,曲香味差。因此,要严格控制制曲原料的粉碎度。
小麦、大麦、豌豆等制曲原料破碎前,采用蛟龙输送、喷雾式润料的方式使原料吸水均匀,润料后达到“表皮收汗,内心带硬,口嚼不黏牙,尚有干脆响声”的状态。采用钢磨破碎,破碎度要求过20目筛,冬季细粉占30%~35%,粗粉占65%~70%,夏季细粉占40%~45%,粗粉占55%~60%。粉碎后的制曲原料整体呈现“心烂皮不烂”的状态,“心烂”是为了充分释放淀粉及吸收水分,利于微生物生长繁殖及代谢产物的积累;“皮不烂”则可保持曲坯一定的通透性,利于曲坯表面微生物向曲心的扩大生长繁殖。因此,制曲原料的破碎是保证大曲优良品质的重要前提。图1为金种子浓香型白酒新型大曲生产工艺流程。
1.2 曲坯制备
1.2.1 制曲原料配比
金种子浓香型强化大曲采用小麦、大麦、豌豆等制曲原料,并添加原料总质量1.0%酯化红曲和2.0%丢糟等,根据不同季节及气温变化等可适当调整添加量。酯化红曲先加拌丢糟混合均匀,然后通过喂料机逐步加到破碎后的制曲原料中。丢糟要求新鲜,无乌黑等异常颜色,手握无明显水滴。丢糟的添加可以改善强化大曲的疏松度,同时丢糟中残存的大量微生物菌体有利于制曲微生物的生长,有机酸可以调节大曲的pH值,残余淀粉得以再利用,节约制曲用粮,以降低生产成本等。酯化红曲是由红曲霉等多种产酯功能菌混合培养制成,可以缩短大曲挂衣时间,种曲的生孢微生物不会在高温期死亡,起到优选作用,利于提高强化大曲的糖化力、酯化力等理化指标。
1.2.2 拌料与加水
拌料的目的是使原料水分均匀,以利于微生物的生长代谢。金种子制曲生产用水取水层为地下第三系含水组,偏硅酸含量高达39.2 mg/L,优于国家饮用天然矿泉水(GB 8537—2008标准中界限指标≥25.0 mg/L)。水中含有的铁、锰、铜、锌等多种矿物质微量元素适宜,溶解性总固形物适中,不含重金属元素等。优质的生产用水为曲坯生产提供了很好的基础条件,尤其有利于大曲微生物的繁殖及酶类代谢。拌料要求:用料准确、料水均匀,无疙瘩、无水眼、无生面等现象,手握成团不黏手,曲料或曲坯既要有一定的黏度,又要有一定的疏松度[4]。
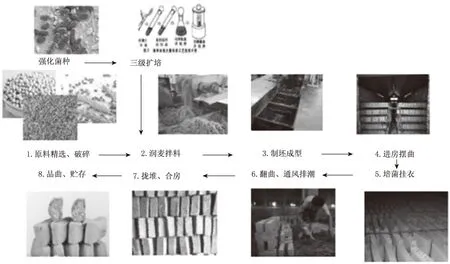
图1 金种子浓香型强化大曲生产工艺流程
拌料过程中,加水比例过小,曲坯成型困难,在入房过程中容易缺边掉角,造成返工,而且曲坯表皮易干燥,皮厚、菌丝生长缓慢、不挂衣,微生物接种不均匀,热量和水分蒸发得也快,曲坯松紧不一,表面干燥,内含夹层生面,中火温度达不到要求且持续时间短。加水比过大,曲坯不易黏合,成型率不理想,微生物生长缓慢,热量和水分蒸发也慢,使曲皮上霉过多,曲心产生青霉菌和黄霉菌杂菌,导致成品曲质量低,给原酒带来生粮味和霉苦味。加水比要根据原料的吸水性、空气湿度、温度、原料粉碎度等因素进行适当调整。生产实践表明,加水比控制在35%~40%之间,曲坯发酵温度易控制,成品曲质量较好。
1.2.3 机械压制曲坯
曲坯压制方法有人工踩曲和机械制曲,曲坯分为砖型“平板曲”和一面鼓起的“包包曲”。曲坯过小,操作费工,不易保温、保湿,且培菌过程中曲坯升温快、中挺时间短。曲坯过大,摆放多层时,曲坯容易挤压变形,曲坯容易发酵不透,影响成品曲质量。曲坯的松紧要适度,曲坯过紧不利于有益微生物向曲坯内部生长,挂衣时间长且困难,表面容易长毛霉、黑曲霉等,并且曲坯升温快,易引起酸败细菌的大量繁殖,使原料损失并降低成品曲质量。曲坯过松,操作不方便,易散曲、不利于保温保湿,且曲坯表面很快变干,不利于有益微生物充分繁殖,同样会影响成品曲的质量。金种子酒业采用包包曲模,机械压块制曲,曲模大小为290 mm×190 mm×90 mm,包心厚6 mm,成型后的曲坯四角平整、松而不散,曲坯表面“提浆”明显,并根据季节变化适时调整机械压制的松紧度,有利于曲坯正常发酵及水分外排。
1.3 入房培菌及其管理
在曲坯入房前2 d,要对曲房进行整理,清除杂物,倒入6~7成干的丢糟,丢糟中加入适量的酯化红曲和前期生产的理化指标与感官指标较好的强化大曲种曲等,搅拌均匀后堆积1 d,使休眠的菌种得到活化,利于进房后的曲坯发酵,并且可以抑制杂菌的产生,曲房有明显的曲香味。曲坯进房前1 d,把曲房内的丢糟摊平,厚度4~6 cm为宜;待进房时,表层的丢糟已经收汗,下部含有一定水分,保证一定的湿度,且进房过程中扬尘得到有效控制。曲坯摆放3层,层与层之间用竹竿隔开,竹竿间隔1.5 m左右用自制铁架子支撑,防止曲坯受压变形。根据季节不同,曲坯间距有所不同,一般冬天为2~3 cm,夏天在3~4 cm为宜,一般底层间距略小,往上逐渐增加。摆好曲坯后,在曲坯上面和四周盖上草帘子,草帘子的厚度和松紧度根据季节情况调整,与使用稻草相比更加干净、方便、耐用。根据曲房回潮情况,适时在草帘子上洒水,曲房前后窗户对开;如果曲坯升温过快,可提前开窗,但开窗方向不可迎风。曲室窗户更不能对开,防止空气对流而影响曲室温度和湿度。
1.3.1 低温培养阶段的上霉与晾曲
曲坯入房后,冬季曲间温度上升到28℃左右时,有明显潮气从草帘子冒出时,应适当打开窗户,进行换气,适当降低发酵的幅度,进气量不能影响曲坯正常发酵升温。尽量延长曲坯挂衣时间,一般4~5 d为宜,在这期间温度一般不宜超过42℃。挂衣期间不能在曲坯上直接洒水,这样会造成曲坯气路受堵,不利曲坯水分排出与成熟。夏季室内温度较高,曲坯升温过快,上霉时间短,为延长曲坯上霉时间,可以同时进两房单层曲,并适当加大曲坯水分。曲坯进房后应在草帘子上洒水,窗户开少许,待曲坯表皮干燥和上霉结束后,再合房,可将曲坯加至3层高,曲坯需要进行中火培养时再进行合房,加4~5层高度。
曲坯进房发酵一段时间后,要根据曲坯发酵情况进行翻曲。生产实践证明,翻曲过早,曲坯最高品温会偏低;翻曲过迟,黑色曲会增多。掌握好翻曲时间是制曲过程中的关键步骤,目前主要依据曲坯温度、曲皮硬度及品温来决定翻曲时间。冬季室内外温差大,翻过第一遍曲后,为防止曲间温度大起大落,建议当天盖上草帘子保温,次日再取下。在晾曲期间,每天根据曲房湿度情况进行排潮。单次排潮时间不宜过长,避免造成曲坯受寒,影响后期发酵温度;另外,要及时清理曲房内的积水,为曲坯发酵提供适宜的温湿度环境。
1.3.2 中火培养阶段的拾花垛与加高
晾曲使曲坯表皮干燥,曲坯干燥固定成形后开始拾花垛,拾4或5层高再进行中火培养。曲间温度达到50℃以上时,此时培菌制曲进入中挺阶段,可适当打开门窗排潮,使曲间温度维持在49~53℃之间。待曲间温度下降到49℃以下时,对曲坯进行加高,一般6层高,使曲间温度在49~53℃时再维持一段时间,这样中挺时间一般维持12~14 d。生产实践表明,在此温度区间内适当延长曲坯培养中挺时间,有利于提高成品曲的理化指标,促进其香味或香味前体物质的形成,为大曲酒的香型和风格特点打下基础。
1.3.3 后火培养阶段
曲坯加高后期,若发现曲心的水分已经大部分蒸发,品温逐渐下降,可进行最后一次翻曲,即拢堆。此时曲间不再留间隙,堆至7个高。拢堆后,应避免品温下降过快,致使后火太小,产生黑心曲、窝心曲等,影响成品曲质量。后火阶段的主要作用是促进曲心多余水分的挥发和香味物质的积累。后火生香并不是在此时期生成大量香味物质,而是要逐渐终止生化反应,使顶火期间形成的大量香味物质呈现出来,否则有可能得而复失,丧失大曲的典型风格。曲坯入房到成熟约1个月(根据季节、气温不同,成熟时间有所差异),成熟后的曲块被运到通风干燥的曲库内贮存。
1.4 入库贮存
大曲经过曲房培养后,即使成熟也不应立即使用,需要经过2~6个月的贮存,成为陈曲后才投入使用。因为在制曲过程中潜入了大量产酸细菌,它们在干燥条件下会大部分死亡或失去繁殖能力,以减弱发酵过程中的产酸能力。同时大曲通过适当贮存,酵母数量也会减少,酶活适当钝化,在酿酒过程中可避免“前火猛、升酸快”的情况,使发酵升温减缓,符合白酒固态发酵“前缓、中挺、后缓落”的规律,有利于出酒率和酒质的提高。曲块入库前应将曲库清扫干净,铺上干稻壳,曲块摆放尽量保持一定距离,以利于通风散热。成品曲贮存期间应做好曲虫防治,避免曲块受潮,曲库房要定期通风排潮。贮曲场所应保证干燥通风,保证曲块不发生霉变虫害,要特别注意在水分较高、通风不良的环境中曲块容易感染青霉菌,酿出的酒会产生不良苦味;大曲若受虫害会导致质量严重下降,不但造成浪费,降低曲的发酵效力,还会使酿出的成品酒产生虫粪臭味等异杂味。

表1 培曲温度在53~61℃时制备的成品曲块理化指标对比

表2 培曲温度在49~53℃时制备的成品曲块理化指标对比
2 不同制曲品温对成品强化大曲品质的影响
2.1 温度对成品曲理化指标的影响(表1、表2)
表1、表2为两种温度条件下成品曲的理化指标,对比表明,两种温度条件下所制备的成品曲,其水分均在12.3%~14.3%之间,酸度在1.2~1.5 mol/10 g之间,相差不明显。两种温度条件下所制备的成品曲糖化力差异明显,表1表明,培曲温度在53~61℃之间制备的成品曲糖化力最高为660 mg葡萄糖/g·h,最低为270 mg葡萄糖/g·h;表2表明,培曲温度维持在49~53℃时制备的成品曲糖化力最高达900 mg葡萄糖/g·h,最低为696 mg葡萄糖/g·h。两种制曲品温下糖化力的差异明显,49~53℃时所制备的成品曲糖化力明显高于53~61℃时所制备的大曲。付万绪[5]在大曲生产工艺对糖化力影响的研究中发现,在春、秋季温度较低环境下所制作的大曲糖化力高于夏季高温环境所制作的大曲。
两种温度条件下制备的大曲酯化力差异明显,由表1表明,培曲温度在53~61℃时,成品曲酯化力在13~44 U;表2表明,培曲温度在49~53℃时成品曲酯化力在30~51 U,49~53℃条件下制备的成品曲的酯化力整体高于53~61℃条件制备的成品曲。邢钢[6]在不同温度大曲制曲过程理化指标变化分析研究中发现,高温大曲的酯化力远远低于中温大曲及低温大曲。综上所述,培曲温度在49~53℃条件下制备的成品曲的理化指标较均衡、协调,香味丰富。
2.2 成品曲的曲皮与曲心糖化力对比(表3)

表3 成品曲的曲皮与曲心糖化力检测结果(mg葡萄糖/g·h)
表3为两种温度条件下制备的成品曲糖化力对比,其中201—207房为培曲温度49~53℃时制备的成品曲,301—305房为培曲温度53~61℃时制备的成品曲。结果表明,曲皮糖化力最高可达900 mg葡萄糖/g·h,而曲心糖化力最高仅为252 mg葡萄糖/g·h,两种温度条件下所制备的成品曲,其曲皮糖化力均明显高于曲心糖化力。邓启宝等[7]在对凤曲理化指标的研究过程中发现成品曲的曲皮糖化力远大于曲心糖化力。
2.3 成品曲的曲皮与曲心酯化力对比(表4)
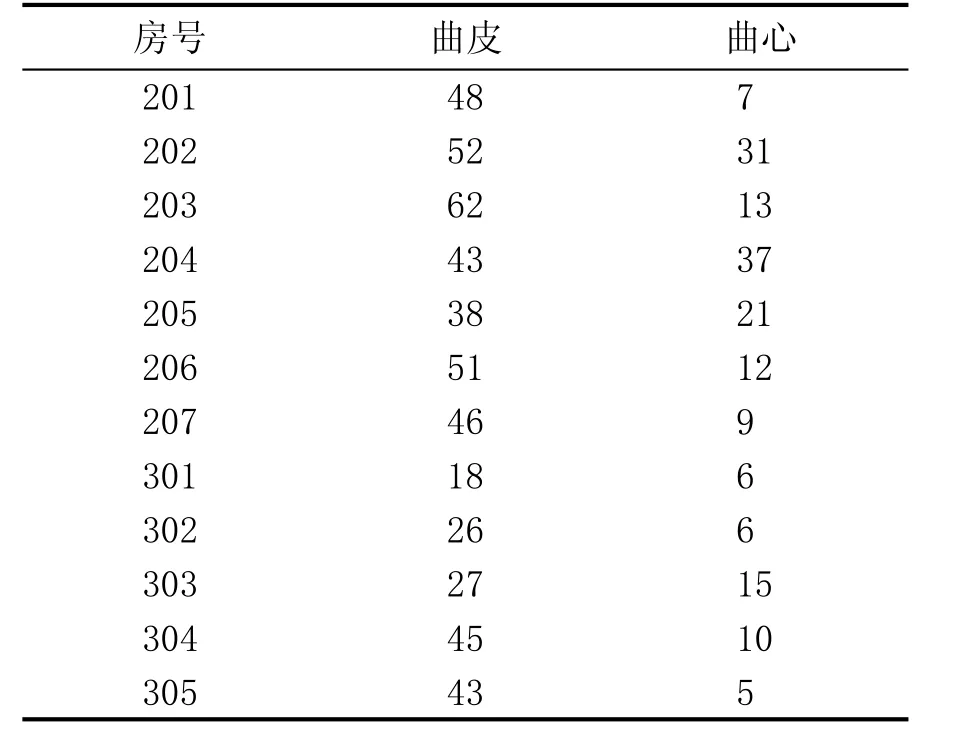
表4 成品曲的曲皮与曲心酯化力检测结果(mg/g·100 h)
表4为两种温度条件下制备的成品曲酯化力对比,其中201—207房为培曲温度49~53℃时制备的成品曲,301—305房为培曲温度53~61℃时制备的成品曲;结果表明,曲皮酯化力最高可达62 U,而曲心酯化力最高为37 U,两种温度条件下所制备的成品曲,其曲皮酯化力均明显高于曲心酯化力。有关大曲曲心与曲皮酯化力研究的文章较少,其中,沈才洪[8]认为,曲心酯化力高于曲皮酯化力,大曲的酯化力是由曲块中的酯化酶含量及其活性所决定,而酯化酶主要是由代谢酯化酶的好氧性霉菌产生,相对于曲心而言,曲皮则接触周围空气适宜好氧霉菌生长代谢。
2.4 成品曲的感官评定及理化指标对比(表5)
大曲质量评价目前尚无明确的检验方法和标准,主要靠感官鉴定来识别。一般从曲块香味、外表颜色、曲坯厚度、断面颜色以及风火圈情况结合一些理论数据来衡量曲块质量[9],表5为金种子浓香型强化大曲成品曲感官评价表。
结合表1、表2糖化力、酯化力数据与表5成品曲质量评价表可知,培曲温度49~53℃条件下制作的强化大曲达到一级曲指标的占85%,二级曲为15%,其一级曲、二级曲所占比例与培曲温度53~61℃条件下制作的强化大曲相比明显增高,感官结果表明,培曲温度49~53℃条件下制作的强化大曲,其曲香纯正、丰富,皮厚适度,断面整齐分明,菌丝饱满,风火圈适当,适用于浓香型白酒的酿造生产。
3 讨论与总结
大曲的质量关系到曲酒的质量与出酒率,传统制曲采用自然接种,不同发酵阶段其微生物种类及数量不同。整个制曲发酵过程中,微生物的活动规律与酶类的变化规律基本一致[10]。大曲一般采用小麦、大麦、豌豆等为制曲原料,经粉碎拌水后压制成砖块状曲坯,在一定的温度、湿度环境下,在曲坯上自然接种环境中的各种微生物制成,因其体积较大,故而得名为大曲。不同的大曲制备工艺及原料和网罗的微生物群系有所不同,使成品曲中风味物质的种类和含量有所不同,从而影响大曲白酒的风味成分和香型特点,各白酒酿造生产企业都有其特有的制曲工艺。
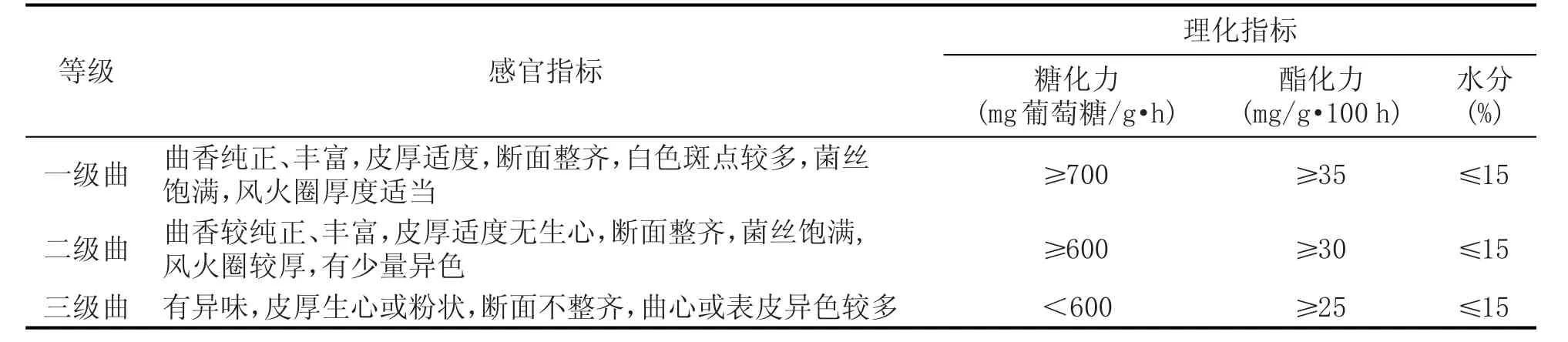
表5 金种子浓香型强化大曲成品曲质量评价表
利用酯化红曲霉制作强化大曲其效果早已得到肯定,在生产应用中相对于普通大曲的用曲量减少2%~3%,优级酒率明显提高[11]。金种子浓香型强化大曲采用小麦为主要制曲原料,添加一定比例的大麦、豌豆等,原料经机械破碎后加入原料总质量1.0%的酯化红曲和2.0%的丢糟,加水拌和均匀后机械压块制曲,入房培养制备等。结果表明培曲温度在49~53℃之间制备的成品曲,其糖化力、酯化力明显优于培曲温度在53~61℃之间制备的成品大曲;两种温度区间内制备的成品曲,其曲皮糖化力均远高于曲心糖化力,这与相关研究报道结果相近。曲皮酯化力高于曲心酯化力,关于曲皮、曲心酯化力高低研究结果各不相同,对于曲皮与曲心酯化力的对比分析还有待进一步研究。
[1]炊伟强.大曲传统感官评价与其内在质量、理化指标的关系[D].无锡:江南大学,2010.
[2]林杰,梁丽静,薛正楷,等.白酒生产工艺与流程[M].合肥:合肥工业大学出版社,2013.
[3]姚万春,唐玉明,任道群,等.泸州老窖国窖曲曲坯层次间微生物差异研究[J].酿酒,2005(5):35-37.
[4]高志远,程伟,马玉磊,等.金种子浓香型中高温大曲培菌制曲工艺分析与探讨[J].酿酒科技,2016(11):41-45.
[5]付万绪,张海霞,孟勤燕,等.大曲生产工艺对糖化力的影响[J].酿酒科技,2007(2):62-64.
[6]邢钢,敖宗华,王松涛,等.不同温度大曲制曲过程理化指标变化分析研究[J].酿酒科技,2014(6):20-23.
[7]邓启宝,贾智勇,范文权,等.从微生物的数量消长分析凤曲理化指标的变化[J].酿酒科技,2001(6):30-31.
[8]沈才洪,应鸿,许德富,等.大曲质量标准的研究(第二报):大曲“酯化力”的探讨[J].酿酒科技,2005(3):17-20.
[9]肖冬光.白酒生产技术[M].2版.北京:化学工业出版社,2011.
[10]程伟,吴丽华,徐亚磊,等.浓香型白酒酿造微生物研究进展[J].中国酿造,2014(3):1-4.
[11]方跃进.酯化红曲在浓香型白酒生产中的应用及实例[J].酿酒科技,2011(3):75-78.
猜你喜欢
食品科学(2023年22期)2023-12-14 12:45:30
中国调味品(2021年3期)2021-03-23 04:34:56
酿酒科技(2020年7期)2020-12-19 01:53:51
戏曲研究(2020年2期)2020-11-16 01:21:10
中华戏曲(2020年1期)2020-02-12 02:28:10
现代园艺(2017年23期)2018-01-18 06:57:59
遵义(2017年1期)2017-07-12 17:57:38
遵义(2017年5期)2017-07-05 13:50:16
浙江农业科学(2016年11期)2016-05-04 04:16:39
湖南农业大学学报(自然科学版)(2015年3期)2015-07-13 02:07:00
